(f.
С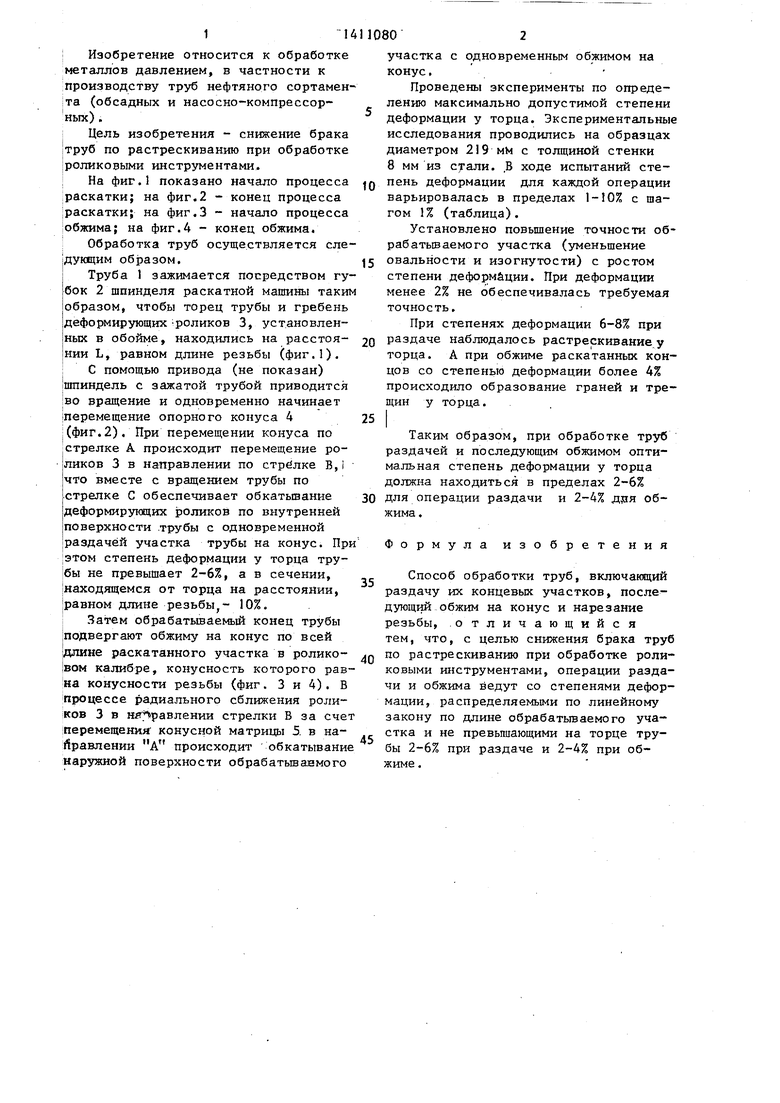
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточно-механизированная линия для обработки труб | 1986 |
|
SU1424904A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| Способ изготовления полых цилиндрических изделий | 1988 |
|
SU1540918A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Машина для калибровки концов труб | 1986 |
|
SU1389899A1 |
| Машина для калибровки концов труб | 1988 |
|
SU1607989A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТАЦИОННОЙ ВЫТЯЖКОЙ ТОНКОСТЕННЫХ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2012 |
|
RU2502576C1 |
| СПОСОБ ПРАВКИ КОНЦОВ БЕСШОВНЫХ ТРУБ | 2020 |
|
RU2758399C1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| Способ обжатия труб | 1988 |
|
SU1648606A1 |
Изобретение относится к обработке металлов давлением, в частности к производству труб нефтяного сортамента. Цель изобретения - снижение брака по растрескиванию при обработке роликовым инструментом. Трубу 1 при вращении вначале раздают роликом 3, а затем обжимают по наружной поверхности так же с помощью ролика 3. Проводя операции деформирования с переменными степенями деформаций, избегают растрескивания трубы 1. Приведены величины степеней деформации, которые не должны превышать 2-6% при раздаче и 2-4% при обжиме. 4 ип., 1 табл. с «g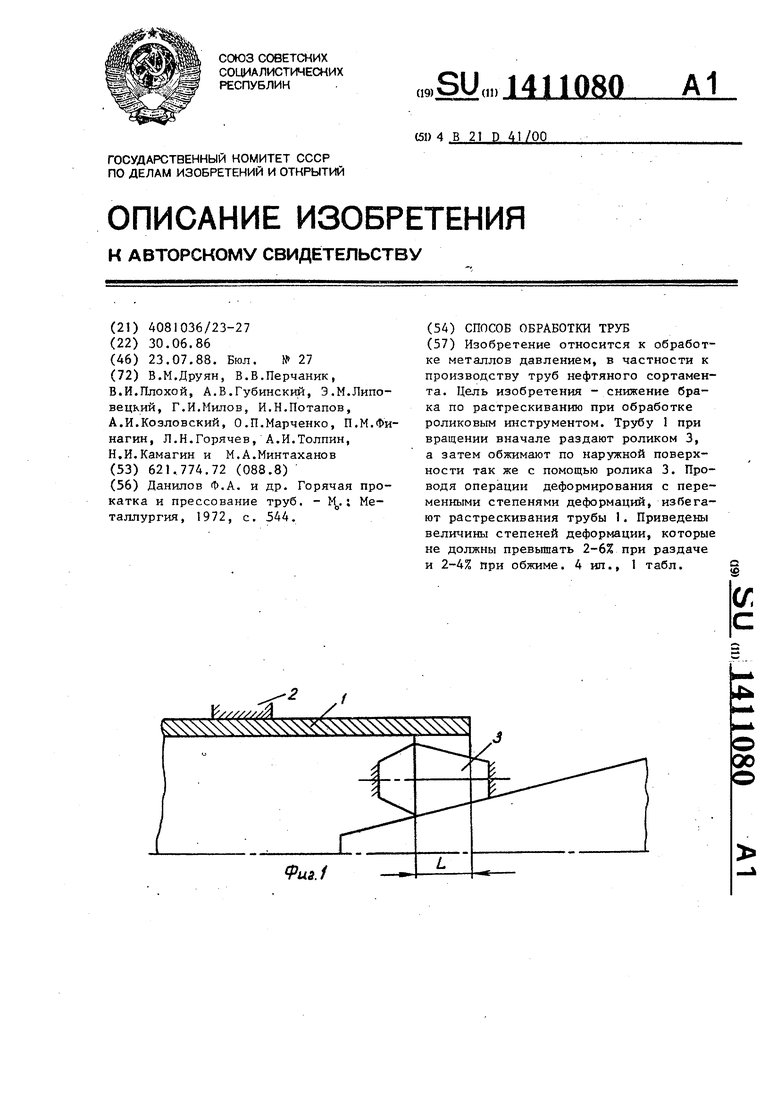
l /xx/x/
/
9ua.1
00
Изобретение относится к обработке металлов давлением, в частности к производству труб нефтяного сортамента (обсадных и насосно-компрессор- ных) .
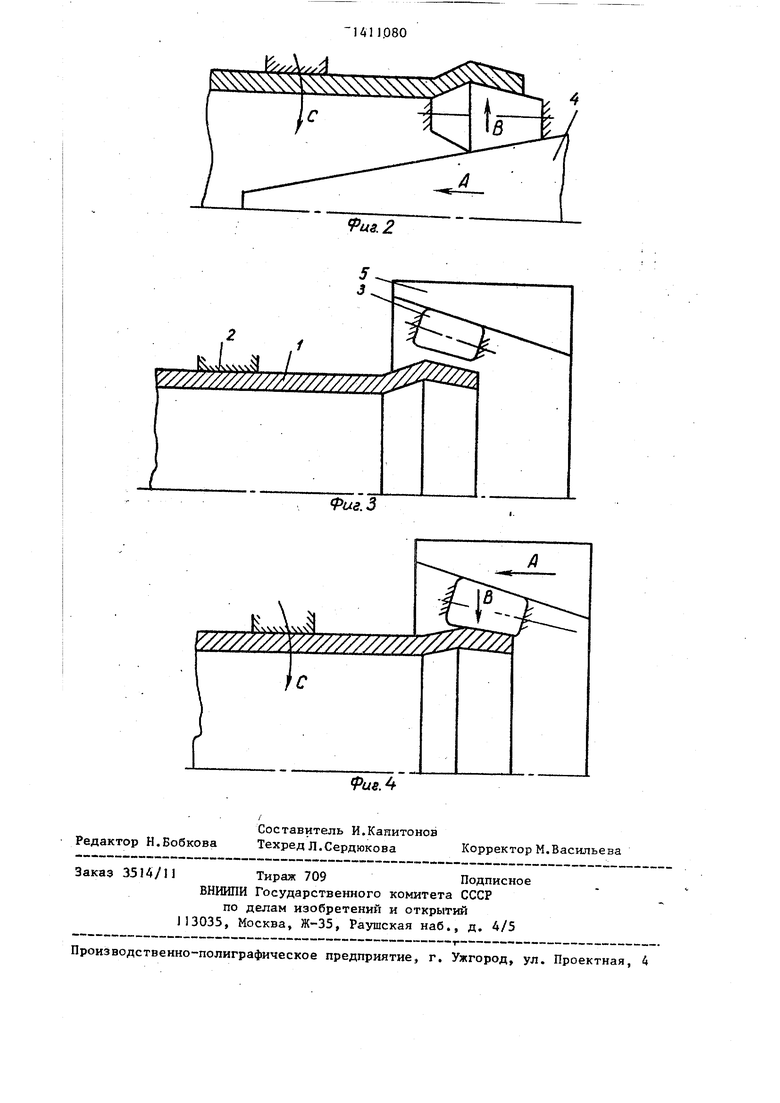
: Цель изобретения - снижение брака |труб по растрескиванию при обработке {роликовыми инструментами. I На фиг.1 показано начало процесса раскатки; на фиг.2 - конец процесса |раскатки; на фиг.З - начало процесса обжима; на фиг.4 - конец обжима. : Обработка труб осуществляется сле |дук1цим образом.
I Труба 1 зажимается посредством губок 2 шпинделя раскатной машины таки образом, чтобы торец трубы и гребень деформирующих -роликов 3, установленных в обойме, находились на расстоянии L, равном длине резьбы (фиг.1). i С помощью привода (не показан) шпиндель с зажатой трубой приводится |во вращение и одновременно начинает {перемещение опорного конуса 4 j(фиг.2). При перемещении конуса по {стрелке А происходит перемещение роликов 3 в направлении по стрелке B,i что вместе с вращением трубы по стрелке С обеспечивает обкатьшание деформирутадих роликов по внутренней поверхности трубы с одновременной раздачей участка трубы на конус. Пр :этом степень деформации у торца тру- бы не превышает 2-6%, а в сечении, |находящемся от торца на расстоянии, {равном длине резьбы - 10%.
Затем обрабатываемый конец трубы {подвергают обжиму на конус по всей |длине раскатанного участка в ролико- {вом калибре, конусность которого рав ка конусности резьбы (фиг. 3 и 4). В Процессе радиального сближения роли- iKOB 3 в направлении стрелки В за сче перемещения конусной матрицы 5. в на- йравлении А происходит обкатывани наружной поверхности обрабатьшанмого
участка с одновременным обжимом на конус.
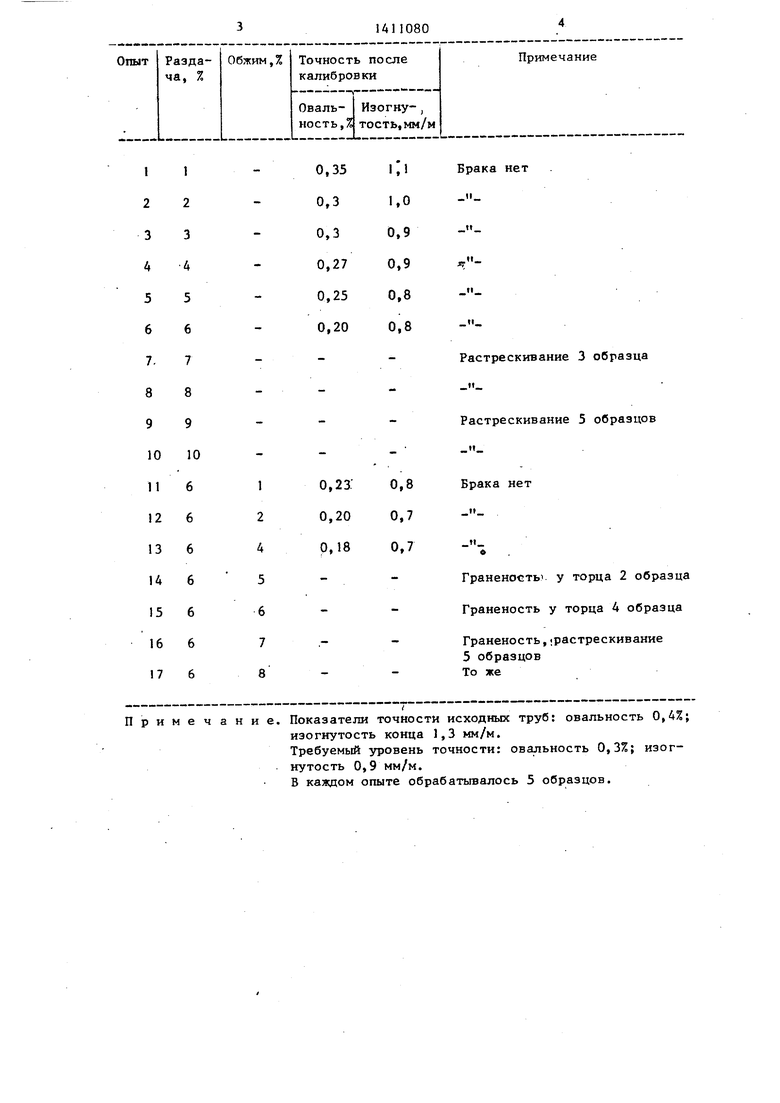
Проведены эксперименты по определению максимально допустимой степени деформации у торца. Экспериментальные исследования проводились на образцах диаметром 219 мМ с толщиной стенки 8 мм из стали. В ходе испытаний степень деформации для каждой операции варьировалась в пределах 1-10% с шагом 1% (таблица).
Установлено повышение точности об- рабатьшаемого участка (уменьшение овальности и изогнутости) с ростом степени деформации. При деформации менее 2% не обеспечивалась требуемая точность.
При степенях деформации 6-8% при раздаче наблюдалось растрескивание у торца. А при обжиме раскатанных концов со степенью деформации более 4% происходило образование граней и трещин у торца.
Таким образом, при обработке труб раздачей и последующим обжимом оптимальная степень деформации у торца должна находиться в пределах 2-6% для операции раздачи и 2-4% для обжима.
Формула изобретения
Способ обработки труб, включающий раздачу их концевых участков, последующий обжим на конус и нарезание резьбы, .отличающийся тем, что, с целью снижения брака труб по растрескиванию при обработке роликовыми инструментами, операции раздачи и обжима ведут со степенями деформации, распределяемыми по линейному закону по длине обрабатьшаемого участка и не превьшающими на торце трубы 2-6% при раздаче и 2-4% при обжиме .
Примечание. Показатели точности исходных труб: овальность 0,4%;
изогнутость конца 1,3 мм/м.
Требуемый уровень точности: овальность 0,3%; изогнутость О,9 мм/м. В каждом опыте обрабатывалось 5 образцов.
Л
;s 44444444V 44
2
vL4vJ
Кчччус
w//.
//////////////////////////л
.3
Риз. 2
3
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| - М.; Металлургия, 1972, с | |||
| Стрелочный замыкатель | 1922 |
|
SU544A1 |
