Изобретение относится к производству труб, а именно к оборудованию
: для обработки труб нефтяного сортаi мента.
Целью изобретения является расшиi рение технологических возможностей линии, а также повышение стойкости
i деформирующего инструмента.
i На фиг. 1 представлена общая схеi ма поточно-механизированной линии
I для обработки труб; на фиг, 2 - схем процесса профилирования в машине для внутренней прокатки; на фиг, 3 - схема установки деформирующих роликов; на фиг, А - схема процесса профилирования в машине для обжима.
Предложенная линия для обработки труб включает поворотную решетку 1, подающую трубу с прокатного стана,. станок 2 для обрезки концов и снятия фасок, машину 3 внутренней раскатки, машину 4 обжима труб, на конус, шаб- лонируюшую машину 5 проверки соответствия внутреннего диаметра требованиям стандарта, станки 6 и 7 для нарезки резьбы и навертки муфт, гидропресс 8 и станок 9 нарезки резьбы, станки 10 и 11 для навертки колец и ниппелей, В линии размещены измеритель 12 длины, весы 1.3, клеймовоч- ная 14 и маркировочная 15 мащины, поворотная решетка 16, примыкающая
IB процессе поворота к карману 17 для сбора труб 18.
Машина 3 (фиг. 2) для внутренней
раздачи труб состоит из упора 19, направляющего конуса 20 и роликовой
;обоймы с роликами 21, закрепленными в сепараторе 22 с помощью шаровых опор 23, ограниченных с одной стороны сферической проточкой в роликах, а с другой - сухарями 24 сепаратора. Для фиксации трубы 18 в процессе обработки служит зажимное устройство 25,
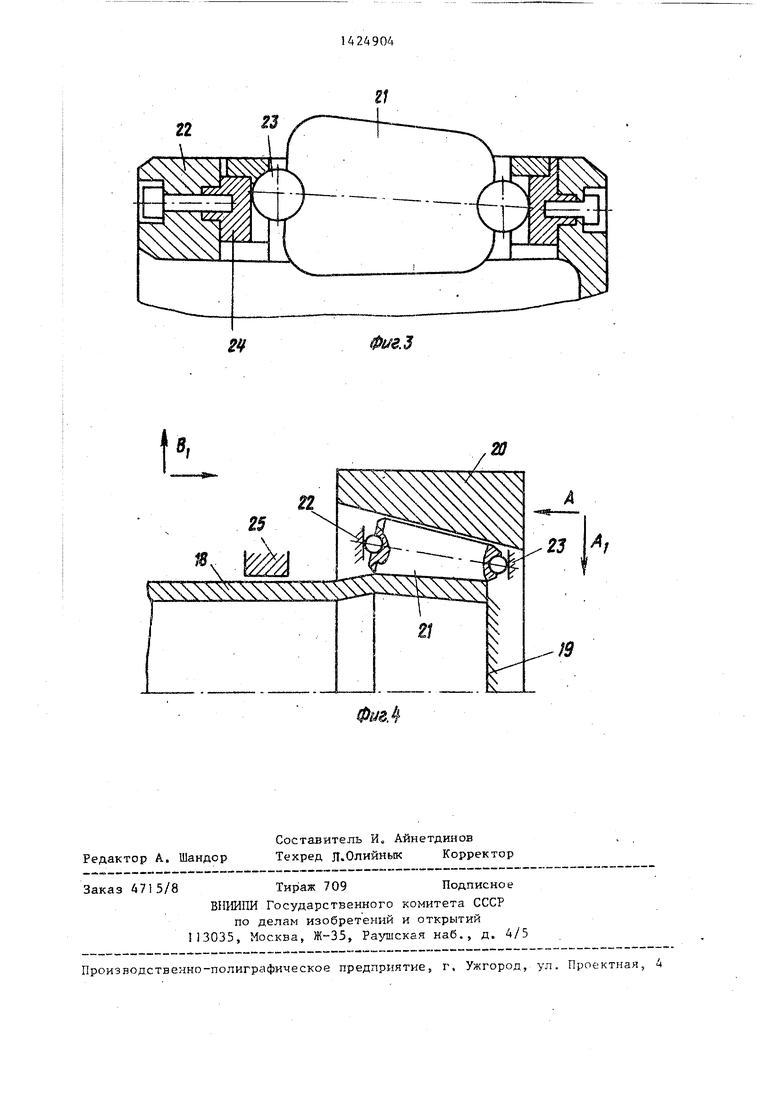
Аналогичным образом устроена машина 4 обжима труб (фиг, 4), Отличия этой машины заключаются в том, что роликовая обойма разметена внутри направляющего конуса 20,
Обработка труб на предлагаемой поточно-механизированной линии осуществляется следующим образом,
Труба 18 с прокатного потока поступает на поворотную решетку I. После обрезки концов и снятия фасок на станке 2 трубы подвергают профилированию на Mamimax 3 внутренней рас5
0
5
0
5
5
0
5
катки и обжиму на конус на машинах 4, После окончания процесса профилирования трубы с помощью шагающих балок передаются к щаблонируюшей машине 5, проверяющей соответствие внутреннего диаметра требованиям . стандарта. На трубах, прошедших щаб- лонирование, нарезают резьбу со стороны муфтовой части на станках 6 и наворачивают муфты на станках 7, Трубы с навернутьми муфтами испытьшают на гидропрессе 8 и передают на станки 9, где нарезают резьбу на ниппельном конце. Затем на станках 10 и 11 наворачиваются кольца и нищтеля.
Трубы с навернутыми муфтами, кольцами и ниппелями измеряются измерителем 12, взвешиваются на весах 13, клеймятся машиной 14 и-маркируются машиной 15. Далее трубы попадают на поворотную решетку 16, ередаются этой решеткой в карман |7 для сбора труб 18 и отправляются на склад готовой продукции.
Процесс профилирования концов труб на конус внутренней раскаткой происходит следующим образом.
Труба 18 задается в машину до упора 19, При эиом опорный конус 20 находится в исходном положении и диаметр калибра, образованного холостыми роликами 21, установленными в се-- hapaTope 22, на 5-10 мм меньше внутреннего .диаметра трубы,
Для крепления роликов в сепараторе используются шаровые опоры 23 (фиг. 3), которые взаимодействуют с одной стороны с шаровыми расточками торцов роликов, а с другой - с цилиндрическими канавками сменных сухарей 24, установленных в проемах сепаратора. Затем труба зажимается в устройстве 25, упор отводится и труба приводится во вращение. Опорный конус 20 совершает осевое перемещение в направлении А, а деформирующие ролики перемещаются в направлении А(, увеличивая диаметр калибра. При этом шаровые опоры 23 перемещаются по цилилдрическим канавкам сухарей 24,
После окончания процесса раскатки опорный конус движется в направлении В, уменьшая размерь; калибра, а ролики перемещаются в направлении В , уменьшая размер калибра и освобождая трубу.
3U
Процесс обработки в машине для наружного обжима аналогичен описанному. Отличие заключается лишь в том, что радиальное переметение деформирующих роликов 21 осутествляется за счет осевого переметения опорного конуса 20.
Установка в поточной линии машин для профилирования внутренней раскаткой позволяет обрабатьгоать трубы, прокатанные с использованием всего поля допуска (как плюсового, так и минусового), расширяя таким образом технологические возможности предлагаемой линии по сравнению с известными решениями. При этом, профилирование участка трубы на конус с углом
наклона образующей,равным углу наклона образующей резьб ы, обеспечивает выполнение требований стандарта по минимальной толщине стенки трубы по резьбе. Это обстоятельство позволяет обрабатывать трубы, прокатанные в минусовом поле допуска и по толщине стенки.
Применение шаровых опор для установки деформирующих роликов позволяет уменьшить износ их торцевых поверхностей.
Формула изобретения Поточно-механизированная линия
для обработки труб, содержащая уста044
новленные по ходу технологического процесса связанные между собой транспортными средствами трубообрез- ные станки, машину для шаблонирова-. ния, трубонарезные станки, станки для навертки муфт, колец и ниппелей, устройство для замера длины, поштучного взв еп ивания, клеймения,
маркировки, а также средство для
профилирования конца трубы, отличающаяся тем, что, с целью расширения технологи еских возможностей и повышения стойкости инструмента, средство для профилирования конца трубы размещено после трубооб- резных станков и выполнено в виде последовательно установленных машин для профилирования концевых участков труб внутренней раскаткой деформирующими роликами и для наружного обжима на конце деформирующими роликами, при этом деформирующие ролики машин для раската и обжима расположены в сепараторах на шаровых опорах, установленных с возможностью. взаимодействия с одной стороны с шаровыми расточками торцов ро-. ликов, а с другой - с цилиндрическими канавками сменных сухарей, - размещенных в проемах сепараторов .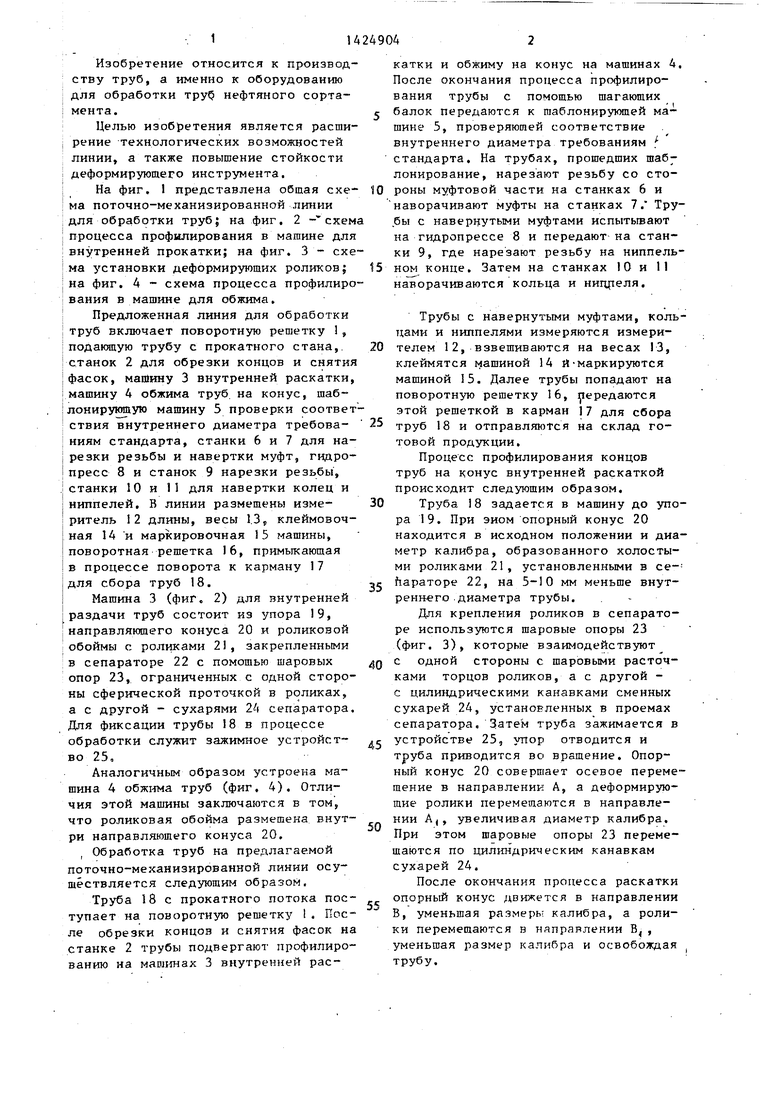

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления соединительных труб | 1980 |
|
SU912372A1 |
| Линия отделки труб | 1985 |
|
SU1279699A1 |
| Способ обработки труб | 1986 |
|
SU1411080A1 |
| Способ обработки труб | 1979 |
|
SU837517A1 |
| ПОТОЧНАЯ, АВТОНОМНАЯ, МОБИЛЬНАЯ ЛИНИЯ ДЛЯ МОНТАЖА ТРУБОПРОВОДОВ | 1999 |
|
RU2164635C1 |
| Машина для калибровки концов труб | 1988 |
|
SU1607989A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
Изобретение относится к производству труб, и-может быть .использовано преимущественно для обработки труб нефтяного, сортамента. Цель - расширение технологических возможностей линии и повышение стойкости инструмента. Предложенная линия состоит . из поворотной решетки 1, станка 2 для обрезки концов и снятия фасок, за которым устанавл1-шают машину 3 внутренней раскатки труб и мапГИНу 4, на которых обжимают конец трубы на конус, шаблонирующей машины 5, станков 6 для нарезки резьбы со стороны муфтового конца, муфтонаверточных станков 7, гидропресса 8, станка 9, на котором нарезают резьбу на ниппельном конце, и кольценаверточного 10 и ниппеленаверточного 11 станков. Далее в линии разметаются измерительные устройства 12, весы 13, машина для клеймения 14, маркировочное устройство 15, поворотная решетка 16 и отводящий рольганг 17. Раскатная машина 3 содержит упор, с которым контактирует обрабатываемая, труба с расположенным перед ним опорным конусом, в котором размещены холостые ролики, установленные в сепараторе. Для крепления роликов используют шаровые опоры, при1-1енение которых позволяет уменьшить износ торцовых поверхностей роликов.4 ил. о g (Г 4 ГО 4: СО О
J8
Ь,
в
Фи&2
z§
SS:
фив.3
ю
| Авторское свидетельство СССР № 914130, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
