л
CZ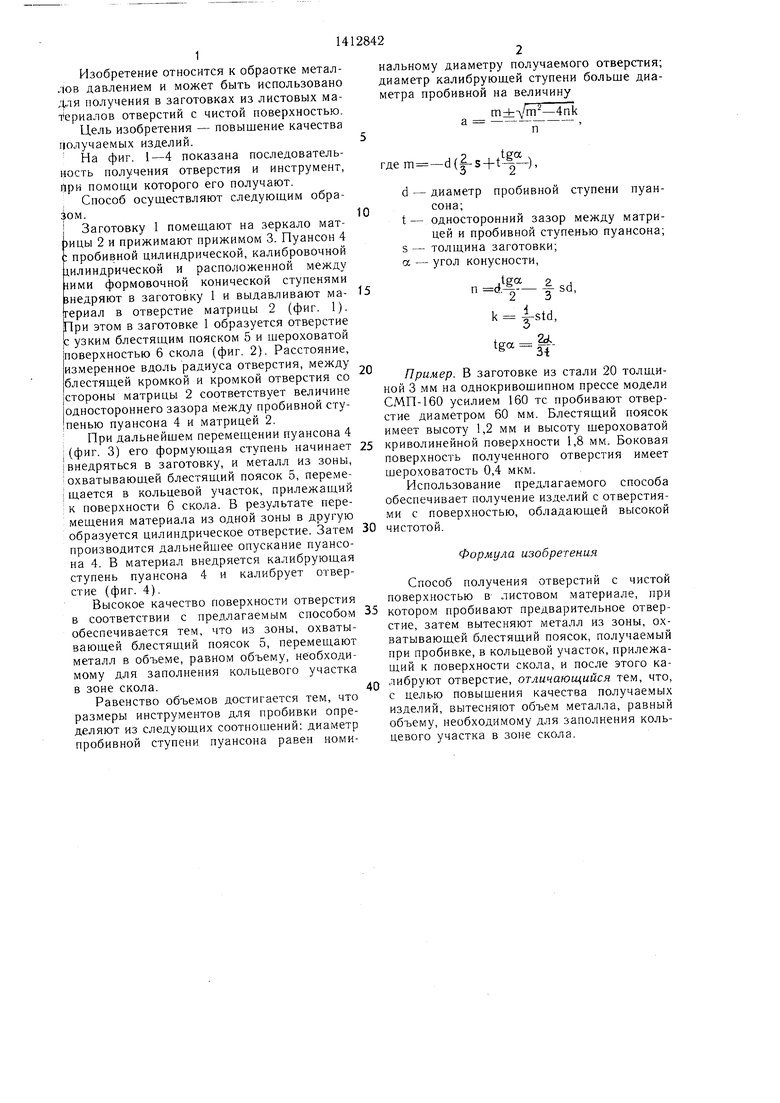
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| Способ получения отверстий в листовых заготовках | 1981 |
|
SU994086A1 |
| Способ пробивки отверстий в листовых многослойных заготовках с центральным металлическим слоем и утолщенными наружными эластичными слоями | 2018 |
|
RU2687384C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Устройство для пробивки отверстий | 1985 |
|
SU1265007A1 |
| Способ зачистки отверстий под отбортовку | 1987 |
|
SU1433566A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ЗЕНКОВАННЫХ ОТВЕРСТИЙ В ЛИСТОВЫХ ДЕТАЛЯХ | 1966 |
|
SU224460A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
Изобрпетение относится к обработке металлов давлением и может быть использовано для получения в заготовках из листовых материалов отверстий с чистой поверхностью Цель изобретения - повышение качества получаемых изделий. Для этого в заготовке 1 пробивают отверстие, затем переформовывают его и калибруют. Переформовку производят путем вытеснения металла из зоны, охватываюш,ей блестяш,ий поясок, в кольцевой участок, прилегаюш.ий к зоне скола, в равных объемах. Для получения отверстия используют пробивную матрицу 2 и трехступенчатый пуансон 4 с пробивной, формующей и калибрующей ступенями. 4 ил. (Q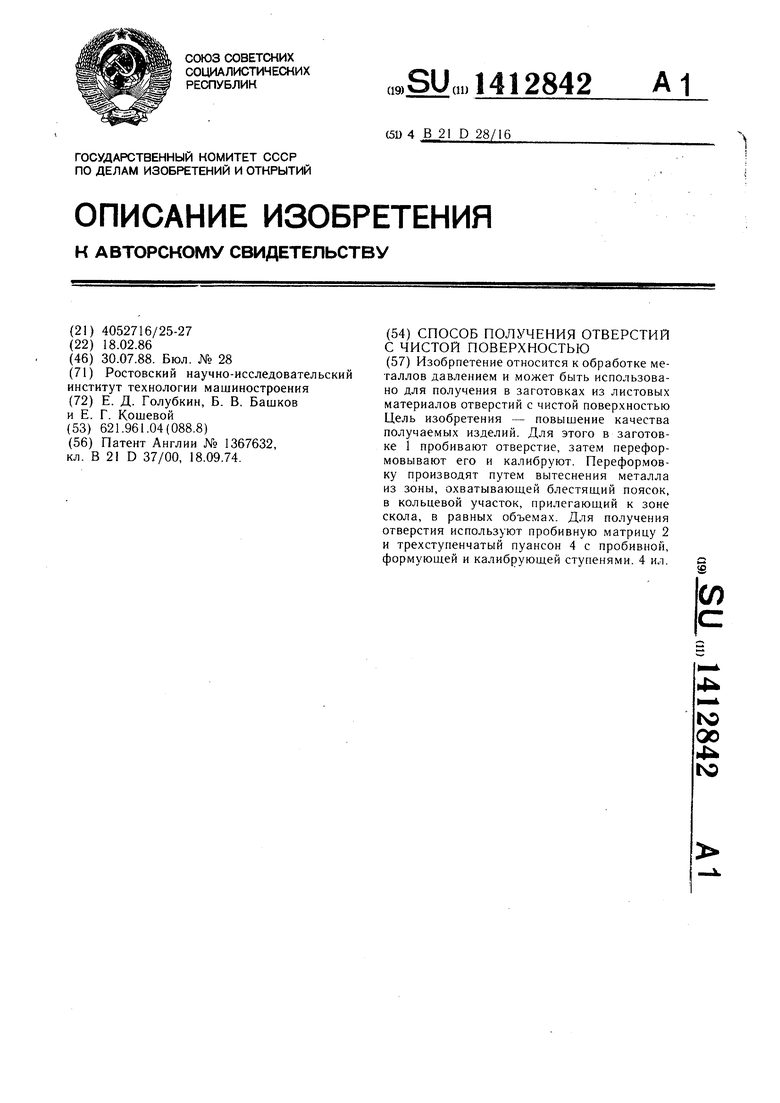
ю
00 4ik tC
Изобретение относится к обраотке металлов давлением и может быть использовано 4.ЛЯ получения в заготовках из листовых материалов отверстий с чистой поверхностью.
Цель изобретения - повышение качества получаемых изделий.
На фиг. 1-4 показана последовательность получения отверстия и инструмент, При ПОМОШ.И которого его получают.
Способ осуществляют следующим обра- Зом.
Заготовку 1 помещают на зеркало мат- )ицы 2 и прижимают прижимом 3. Пуансон 4
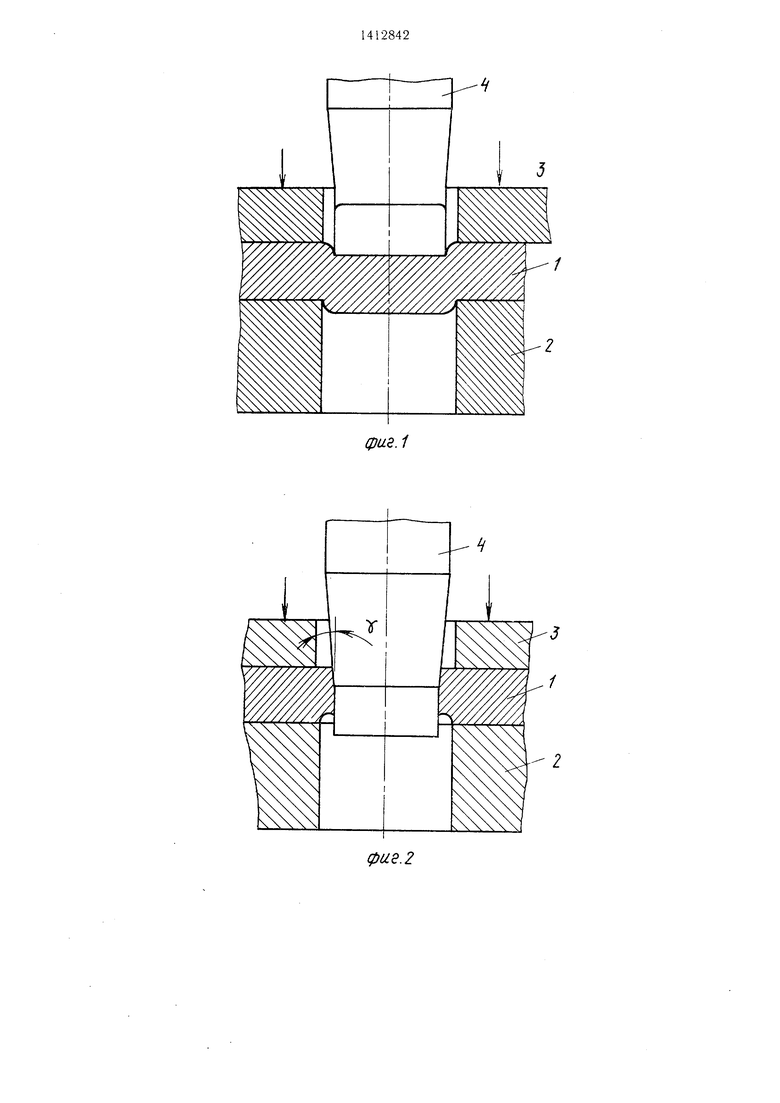
0пробивной цилиндрической, калибровочной цилиндрической и расположенной между ними формовочной конической ступенями знедряют в заготовку 1 и выдавливают материал в отверстие матрицы 2 (фиг. 1). ри этом в заготовке 1 образуется отверстие k узким блестящим пояском 5 и шероховатой поверхностью 6 скола (фиг. 2). Расстояние, измеренное вдоль радиуса отверстия, между блестяш,ей кромкой и кромкой отверстия со jCTOpOHbi матрицы 2 соответствует величине одностороннего зазора между пробивной ступенью пуансона 4 и матрицей 2.
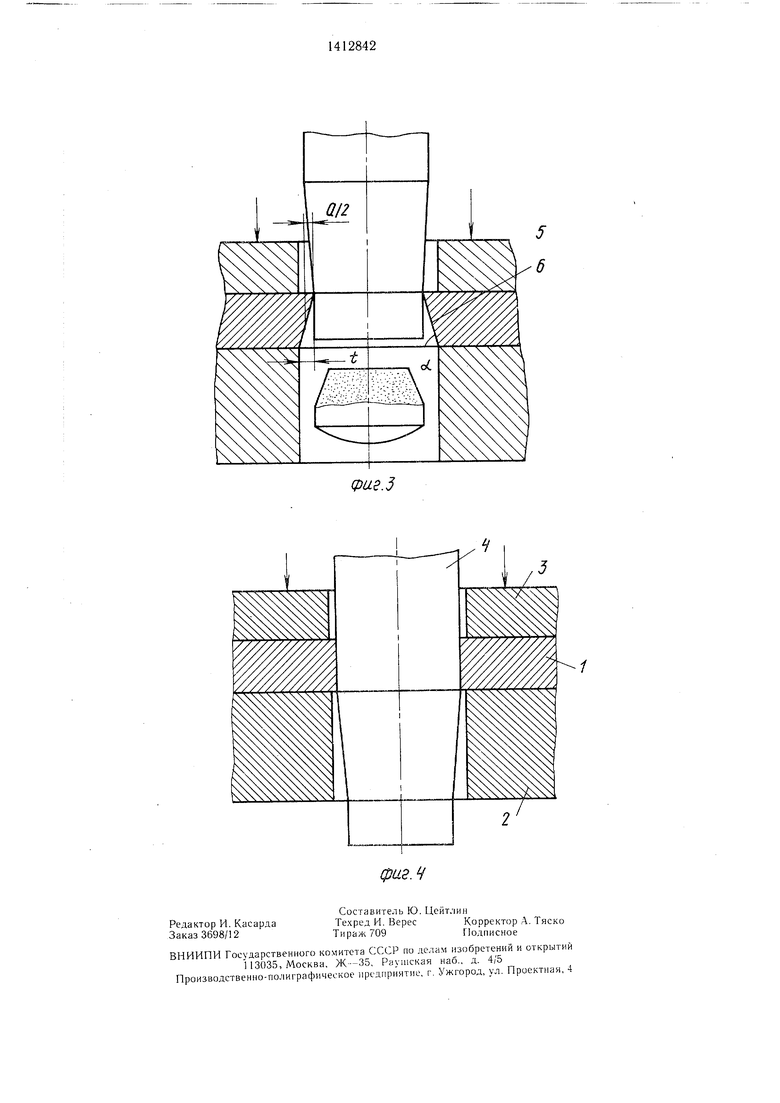
При дальнейшем перемещении пуансона 4 ; (фиг. 3) его формующая ступень начинает
1внедряться в заготовку, и металл из зоны, охватывающей блестящий поясок 5, переме- i щается в кольцевой участок, прилежащий ; к поверхности 6 скола. В результате перемещения материала из одной зоны в другую образуется цилиндрическое отверстие. Затем производится дальнейшее опускание пуансона 4. В материал внедряется калибрующая ступень пуансона 4 и калибрует отверстие (фиг. 4).
Высокое качество поверхности отверстия в соответствии с предлагаемым способом обеспечивается тем, что из зоны, охватывающей блестящий поясок 5, перемещают металл в объеме, равном объему, необходимому для заполнения кольцевого участка в зоне скола.
Равенство объемов достигается тем, что размеры инструментов для пробивки определяют из следующих соотношений: диаметр пробивной ступени пуансона равен номи
нальному диаметру получаемого отверстия; диаметр калибрующей ступени больше диаметра пробивной на величину
гп±л,
(|-5+1 -),
d - диаметр пробивной ступени пуансона;
t - односторонний зазор между матрицей и пробивной ступенью пуансона;
S - толщина заготовки;
а - угол конусности,
.f-fsd, k l-std,
tga 3T
Пример. В заготовке из стали 20 толщиной 3 мм на однокривошипном прессе .модели СМП-160 усилием 160 тс пробивают отверстие диаметром 60 мм. Блестящий поясок имеет высоту 1,2 мм и высоту шероховатой криволинейной поверхности 1,8 мм. Боковая поверхность полученного отверстия имеет шероховатость 0,4 мкм.
Использование предлагаемого способа обеспечивает получение изделий с отверстиями с поверхностью, обладающей высокой чистотой.
Формула изобретения
Способ получения отверстий с чистой поверхностью в листовом материале, при
котором пробивают предварительное отверстие, затем вытесняют металл из зоны, охватывающей блестящий поясок, получаемый при пробивке, в кольцевой участок, прилежащий к поверхности скола, и после этого калибруют отверстие, отличающийся тем, что, с целью повышения качества получаемых изделий, вытесняют объем металла, равный объему, необходимому для заполнения кольцевого участка в зоне скола.
фие.1
фие.2
Составитель Ю. Цейтлин Техред И. ВересКорректор А. Тяско
Тираж 709Подписное
Фие.З
фа.Ч
| Патент Англии № 1367632, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
