4 ГО
/5
со сд
00
Изобретение относится к области металлообработки, в частности к линиям правки и резки длинномерных прутков на мерные длины, и может быть использовано для резки и правки длинномерных прутков, труб из алюминиевых сплавов и цветных металлов.
Известна линия для правки и резки длинномерных прутков на мерные длины, содержащая расположенные в технологической последовательности устройство для поштучной выдачи прутков из пакета, подающий рольганг, -сортоправильную мащину, приемный рольганг со сбрасывателем выправленных прутков и склизами, поперечный транспортер, подающий транспортер, пилу для резки пучка прутков, приемный транспортер, сбрасыватель и формирователь партии мерных прутков 1.
Недостатком известной линии является ее низкая производительность. Так как операция правки в 2-3 раза производительней операции резки, то для обслуживания одной установки правки требуется 2-3 установки резки, что требует либо увеличения трудовых, материальных и энергетических затрат, либо снижения производительности.
Целью изобретения является повыщение производительности линии.
Указанная цель достигается тем, что линия для правки и резки длинномерных прутков.на мерные длины, содержащая расположенные в технологической последовательности устройство для поштучной выдачи прутков из пакета, подающий рольганг, сортоправильную машину, приемный рольганг, поперечный транспортер, подающий транспортер, пилу для резки проката, приемный транспортер и формирователь партии мерных пучков, снабжена транспортером-накопителем с приводом и ячейками для формирования пучка с заданным числом прутков, расположенным между приемным рольгангом выправленных прутков и подающим транспортером, который посредством введенного в линию счетно-командного устройства, связан с устройством для поштучной выдачи прутков из пакета и подающим транспортером, а приемный рольганг снабжен вертикальными отбойными стенками, одна из которых закреплена неподвижно на раме рольганга, а другая - на вертикальных рычагах сбрасывателя, при этом боковые направляющие подающего транспортера выполнены подпружиненными, а транспортер-накопитель шарнирно связан с введенным в линию устройством для выравнивания торцов прутков в пучках, выполненным в виде регулируемой направляюшей линейки.
На фиг. 1 изображена линия, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В
на фиг. 1; на фиг. 5 - разрез Г-Г на ф;/;;. 1; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 1.
Линия содержит устройство 1 для поштучной выдачи длинномерных прутков из пакета, подающий рольганг 2, сортоправильную машину 3, приемный рольганг 4 со сбрасывателем 5 и склизами 6, транспортер-накопитель 7, счетно-командное устройство 8, расположенное и настраиваемое с пульта 9 управления линией и выполненное в виде реле счетчика импульсов сброщенного числа выправленных прутков, связанное электрически с приводами устройства 1, транспортера-накопителя 7 и подающего транспортера, устройство для %выравнивания торцов прутков в пучках, выполненное в форме регулируемой направляющей линейки 10, подающий транспортер, выполненный из типовых отдельно стоящих секций 11, снабженных подпружиненными боковыми направляющими 12, пилу 3 для пакетной резки выправленных прутков,, приемный транспортер, выполненный из подвижной секции 14 и отдельно стоящих секций 15, между которыми расположены рычаги сбрасывателя 16 с подвижным упором
17,формирователь партий мерных прутков
18,длина которого определяется максимальной, длиной мерных прутков.
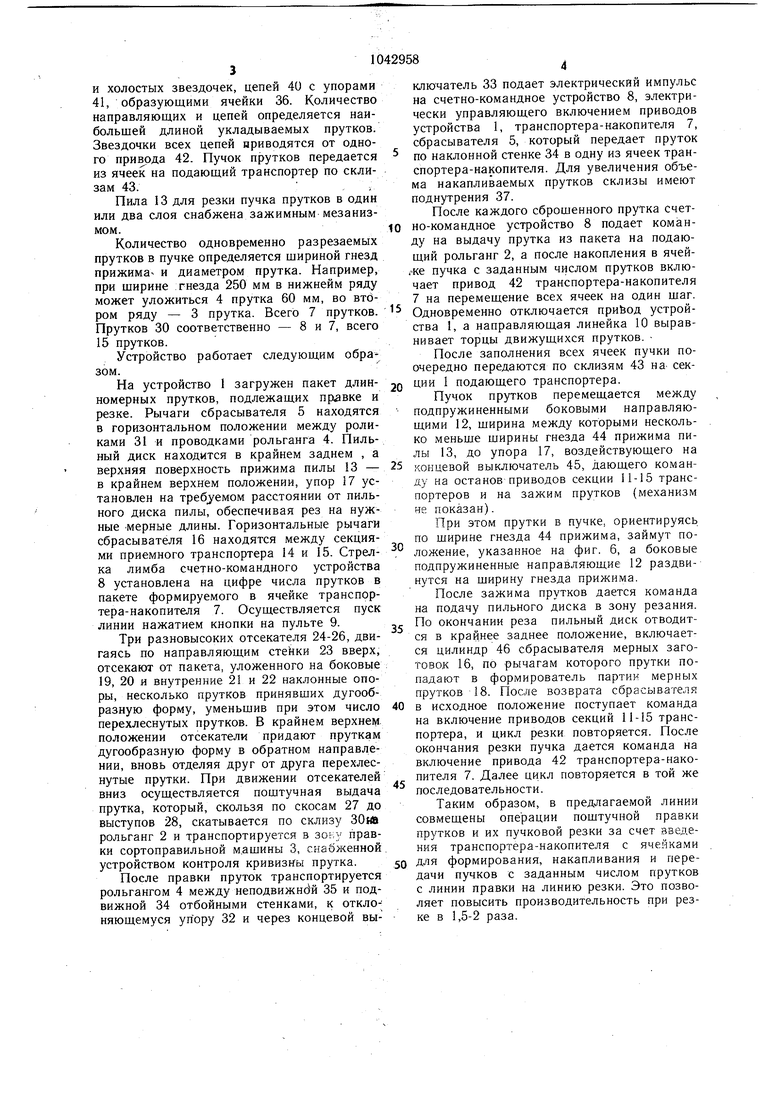
Устройство 1 состоит из боковых 19,20 и внутренних 21 и 22 наклонных опор, выполненных разновысокими, приемника с вертикальной стенкой 23, подвижных отсекателей 24-26 с общим приводом (не показан). Отсекатели имеют скос 27 и выступ 28. В верхней части стенки 23 смонтированы датчик 29 и склиз 30.
Приемный рольганг 4 снабжен цилиндрическими роликами 31, транспортирующими выплавленный пруток к отклоняющемуся упору 32, воздействующему на концевой выключатель 33, электрически связанный со счетно-командным устройством 8. В промежутках роликов 31 размещены неподвижные проводки и рычаги сбрасывателя 5, несущие на себе подвижную отбойную стенку 34. Неподвижная отбойная стенка35 закреплена на раме рольганга 4.
Отбойные стенки во время настройки сортоправильной машины (при переходе на другие размеры прутков) исключают возможные случаи увода переднего конца выправляемого прутка за пределы рольганга.
Для увеличения объема накапливаемых прутков в ячейках 36 транспортера-накопителя 7 склизы 6 выполнены с поднутрениями 37, обращенными в сторону транспортера-накопителя. Ролики 31 имеют общий привод (не показан), сбрасыватель приводится от пневмоцилиндра.
Транспортер-накопитель 7 состоит из рамы 38, направляющих 39, приводных
и холостых звездочек, цепей 40 с упорами 41, образующими ячейки 36. Количество направляющих и цепей определяется наибольшей длиной укладываемых прутков. Звездочки всех цепей приводятся от одного привода 42. Пучок прутков передается из ячеек на подающий транспортер по склизам 43.
Пила 13 для резки пучка прутков в один или два слоя снабжена зажимным мезанизмом.
Количество одновременно разрезаемых прутков в пучке определяется щириной гнезд прижима и диаметром прутка. Например, при ширине гнезда 250 мм в нижнейм ряду может уложиться 4 прутка 60 мм, во втором ряду - 3 прутка. Всего 7 прутков. Прутков 30 соответственно - 8 и 7, всего 15 прутков.
Устройство работает следующим образом.
На устройство 1 загружен пакет длинномерных прутков, подлежащих правке и резке. Рычаги сбрасывателя 5 находятся в горизонтальном положении между роликами 31 и проводками рольганга 4. Пильный диск находится в крайнем заднем , а верхняя поверхность прижима пилы 13 - в крайнем верхнем положении, упор 17 установлен на требуемом расстоянии от пильного диска пилы, обеспечивая рез на нужные мерные длины. Горизонтальные рычаги сбрасывателя 16 находятся между секциями приемного транспортера 14 и 15. Стрелка лимба счетно-командного устройства 8 установлена на цифре числа прутков в пакете формируемого в ячейке транспортера-накопителя 7. Осуществляется пуск линии нажатием кнопки на пульте 9.
Три разновысоких отсекателя 24-26, двигаясь по направляющим стежки 23 вверх, отсекают от пакета, уложенного на боковые 19, 20 и внутренние 21 и 22 наклонные опоры, несколько прутков принявших дугообразную форму, уменьшив при этом число перехлеснутых прутков. В крайнем верхнем положении отсекатели придают пруткам дугообразную форму в обратном направлении, вновь отделяя друг от друга перехлеснутые прутки. При движении отсекателей вниз осуществляется поштучная выдача прутка, который, скользя по скосам 27 до выступов 28, скатывается по склизу ЗОна рольганг 2 и транспортируется в зоьу правки сортоправильной машины 3, снабженной устройством контроля кривизны прутка.
После правки пруток транспортируется рольгангом 4 между неподвижней 35 и подвижной 34 отбойными стенками, к отклоняющемуся упору 32 и через концевой выключатель 33 подает электрический импульс на счетно-командное устройство 8, электрически управляющего включением приводов устройства 1, транспортера-накопителя 7, сбрасывателя 5, который передает пруток по наклонной стенке 34 в одну из ячеек транспортера-накопителя. Для увеличения объема накапливаемых прутков склизы имеют поднутрения 37.
После каждого сброшенного прутка счетно-командное устройство 8 подает коман0ду на выдачу прутка из пакета на подающий рольганг 2, а после накопления в ячейже пучка с заданным числом прутков включает привод 42 транспортера-накопителя 7 на перемещение всех ячеек на один шаг. Одновременно отключается приЬод устройства 1, а направляющая линейка 10 выравнивает торцы движущихся прутков.
После заполнения всех ячеек пучки поочередно передаются по склизям 43 на- секции 1 подающего транспортера.
0
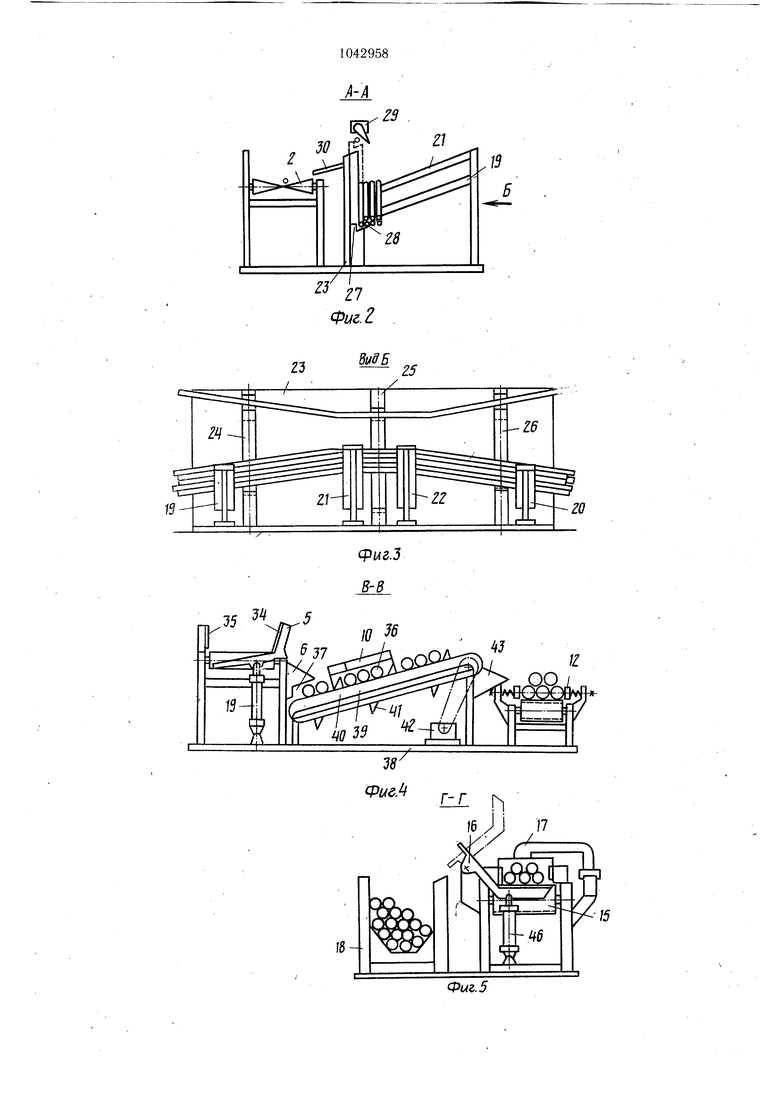
Пучок прутков перемещается между подпружиненными боковыми направляющими 12, щирина между которыми несколько меньше ширины гнезда 44 прижима пилы 13, до упора 17, воздействующего на
5 концевой выключатель 45, дающего команду на останов приводов секции 11-15 транспортеров и на зажим прутков (механизм не показан).
При этом прутки в пучке, ориентируясь по ширине гнезда 44 прижима, займут по0ложение, указанное на фиг. 6, а боковые подпружиненные направляющие 12 раздвинутся на ширину гнезда прижима.
После зажима прутков дается команда на подачу пильного диска в зону резания. По окончании реза пильный диск отводится в крайнее заднее положение, включается цилиндр 46 сбрасывателя мерных заготовок 16, по рычагам которого прутки попадают в формирователь партии мерных прутков 18. После возврата сбрасывателя в исходное положение поступает команда на включение приводов секций 11-15 транспортера, и цикл резки повторяется. После окончания резки пучка дается команда на включение привода 42 транспортера-накопителя 7. Далее цикл повторяется в той же последовательности.
Таким образом, в предлагаемой линии совмещены операции поштучной правки прутков и их пучковой резки за счет введения транспортера-накопителя с ячейками 0 для формирования, накапливания и передачи пучков с заданным числом прутков с линии правки на линию резки. Это позволяет повысить производительность при резке в 1,5-2 раза.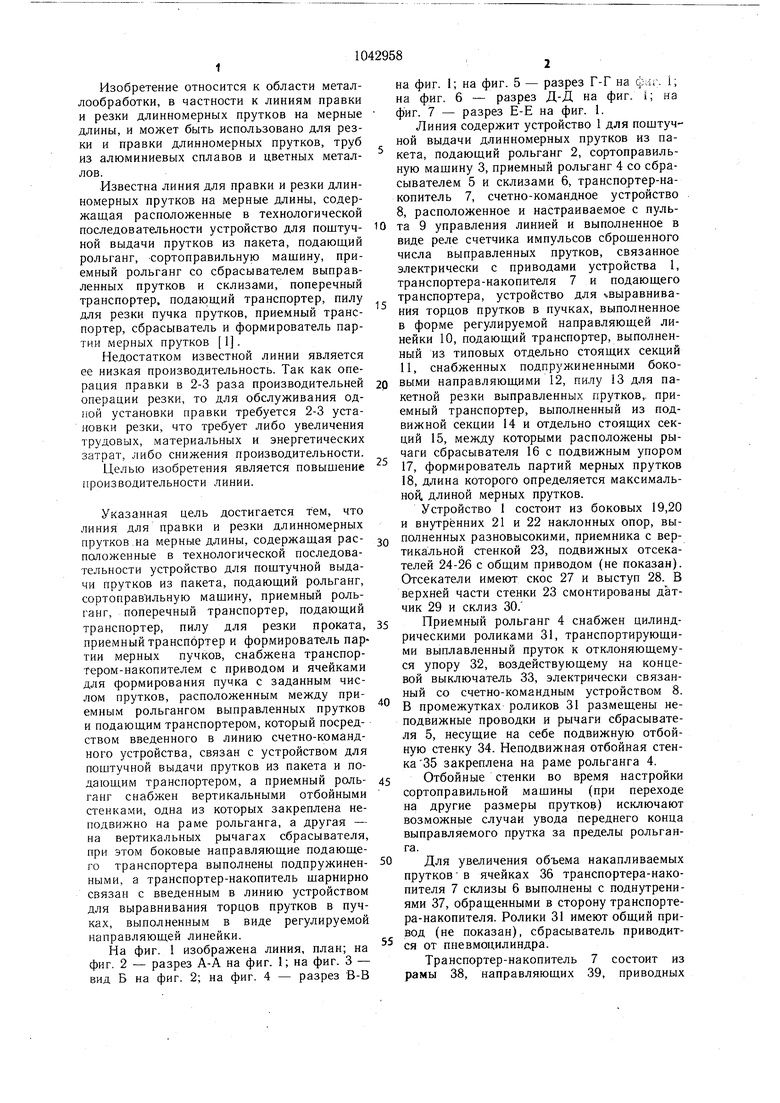
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для правки проката | 1975 |
|
SU513755A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2014927C1 |
| Устройство для обработки длинномерных заготовок | 1984 |
|
SU1243876A1 |
| ЛИНИЯ ДЛЯ ЗАГОТОВКИ И УПРОЧНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 1992 |
|
RU2074084C1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1989 |
|
SU1692918A1 |
| Сбрасыватель длинномерных грузов с рольганга | 1981 |
|
SU1002213A2 |
| Накопитель для труб | 1980 |
|
SU901171A1 |
| Линия волочения, правки и резки длинномерных изделий | 1976 |
|
SU608577A1 |
| Устройство для загрузки профильногопРОКАТА | 1979 |
|
SU796105A1 |
ЛИНИЯ ДЛЯ ПРАВКИ И РЕЗКИ ДЛИННОМЕРНЫХ ПРУТКОВ на мерные длины, содержащая расположенные в технологической последовательности устройство для поштучной выдачи прутков из пакета, подающий рольганг, сортоправильную машину, приемный рольганг со сбрасывателем выправленных прутков и склизами, поперечный транспортер, подающий транспортер, пилу для резки пучка прутков приемный транспортер, сбрасыватель и формирователь партии мерных прутков, отличающаяся тем, что, с целью повыщёния производительности, она снабжена транспортером-накопителем с приводом и ячейками для формирования пучка с заданным числом прутков, расположенным между приемным рольгангом выправленных прутков и подающим транспортером, который посредством введенного в линию счетно-командного устройства связан с устройством для поштучной выдачи прутков из пакета и подающим транспортером, а приемный рольгаш- снабжен вертикальными отбойными стенками, одна из которых закреплена неподвижно на раме рольганга, а другая - на вертикальных рычагах сбрасывателя, при этом боковые направляющие подающего транспортера выполнены подпружиненными, а транспортер-накопитель щарнирно связан 9 с введенным в линию устройством для вы(Л равнивания торцов прутков в пучках, выполненным в виде регулируемой направляющей линейки.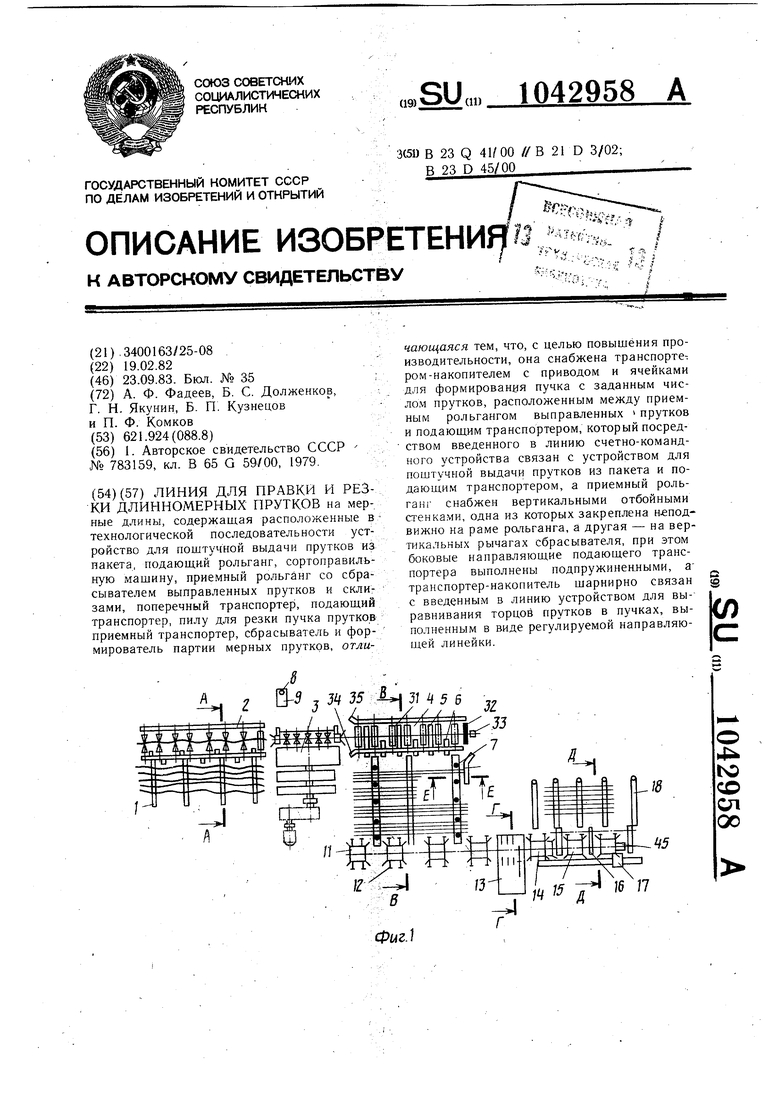
Suff6
Фме.З В-8
4J
/г
Ф(Л1.5
Е-Е
Фиг. 6
4/
VL
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ поштучной выдачи длинномерных изделий из пакета | 1979 |
|
SU783159A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
