|С
СХ)
to
О)
Изобретение относится к обработке металлов давлением, в частности к прессованию, и может быть использовано для получения прессуемых из компактных и некомпактных металлических материалов.
Цель изобретения - повышение уровня их однородности механических свойств изделий и выхода годного.
На фиг. 1 показано начало процесса прессования; на фиг. 2 - окончание стамой проработки структуры периферийных слоев заготовки величина вытяжки К выбирается в пределах 1,5-2. Нижний предел найден из условия прочности наружного пресс-штемпеля, а верхний из условия допустимого увеличения длины промежуточной заготовки, что ограничено усилием прессования. Тогда диаметр внутреннего пресс- штемпеля (диаметр центральной части заготовки) составит 0,71-0,81 от диаметра внешдии распрессовки; на фиг. 3 - процесс его полого пресс-штемпеля,
выдавливания периферийной части заготов-Пример. Осуш.ествляли прессование загоки; на фиг. 4 - прямое прессование размерами 145X420 мм. Распрессовготовки через матрицу в пресс-изделие. осуществлялась внутренним пресс-штемСпособ включает подачу заготовки 1,пелем диаметром 150 мм. Число циклов под- расположенной в полом наружно м пресс-готовки к прессованию профиля равно двум. штемпеле 2, в контейнер 3, закрытый заглуш-15 Затем после перемещения периферийной час- кой 4, ее распрессовку внутренним пресс- g центральную и наоборот осушествля- штемпелем 5 и прессование через матри-g. выдавливание центральной части заго- цу 6 в пресс-изделие 7.товки через канал пресс-матрицы в пруток
Распрессовку осуществляют в два этапа:
на первом - заполняют полости путем прямого прессования центральной части заготовки, на втором - путем выдавливания центральной части в периферийную.
После окончания распрессовки осуществляется перемещение периферийной части
40 мм и прессуемой длиной 5000 мм. ,, Прессование осуществляли из контейнера диаметром 250 мм, высота пресс-остатка равнялась 15 мм.
При прессовании данным способом пресс- изделие не имеет микротрещин, но имеет равномерные более высокие механические
заготовки в центральную путем переме- 25 свойства по длине и поперечному течемой проработки структуры периферийных слоев заготовки величина вытяжки К выбирается в пределах 1,5-2. Нижний предел найден из условия прочности наружного пресс-штемпеля, а верхний из условия допустимого увеличения длины промежуточной заготовки, что ограничено усилием прессования. Тогда диаметр внутреннего пресс- штемпеля (диаметр центральной части заготовки) составит 0,71-0,81 от диаметра внеш его полого пресс-штемпеля,
пелем диаметром 150 мм. Число циклов под- готовки к прессованию профиля равно двум. Затем после перемещения периферийной час- g центральную и наоборот осушествля- g. выдавливание центральной части заго- товки через канал пресс-матрицы в пруток
40 мм и прессуемой длиной 5000 мм. Прессование осуществляли из контейнера диаметром 250 мм, высота пресс-остатка равнялась 15 мм.
При прессовании данным способом пресс- изделие не имеет микротрещин, но имеет равномерные более высокие механические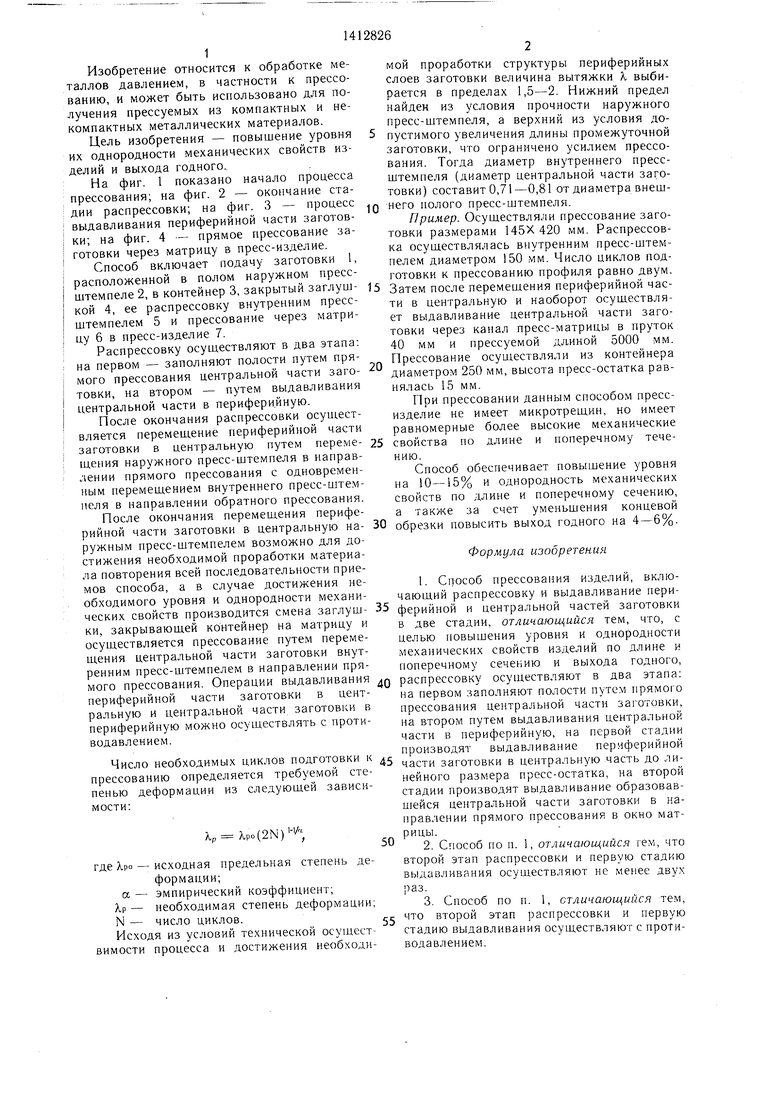
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2013153C1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2134622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1992 |
|
RU2041752C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ И ПРЕСС-ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151013C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ | 1996 |
|
RU2115498C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 2010 |
|
RU2443485C2 |
| Способ прессования труб | 2018 |
|
RU2693708C1 |
Изобретение относится к обработке металлов давлением, в частности к прессованию, и может быть использовано для получения пресс-изделий из компактных и некомпактных металлических материалов. Цель - повышение уровня и однородности механических свойств изделий и выхода годного. Заготовку помещают в полый наружный пресс-игтемпель (ПНП) и вместе с ним.в контейнер и распрессовывают внутренним пресс-штемпелем (ВП). После заполнения материалом заготовки полости контейнера ПНП перемещается в направлении, противоположном направлению ВП. После распрес- совки осуществляется перемещение периферийной части заготовки в центральную путем максимального перемещения ПНП в направлении прямого прессования с одновременным перемещением ВП в направлении обратного прессования. В случае достижения требуемого качества прессуемого материала заглушка контейнера заменяется матрицей, через которую осуществляется прессование. В случае недостижения требуемого качества цикл операции по подготовке к прессованию материала заготовки повторяется. Способ позволяет повысить на 10- 15% однородность механических свойств по длине и поперечному сечению и за счет снижения концевой обрези пресс-изделия повысить выход годного на 4-6%. 2 з.п. ф-лы, 4 ил. S (Л
наружного пресс-штемпеля в направлении прямого прессования с одновременным перемещением внутреннего пресс-штем- иеля в направлении обратного прессования. После окончания перемещения перифению.
Способ обеспечивает повыщение уровня на 10-15% и однородность механических свойств по длине и поперечному сечению, а также за счет уменьшения концевой
рийной части заготовки в центральную на- 30обрезки повысить выход годного на 4-6%. ружным пресс-штемпелем возможно для достижения необходимой проработки материа-Формула изобретения ла повторения всей последовательности приемов способа, а в случае достижения не-1, Способ прессования изделий, вклю- обходимого уровня и однородности механи-чающий распрессовку и выдавливание пери- ческих свойств производится смена заглуш- 35ферийной и центральной частей заготовки ки, закрывающей контейнер на матрицу ив две стадии, отлинающийся тем, что, с осуществляется прессование путем переме-целью повыщения уровня и однородности щения центральной части заготовки внут-механических свойств изделий по длине и ренним пресс-штемпелем в направлении пря-поперечному сечению и выхода годного, мого прессования. Операции выдавливания Qраспрессовку осуществляют в два этапа; периферийной части заготовки в цент-на первом заполняют полости путем прямого ральную и центральной части заготовки в периферийную можно осуществлять с противодавлением.
прессования центральной части заготовки, на втором путем выдавливания центральной части в периферийную, на первой стадии ,,,производят выдавливание периферийной
Число необходимых циклов подготовки к д5 ти заготовки в центральную часть до ли- прессованию определяется требуемой сте-- пенью деформации из следующей зависимости:
неиного размера пресс-остатка, на второй стадии производит выдавливание образовавшейся центральной части заготовки в направлении прямого прессования в окно матрицы.
(2N) -,
где А,ро - исходная предельная степень деформации;
а - эмпирический коэффициент; Хр - необходимая степень деформации; N - число циклов.
Исходя из условий технической осущест вимости процесса и достижения необходннию.
Способ обеспечивает повыщение уровня на 10-15% и однородность механических свойств по длине и поперечному сечению, а также за счет уменьшения концевой
обрезки повысить выход годного на 4-6%. Формула изобретения 1, Способ прессования изделий, вклю- чающий распрессовку и выдавливание пери- ферийной и центральной частей заготовки в две стадии, отлинающийся тем, что, с целью повыщения уровня и однородности механических свойств изделий по длине и поперечному сечению и выхода годного, распрессовку осуществляют в два этапа; на первом заполняют полости путем прямого
д5 ти заготовки в центральную часть до ли- - 50
55
неиного размера пресс-остатка, на второй стадии производит выдавливание образовавшейся центральной части заготовки в направлении прямого прессования в окно матрицы.
Ш
.:k,iл(;i.l I I 11i:,.i s,,
Т .З
P J
-h + + Ч- -f
Фиг. 2
| Способ прямого прессования | 1981 |
|
SU1015950A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
