О) СХ)
Изобретение относится к прокатному производству и может быть использовано в непрерывных проволочных станах.
Цель изобретения - повышение выхода
: годного за счет уменьшения застревания катанки.
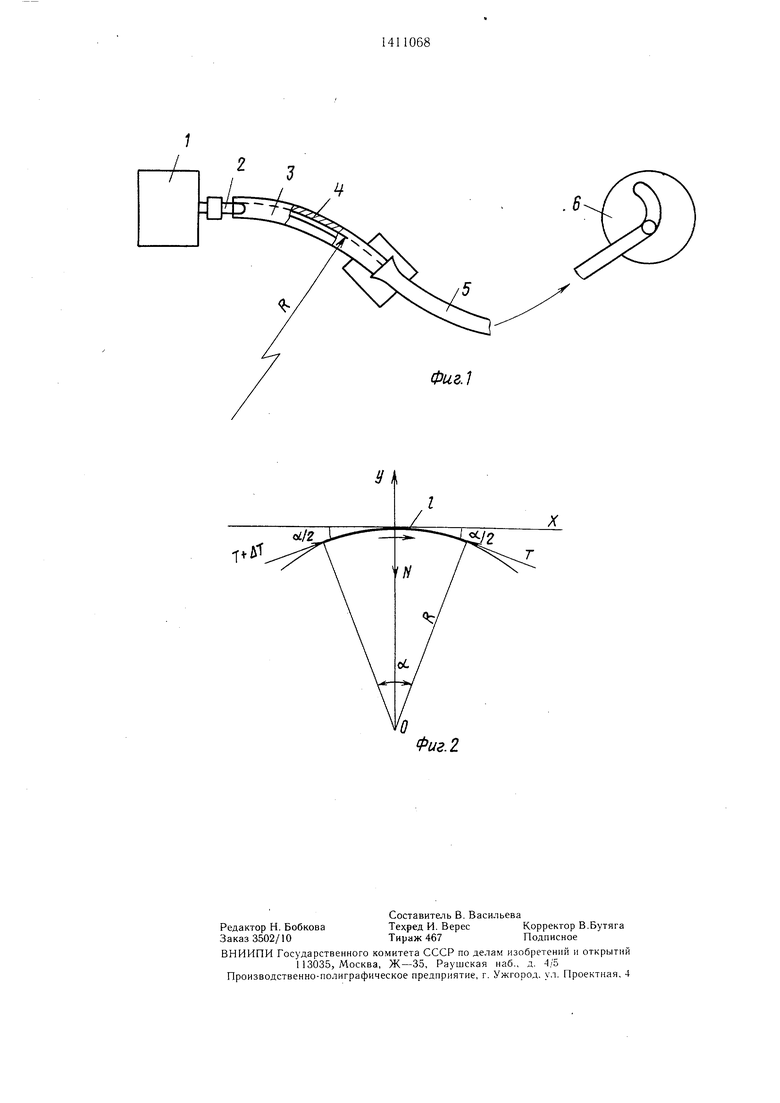
На фиг. 1 изображено устройство для направления катанки от чистовой клети к мо|талке; на фиг. 2 - схема сил, действующих на желоб.
Устройство содержит расположенные за выводной проводкой 2 чистовой клети 1 по ходу технологического процесса переходной желоб 3 и направляющую проводную трубу
i 5. Переходной желоб 3 выполнен по дуге окI ружности, дно его расположено с выпуклой
{стороны. Направляющая проводковая труба 5 имеет кривизну, обратную кривизне переходного желоба 3. Радиус кривизны жело;ба составляет 50-100 внутренних диаметров направляющей проводковой трубы 5, а длина его дуги составляет 0,3-0,5 рад.
: Переходной желоб 3 соединен жестко без зазора по касательной с выводной проводкой 2 и направляющей проводковой трубой 5.
: Устройство работает следующим образом.
Катанка 4 после прокатки в чистовой клети 1 при помощи выводной проводки 2 направляется по касательной в изогнутый по дуге окружности открытый переходный желоб 3. Перемещаясь по дну желоба 3, катанка 4 поступает в направляющую проводко- :Вую трубу 5 и далее к моталке 6. I При появлении продольных сжимающих |усилий, напри.мер, при прохождении перед- |него конца глубого охлажденного раската I через колено и мотовило катанка 4 прижимается к дну выполненного по дуге окружности переходного желоба 3, благодаря чему обеспечивается повышение продольной устойчивости профиля и, как следствие этого, предотвращение его выброса из переходного желоба.
Продольная устойчивость катанки в переходном желобе 3 увеличивается по мере уменьшения радиуса кривизны и увеличения длины его дуги.
Нормальная реакция N (фиг. 2) может быть представлена выражением
N(T+ AT)sin +Tsin,
где нормальной реакции;
J сжимающие силы, действующие по
касательной; лТ-сила трения;
сх. - угол, стягиваемый дугой 1, имеющей радиус R.
Выразив угол « (рад) отнощением и учитывая, что при небольших углах его значение равно значению синуса, получают
N(T-f uT)-| +
SR
или
N-()i
5
0
5
0
5
0
5
Поскольку по абсолютной величине N равно силе прижатия раската ко дну желоба, следует, что последняя прямо пропорциональна длине дуги 1 желоба и обратно пропорциональна радиусу кривизны R.
Оптимальные значения длины желоба и радиуса его кривизны определяют опытным путем. Установлено, что при значениях радиуса переходного желоба более 100 внутренних диаметров направляющей проводковой трубы и длине его дуги менее 0,3 рад имеет место нарущение в подаче металла от чистовой клети к моталкам, обусловленное потерей продольной устойчивости катанки при появлении сжимающих усилий.
Как показала опытная проверка, использование предлагаемого устройства в условиях проволочного стана позволяет снизить потери металла в горячий брак на участке подачи металла от чистовой клети к моталкам и связанные с этим простои стана на 70-800/0.
Формула изобретения.
Устройство для направления катанки от чистовой клети к моталке, включающее переходной желоб, имеющий форму дуги и направляюолую проводниковую трубу, отличающееся тем, что, с целью повыщения выхода годного за счет уменьшения застревания катанки, радиус кривизны желоба составляет 50-100 внутренних диаметров проводниковой трубы, а длина его дуги соответствует 0,3-0,5 рад, причем направляющая проводниковая труба выполнена в форме дуги, кривизна которой обратна кривизне переходного желоба.
ФигЛ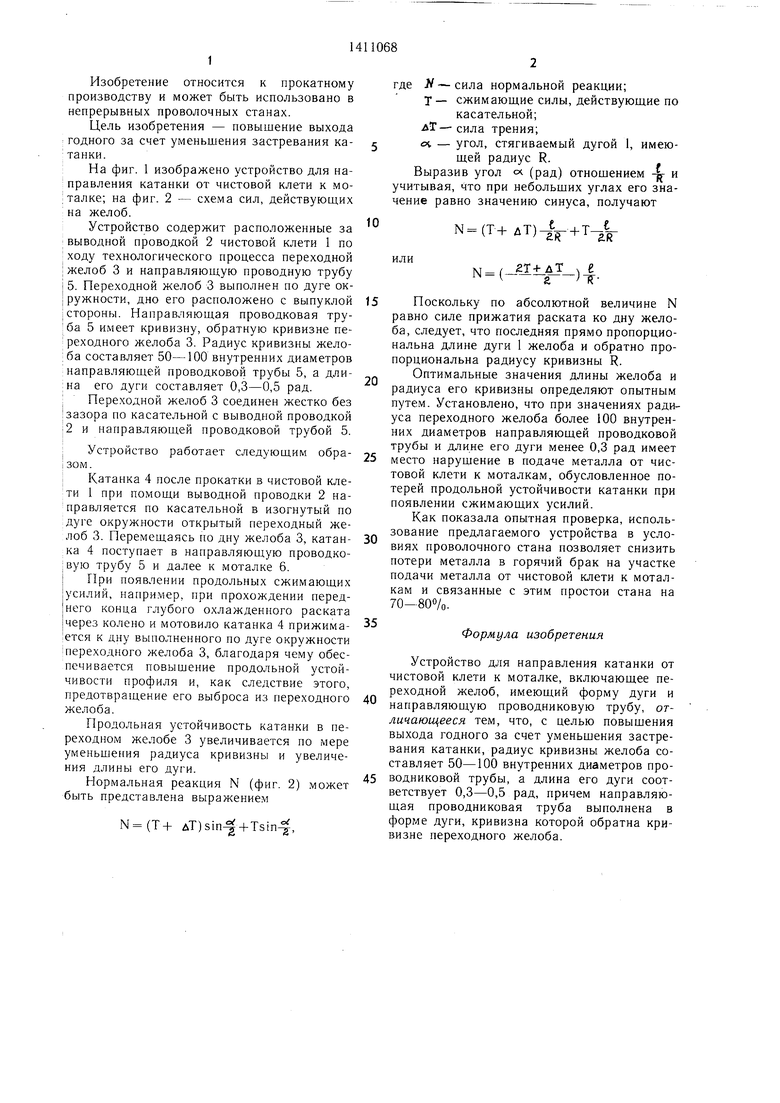
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического упрочнения стального проката | 1986 |
|
SU1404531A1 |
| Способ обработки катанки | 1990 |
|
SU1788048A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Способ изготовления термически упрочненного проката из низкоуглеродистой и низколегированной стали | 1991 |
|
SU1786115A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ КАТАНКИ ВОДОЙ В ПРОЦЕССЕ ПРОКАТКИ | 1965 |
|
SU170027A1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Непрерывный мелкосортный стан | 1986 |
|
SU1338904A1 |
| УСТРОЙСТВО для ТЕРМООБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИ1 | 1973 |
|
SU390163A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТА | 1971 |
|
SU309049A1 |
Изобретение относится к прокатному производству и позволяет повысить выход годного металла и производительность стана путем повышения проталкивающего усилия раската через колено и мотовило моталок, обусловленного стабилизацией положения раската относительно продольной оси устройства, исключая напрессовывание металла между валками и выводной арматурой. Сущность изобретения заключается в то.м, что в устройстве для подачи катанки от чистовой клети к моталкам содержатся расположенные за выводной проводкой переходной желоб и направляющая проводко- вая труба. Направляющая проводковая труба имеет кривизну, обратную кривизне переходного желоба, при этом радиус кривизны желоба составляет 50-100 внутренних диаметров направляющей проводковой трубы, а длина дуги желоба - 0,3-0,5 рад. 2 ил. SS (Л
X
Фиг. 2
| Бескамерный водотрубный паровой котел с внешними циркуляционными трубами и с поверхностью нагрева, расположенной только в топочном пространстве | 1926 |
|
SU5201A1 |
| Устройство для принятия петли в петлевых прокатных станах | 1934 |
|
SU48079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
