Фиг- 2
/ 8
/
П- /7
75
1C
СХ) tvD СЛ
Изобретение относится к волочильному производству и может быть использовано в линиях отделки для поштучной разборки труб или прутков, преимущественно с повышенной кривизной.
Цель изобретения - повышение надежности.
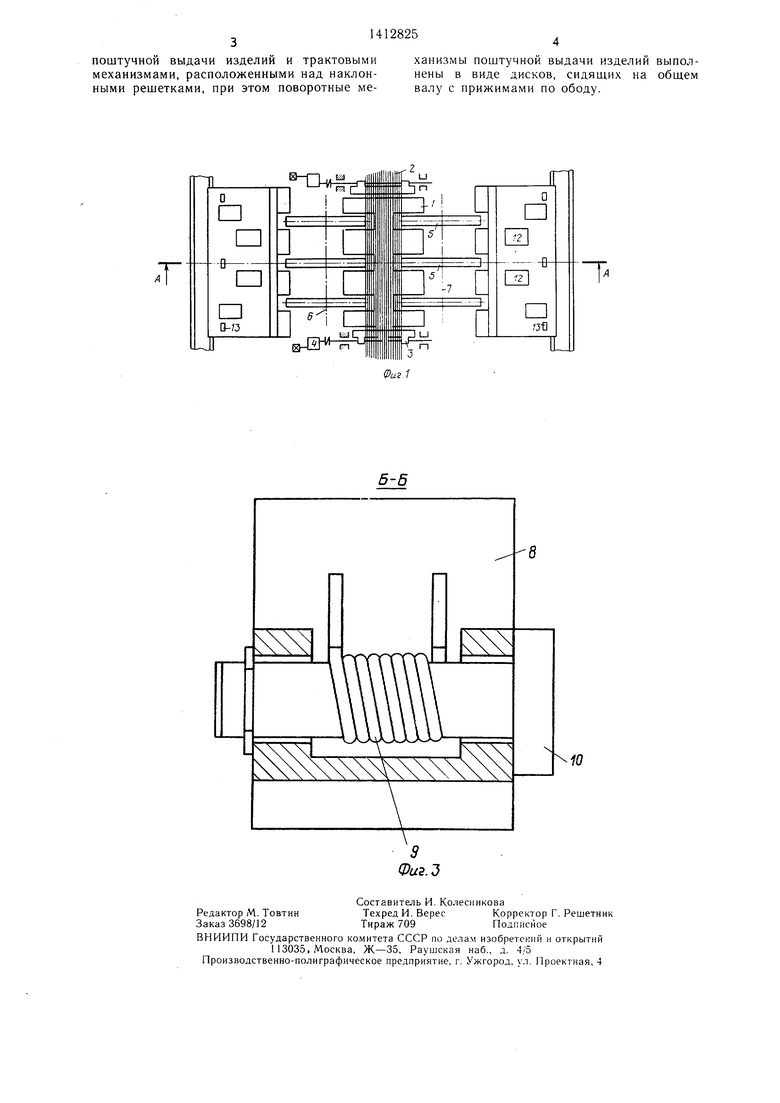
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; ; на фиг. 3 - разрез Б-Б на фиг. 2. : Устройство состоит из приемного стола 1 ; для пакета длинномерных изделий 2, встряхи- ваюш.его приспособления 3, привода 4, меха- ; низма поштучной выдачи изделий, выполнен- ного в виде двух рядов дисков 5, закреп- ленных на валах 6 и 7, и оснащенных I прижимами 8 с предохранительным уст- I ройством, выполненным в виде пружины кру- j чения 9, установленной на оси 10 прижима. По обе стороны от механизмов поштучной i выдачи заготовок расположены наклонные I решетки 11, оснащенные траковыми меха- низмами 12 и датчиками 13 регулировки i скорости продольного перемещения концов I трубы. Для удержания пакета в требуе- I мом положении предусмотрена крышка 14. Приемный стол имеет привод 15 вертикаль- , ного перемещения с амортизирующими пру- ; жинами, наклонные решетки имеют привод 16 вертикального перемешения, необходимость чего объясняется различным сортаментом обрабатываемых труб. Дальше изделие поступает на транспортную линию 17, которая может быть выполнена в виде ленточного транспортера или рольганга.
Устройство работает следующим образом. Пакет изделий укладывается на приемный стол 1, который находится в своем крайнем вертикальном положении. Крышка 14 фиксирует пакет и устраняет возможность случайного выпадания труб при разборке. Устройство готово к работе. Для улучшения разборки пакета дисками 5 предварительно производят встряхивания пакета изделий при помощи встряхивающего приспособления 3. Затем включают привод вращения дисков и начинают перемешать пакет изделий 2 навстречу вращающимся дискам посредством привода 15 приемного стола 1. Вертикальное перемещение приемного стола позволяет обрабатывать пакет изделий различного размера. При этом для обеспечения нормальной работы механизма поперечный размер пакета в горизонтальной плоскости не должен превышать двух радиусов дисков. Перемещение пакета настраивают таким образом, чтобы обеспечить нормальную работу прижимов 8 и, чтобы усилие на них не превышало допустимую величину. Превышение усилий выше допускаемых значений вызывает срабатыва20
после чего процесс разборки продолжается, прижимы 8 дисков 5 одновременно захватывают пакет труб с противоположных сторон и приподнимают его над приемным столом. При этом усилия, возникаю5 щие на прижимах, отличаются по величине, так как трубы имеют различные силы сцепления с пакетом. Разница в усилиях обеспечивает дополнительный проворот пакета относительно его продольной оси. Такой ворот способствует поиску пакета труб наиболее слабо с ним связанных и в конечном итоге ускоряет и улучшает процесс разборки. После отделения труб от пакета прижимы 8 дисков 5 подают их на наклонные решетки 11. Зазор между поверхностью на15 клопной решетки 11 и лентой трактового механизма 12 соответствует наружному диаметру трубы, что обеспечивает однослойное пощтучное перемещение труб. Получение требуемого зазора обеспечивает механизм перемещения 16 рещетки 11. Механизм разборки в виде дисков 5 не исключает возможности попадания на решетки перекошенных в продольном направлении изделий, когда один конец трубы или прутка опережает другой. Для равномерной вы25 дачи изделия на транспортер 17 предусмотрена система с датчиков 13, обеспечивающая разворот трубы в процессе ее продольного перемешения за счет изменения скорости перемещения концов изделия. При касании передним концом движущейся тру30 бы или прутка датчика происходит замедление его движения или полная остановка путем замедления и выключения близлежащего к этому концу трубы трактового механизма. Отстающий конец трубы в этот момент получает ускоренное перемещение
35 за счет увеличения скоростей вращения остальных траков. Ускоренное движение отстающего конца относительно другого позволяет произвести выравнивание концов трубы в продольном направлении. После вырав4Q нивании концов изделия от датчиков поступает сигнал на исполнительные органы (траки) на сброс изделия на транспортирующее устройство. Отсюда изделие поступает для дальнейшей обработки к агрегатам правки, резки и т.д. Результаты ис45 пытаний опытного образца показали хорошую работоспособность и высокую надежность разборки.
50
Формула изобретения
Устройство для разбс)рки длинномерных изделий, содержашее приемный стол с приводом, поворотный механизм поштучной выдачи изделий и наклонную решетку, расположенные по одну сторону стола, отличаюние предохранительного устройства, диски г щееся тем, что, с целью . повышения напри этом совершают холостой оборот. Ее-дежпости, оно снабжено расположенными по ли процесс разборки затруднен, то произво-другую сторону стола дополнительными кадят дополнительное встряхивание пакета,клонной решеткой и поворотным механизмом
0
после чего процесс разборки продолжается, прижимы 8 дисков 5 одновременно захватывают пакет труб с противоположных сторон и приподнимают его над приемным столом. При этом усилия, возникающие на прижимах, отличаются по величине, так как трубы имеют различные силы сцепления с пакетом. Разница в усилиях обеспечивает дополнительный проворот пакета относительно его продольной оси. Такой проQ ворот способствует поиску пакета труб наиболее слабо с ним связанных и в конечном итоге ускоряет и улучшает процесс разборки. После отделения труб от пакета прижимы 8 дисков 5 подают их на наклонные решетки 11. Зазор между поверхностью на5 клопной решетки 11 и лентой трактового механизма 12 соответствует наружному диаметру трубы, что обеспечивает однослойное пощтучное перемещение труб. Получение требуемого зазора обеспечивает механизм перемещения 16 рещетки 11. Механизм разборки в виде дисков 5 не исключает возможности попадания на решетки перекошенных в продольном направлении изделий, когда один конец трубы или прутка опережает другой. Для равномерной вы5 дачи изделия на транспортер 17 предусмотрена система с датчиков 13, обеспечивающая разворот трубы в процессе ее продольного перемешения за счет изменения скорости перемещения концов изделия. При касании передним концом движущейся тру0 бы или прутка датчика происходит замедление его движения или полная остановка путем замедления и выключения близлежащего к этому концу трубы трактового механизма. Отстающий конец трубы в этот момент получает ускоренное перемещение
5 за счет увеличения скоростей вращения остальных траков. Ускоренное движение отстающего конца относительно другого позволяет произвести выравнивание концов трубы в продольном направлении. После выравQ нивании концов изделия от датчиков поступает сигнал на исполнительные органы (траки) на сброс изделия на транспортирующее устройство. Отсюда изделие поступает для дальнейшей обработки к агрегатам правки, резки и т.д. Результаты ис5 пытаний опытного образца показали хорошую работоспособность и высокую надежность разборки.
Формула изобретения
Устройство для разбс)рки длинномерных изделий, содержашее приемный стол с приводом, поворотный механизм поштучной выдачи изделий и наклонную решетку, распопоштучной выдачи изделий и трактовыми механизмами, расположенными над наклонными решетками, при этом поворотные механизмы поштучной выдачи изделии выполнены в виде дисков, сидяш.их на обшем валу с прижимами по ободу.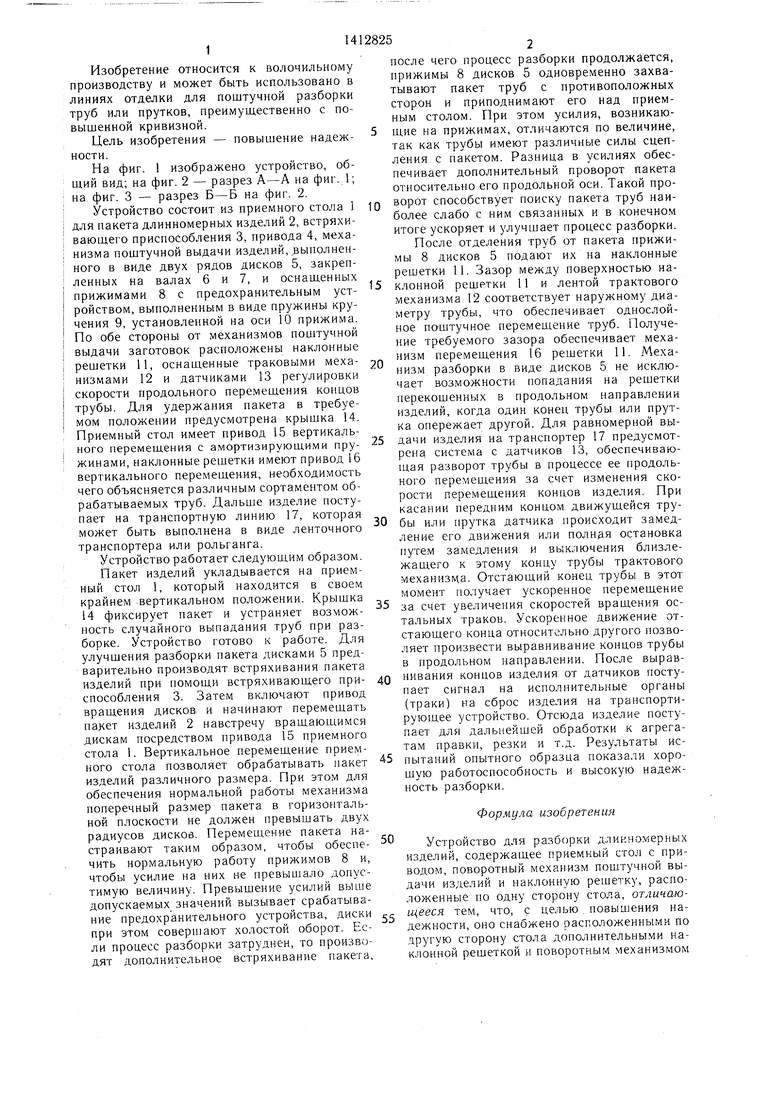
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Способ горячей штамповки поковок и автоматическая линия для его осуществления | 1989 |
|
SU1733168A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Устройство для разборки пакета длинномерных изделий | 1990 |
|
SU1794837A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пакета | 1979 |
|
SU872412A1 |
| Способ поштучной выдачи изделий из уложенной на L-образную опору пачки | 1990 |
|
SU1794836A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Устройство для выдачи длинномерных изделий из пакета | 1989 |
|
SU1768481A1 |
| Устройство для разборки полых цилиндрических изделий | 1990 |
|
SU1794835A1 |
Изобретение относится к волочильному производству и может быть использовано для поштучной разборки труб или прутков. Целью изобретения является повышение надежности. Устройство состоит из приемного стола 1 для пакета длинномерных изделий 2 и механизма поштучной выдачи изделий, выполненного в виде двух рядов дисков 5, закрепленных на валах 6 и 7, оснащенных прижимами 8. По обе стороны от механизмов поштучной выдачи длинномерных изделий расположены наклонные-решетки 11, оснаш,енные траковыми механизмами 12. Для удержания пакета в требуемом положении предусмотрена крышка 14. Приемный стол снабжен приводом вертикального перемеш.ения 15. Наклонные решетки содержат привод вертикального перемеш.ения 16, с наклонных решеток изделие поступает на транспортную линию 17 3 ил. i (Л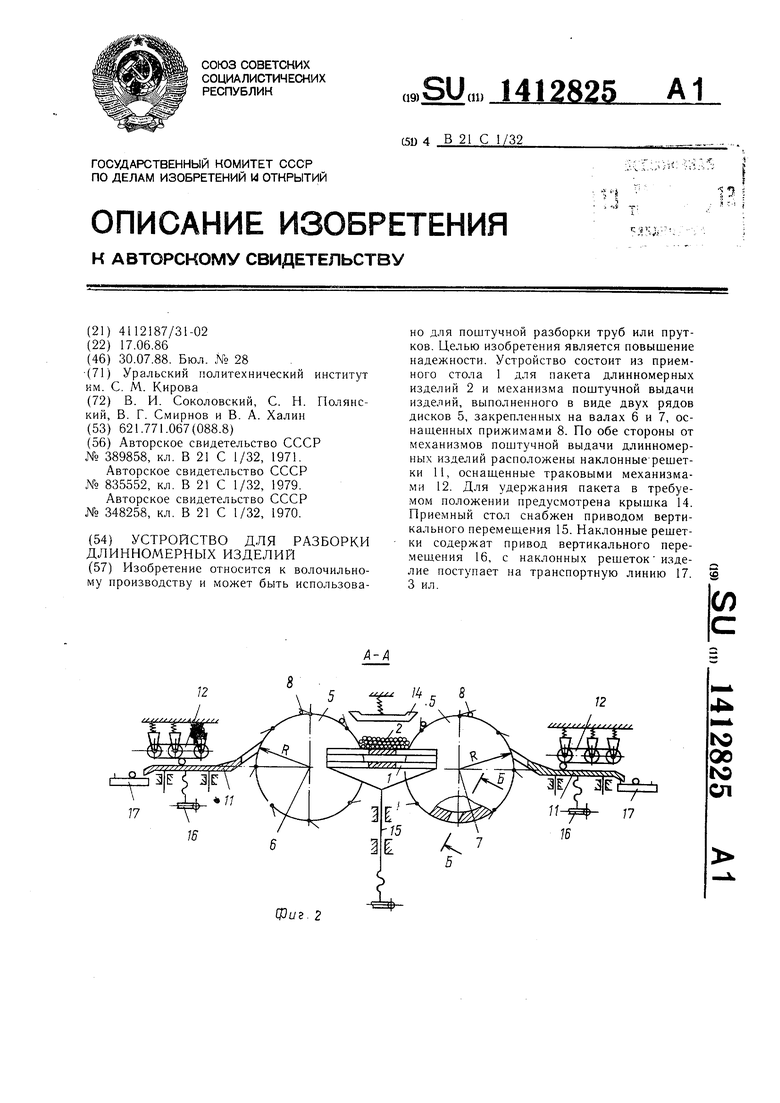
10
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПО ОДНОЙ ШТУКЕ ПАКЕТА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 0 |
|
SU389858A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для разборки длинномерныхиздЕлий | 1979 |
|
SU835552A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| АГРЕГАТ ДЛЯ РАЗБОРКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 0 |
|
SU348258A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
