Изобретение относится к машиностроению и может быть использовано для поштучной выдачи прутков (труб) в зону обработки.
Известно устройство для поштучного отделения длинномерных заготовок, принятое за прототип, содержащее приемник, образованный упорной стенкой и наклонной платформой, вибратором, связанным с платформой для передачи ей колебательных движений и механизмом поштучного отделения и выдачи изделий из приемника на позицию выдачи. .
Работа устройства осуществляется следующим образом. Пакет заготовок навалом загружается в приемник. Включается вибратор. Под действием вибратора прутки движутся по наклонной платформе, перед передней стенкой выравниваются в один ряд, проходят через щель, образованную платформой и передней стенкой, сходят с платформы и попадают в захватные устройства механизма передачи, который перемещает изделия на позицию выдачи.
Недостатком рассматриваемого устройства является следующее.
При работе стойкими, сильно деформированными (изогнутыми) прутками или трубами возможно их заклинивание в щели. В этом случае для приведения загрузочного устройства в работоспособное состояние необходимо поднять переднюю стенку, вручную высвободить заклинившийся пруток, для чего придется, по-видимому, в начале разобрать прутки, находящиеся над ним, затем опять опустить переднюю стенку, до величины щели, обеспечивающей проход одного прутка. Все эти операции достаточно трудоемкие и требуют значительных затрат времени, т.е. в конечном счете ведут к снижению производительности.
Недостатком прототипа является также то. что при переходе на работу с прутками другого диаметра необходимо каждый раз регулировать вертикальный размер щели между наклонной платформой и передней стенкой путем подъема и опускания передней стенки, что также требует дополнительных затрат времени и снижает производительность.
Еще одним недостатком прототипа является то, что вибратор воздействует на весь пакет изделий. Это требует, во-первых, более мощного вибратора, следовательно, растет расход электроэнергии, а, во-вторых, мож ет привести к более быстрому выходу из строя платформы, так как в связи с тем, что на ней размещается весь пакет, она должна иметь размеры значительно большие, чем
если бы на ней размещалась только часть пакета.
Цель настоящего изобретения - улучшение эксплуатационных характеристик за
счет повышения надежности процесса разобщения изделий и исключения сбоев в работе.
Указанная цель достигается тем, что в устройстве платформа наклонена в проти0 воположную от механизма поштучного отделения и выдачи сторону, упорная стенка установлена с возможностью перемещения от привода в направлении к упомянутому механизму, а механизм поштучного отделе5 ния и выдачи изделия представляет собой вертикально подвижный толкатель, обращенная вверх поверхность которого размещена на уровне поверхности верхнего края платформы, при этом на обращенной вверх
0 поверхности толкателя в зоне концевых участков установлены датчики контроля наличия изделия на позиции выдачи, каждый из которых через соответствующий элемент НЕ подключен к одному из входов элемен5 Та Ц, выход которого через усилитель под- ключен к блоку управления приводом вибратора и включенному параллельно ему реле времени, нормально разомкнутые контакты которого подключены к блоку управ0 ления приводом упорной стенки.
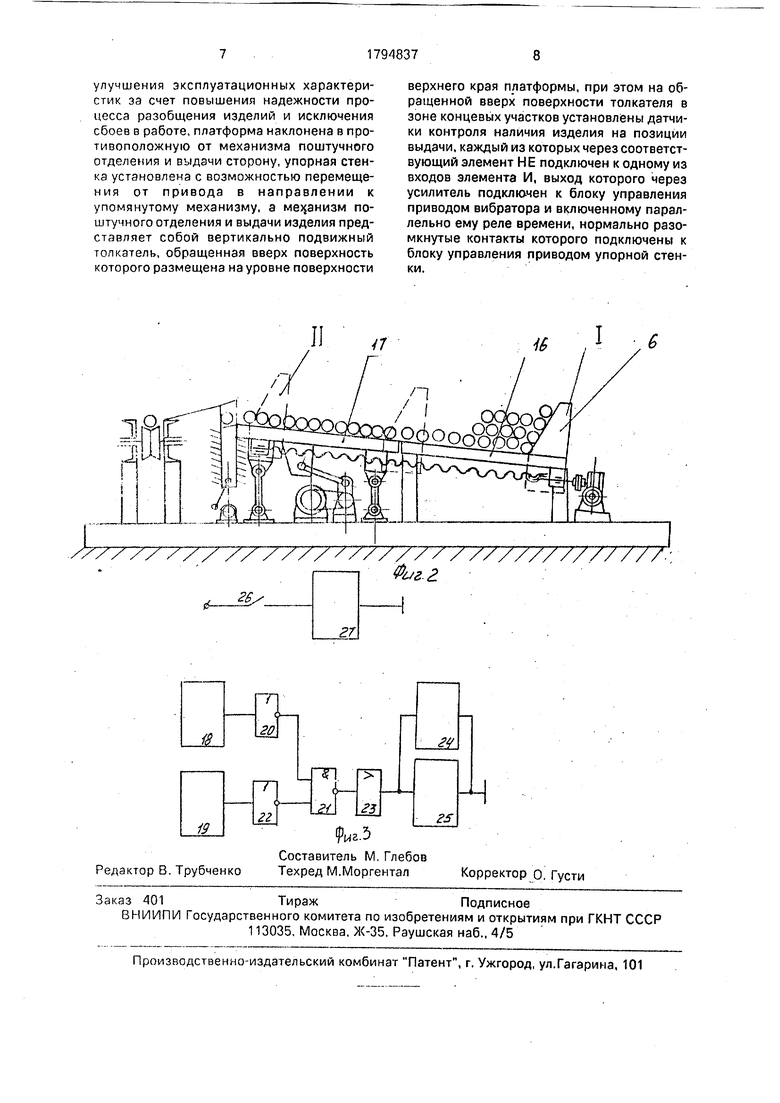
На фиг.1 изображен общий вид устройства; на фиг.2 - то же, с платформой, состо- ящей из двух частей: подвижной и неподвижной.
5 Устройство (фиг.1) имеет основание 1, на котором размещен вибратор 2, воздействующий на наклонную платформу 3. Платформа закреплена на основании на качающихся опорах А. Под платформой рас0 положен механизм перемещения 5, предназначенный для перемещения упора 6. Механизм приводится в действие приводом 7.
Платформа 3 с упором 6 образует при5 емник 8, в котором размещается пакет длинномерных изделий 9. В качестве механизма поштучной передачи с платформы на позицию выдачи может быть использован, например, шибер 10 с приводом 11. Позиция
0 выдачи 12 соединена с механизмом передачи посредством передающего лотка 13, Позиции 14 и 15 - длинномерные изделия. Позиции 16 и 17 - соответственно неподвижная и подвижная части платформы.
5
Устройство управления состоит из датчиков 18, 19 (фиг.З) наличия изделий в зоне механизма поштучной передачи с платформы на позицию выдачи. Выход датчика 18 подключен к входу первой схемы НЕ 20,
выход которой подсоединен к первому входу схемы И 21.
Выход датчика 19 подсоединен к входу второй схемы НЕ 22, выход которой подключен к второму входу схемы И 21. выход которой через усилитель 23 подключен к приводу вибратора 24 и реле времени 25, нормально-разомкнутые контакты 26 которого подсоединены к приводу электродвигателя упора 27.
Работа устройства осуществляется следующим образом. Пакет длинномерных изделий 9 загружают в приемник 8. При этом упор 6 находится в крайнем правом положении. Включается вибратор2. Поддействием вибрации изделия верхних слоев проваливаются вниз, в зазоры между изделиями нижнего ряда. Изделия нижнего ряда с левой стороны при этом отжимаются вверх по платформе в направлении к позиции выда- чи. Крайнее изделие при движении влево сходит с платформы и попадает на шибер, занимая положение поз.14. Шибер движется вверх, выдает изделие 14 на лоток 13, по которому изделие скатывается по позицию выдачи 14 и занимает положение поз.15.
Шибер возвращается в исходное положение, опускается вниз. После чего весь цикл повторяется снова. По мере уменьшения количества изделий в пакете, сила их давления на нижние слои уменьшается и перемещение прутков к позиции выдачи прекращается. Тогда упор 6 от привода 7 перемещается влево и, или перемещает весь оставшийся пакет к краю платформы или, если объем пакета еще достаточно большой, приподнимает изделия находящиеся справа вверх, образуя кучу. Затем включается вибратор и весь цикл повторяется..
При работе с устройством, имеющим платформу, состоящую из двух частей: подвижную и неподвижную (фиг.2), пакет помещается на неподвижную часть платформы 16 и упором 6 перемещается в сторону позиции выдачи до тех пор, пока часть его не окажется на подвижной части платформы 17. Тогда включается вибратор. Изделия, оказавшиеся на подвижной плат- форме, под действием вибрации выравниваются в один слой, при этом крайние изделия (слева) перемещаются к шиберу и крайнее изделие попадает в шибер. Шибер выдает его на позицию выдачи и возвращается вниз. Если следующее изделие под действием вибратора не выдается на шибер, включается привод упора 6 и перемещает весь в сторону позиции выдачи, Затем включается вибратор и т.д.
Устройство управления работает следующим образом.
При включении питания происходит опрос датчиков 18,19. Если изделие находится в зоне механизма поштучной передачи с платформы на позицию выдачи (на шибере -напротив датчиков 18,19), на выходах обоих датчиков сигнал 1, который поступает на соответствующие входы схем НЕ 20 и 22. На входах схемы И 21 при этом сигналы О и на ее выходе сигнал О. Реле времени 25, привод вибратора 24 и привод упора отключены.
Работающий в автономном режиме по сигналам с датчика наличия заготовки на позиции выдачи (на фиг. не показан) шибер осуществляет захват, подъем и выдачу изделия на лоток 13. После скатывания изделия с шибера на лоток 13 на выходах обоих датчиков 20, 22 устанавливается сигнал О. На обоих входах схемы И 21 - сигнал 1. При этом с выхода схемы И 21 сигнал 1 поступает через усилитель 23 на реле времени 25 и привод вибратора 24. Включается вибратор и изделие начинает перемещаться к механизму поштучной их передачи. Если очередная .заготовка переместилась на шибер и сработали оба датчика 18, 19 - цикл повторяется, а если при включенном вибраторе хотя бы один из датчиков 18, 19 не срабатывает в течении выдержки времени, установленной на реле времени 25, оно срабатывает и через замыкающиеся контакты 26 подается питание на привод упора 27. Упор перемещается, сдвигая пачку изделий в сторону позиции выдачи до попадания крайнего изделия на шибер и срабатывания обоих датчиков 18, 19, после чего привод вибратора 24, привод упора 27 и реле времени отключается, Цикл повторяется.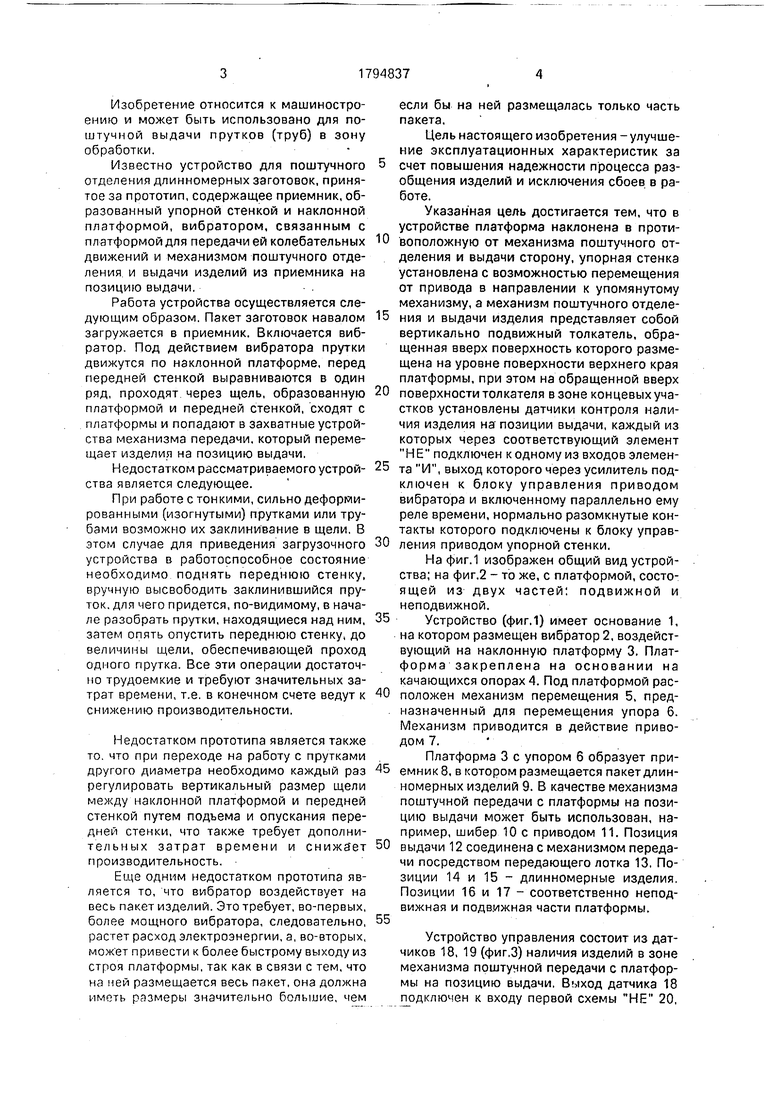

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поштучной выдачи изделий из уложенной на L-образную опору пачки | 1990 |
|
SU1794836A1 |
| Устройство для разборки пакета длинномерных цилиндрических изделий | 1989 |
|
SU1787911A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий | 1989 |
|
SU1782890A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Устройство для поштучной выдачи цилиндрических изделий | 1988 |
|
SU1546395A1 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |
| Устройство для поштучной выдачи из пакета длинномерных изделий | 1990 |
|
SU1782889A1 |
| Устройство для разборки пакета цилиндрического проката | 1990 |
|
SU1766801A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПАКЕТА | 2002 |
|
RU2230646C2 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
Изобретение относится к заготовительному производству, позволяет повысить надежность работы за счет исключения возможности заклинивания изделий в узкой щели перед механизмом поштучной выдачи. Это достигается за счет того, что платформа наклона в сторону, противоположную позиции выдачи, а упор выполнен подвижным в направлении поперек пакета. 3 ил.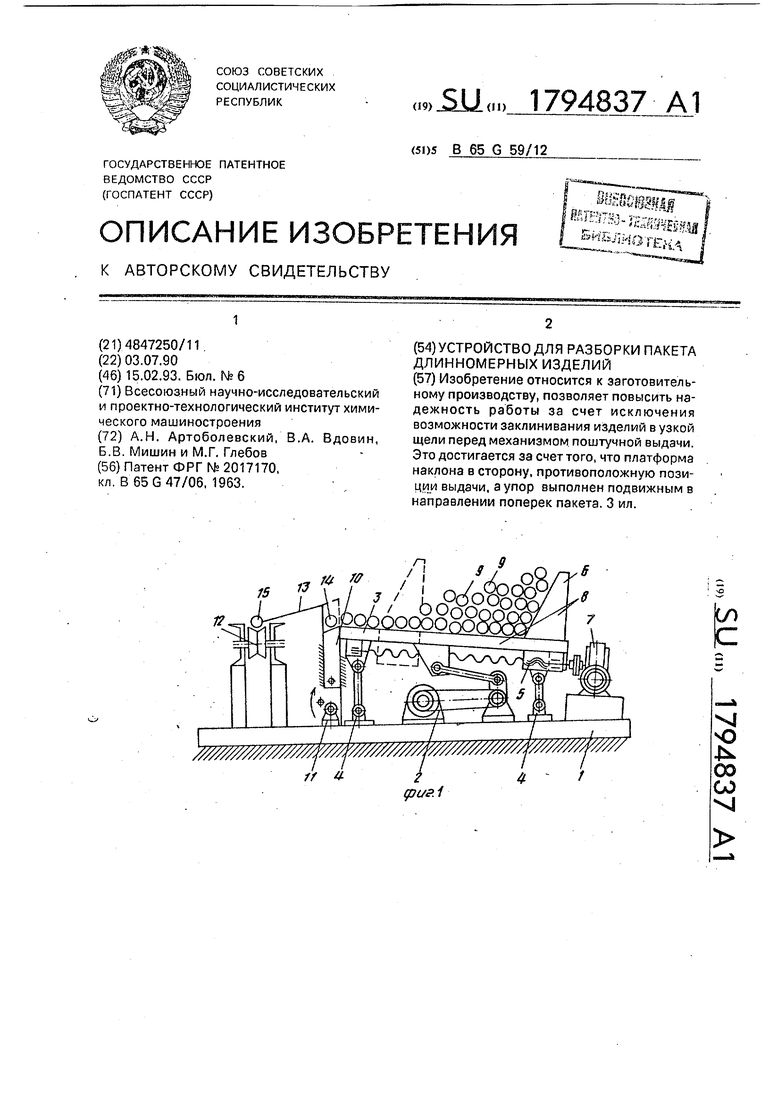
Формула изобретения Устройство для разборки пакета длинномерных изделий, преимущественно прутков, содержащее приемник пакета изделий, образованный упорной стенкой и размещенной наклонно платформой, вибратор,
связанный с последней для передачи ей колебательных движений, смонтированный в торце платформы с противоположной от упорной стенки стороны механизм поштучного отделения и выдачи изделия, отличающееся тем. что, с целью
улучшения эксплуатационных характеристик за счет повышения надежности процесса разобщения изделий и исключения сбоев в работе, платформа наклонена в противоположную от механизма поштучного отделения и выдачи сторону, упорная стенка установлена с возможностью перемещения от привода в направлении к упомянутому механизму, а механизм поштучного отделения и выдачи изделия представляет собой вертикально подвижный толкатель, обращенная вверх поверхность которого размещена на уровне поверхности
верхнего края платформы, при этом на обращенной вверх поверхности толкателя в зоне концевых участков установлены датчики контроля наличия изделия на позиции выдачи, каждый из которых через соответствующий элемент НЕ подключен к одному из входов элемента И, выход которого через усилитель подключен к блоку управления приводом вибратора и включенному параллельно ему реле времени, нормально разомкнутые контакты которого подключены к блоку управления приводом упорной стенки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛОЧНОГАЛОИДНЫХ СЦИНТИЛЛЯТОРОВ | 1991 |
|
RU2017170C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
