Известны штампы для пробивки и зенкования отверстий в листовых деталях, содержащие зенкующий пуансон и пробивной пуансон с цилиндрическим рабочим пояском. Пуансоны установлены соосно с возможностью совместного и относительного осевого перемещения.
Предложенный штамп отличается тем, что цилиндрический рабочий поясок пробивного пуансона выполнен с дополнительной режущей кромкой, образованной верхним торцом рабочего пояска и шейкой, соединяющей его со стержнем пуансона. Дополнительная кромка служит для удаления металла из зоны зенкования. Зенкующий пуансон снабжен закрепленными в его верхней части ножами для разрезки отходов металла и окнами для удаления отходов.
Благодаря этому повышается надежность удаления отходов и упрощается конструкция штампа.
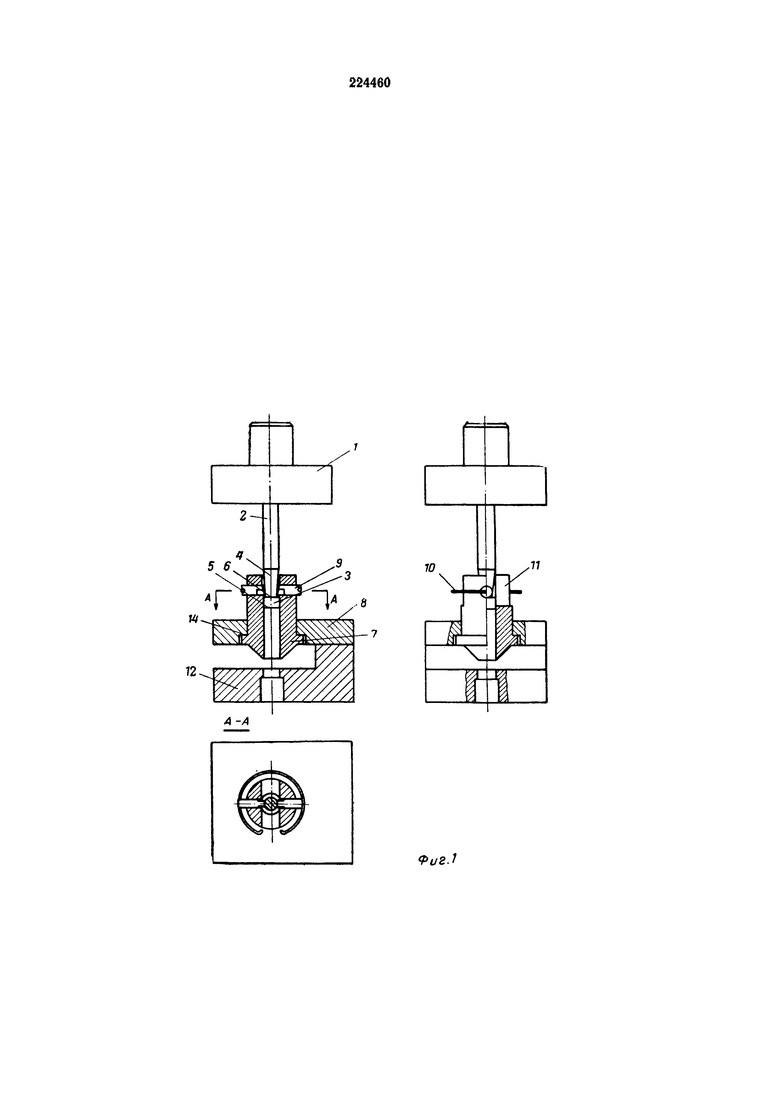
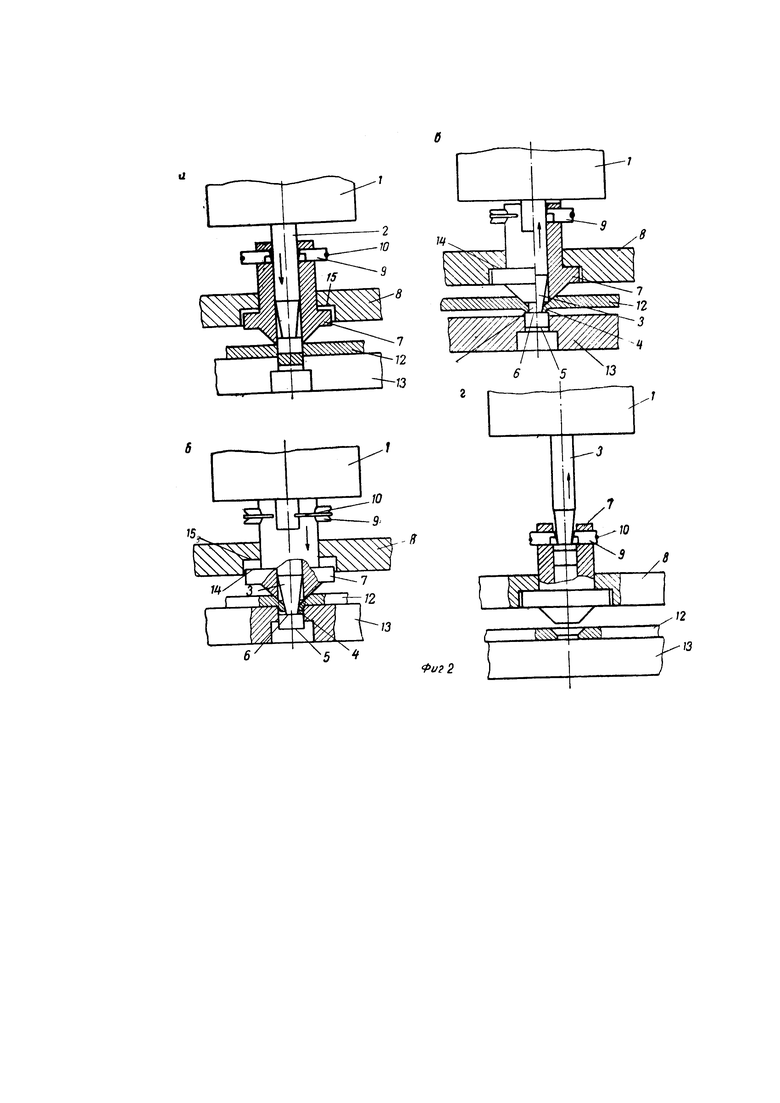
На фиг. 1 изображен описываемый штамп; на фиг. 2, а, б, в и г - последовательные положения деталей штампа в процессе работы.
В верхней плите 1 штампа закреплен пробивной пуансон 2. В нижней части пуансона имеется цилиндрический рабочий поясок 3, связанный со стержнем, пуансона шейкой 4. Рабочий поясок выполнен с нижней 5 и верхней 6 рабочими кромками, причем последняя образована верхним торцом пояска и шейкой. Пробивной пуансон взаимодействует с зенкующим пуансоном 7, служащим также пробивной матрицей. Зенкующий пуансон установлен в съемнике 8, закрепленном в нижней части штампа. В верхней части пуансона 7 размещены ножи 9, фиксируемые пружиной 10. Ножи разрезают отходы, удаляемые через окна 11 в пуансоне.
Заготовку 12 устанавливают на матрицу 13. При движении пробивного пуансона вниз в заготовке пробивается отверстие номинального диаметра (см. фиг. 2, а). При дальнейшем движении вниз верхняя плита давит на зенкующий пуансон, он входит в заготовку и образует в ней углубление (см. фиг. 2, б). Излишки металла из зоны зенкования заготовки перемещаются в область шейки пробивного пуансона, уменьшая диаметр ранее пробитого отверстия.
При движении пробивного пуансона вверх (см. фиг. 2, в) зенкующий пуансон доходит буртом 14 до упора 15 в съемнике. Металл, находящийся в зоне шейки пробивного пуансона, зажимается между верхней кромкой 6 пробивного пуансона и отверстием зенкующего пуансона. Заготовка приподнимается над матрицей. При дальнейшем движении пробивного пуансона вверх кромка 6, взаимодействуя с отверстием зенкующего пуансона, срезает металл находящийся в области шейки пуансона. Этот металл пробивной пуансон увлекает за собой вверх, а затем его разрезают ножи 9. Разрезанные части металла выпадают через окна 11 в зенкующем пуансоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1987 |
|
SU1459770A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| ПОСЛЕДОВАТЕЛЬНЫЙ ШТАМП ДЛЯ ПРОБИВКИ, ОБРЕЗКИ И ПРАВКИ ПОКОВОК ТОРЦОВЫХ ГАЕЧНЫХ КЛЮЧЕЙ | 2002 |
|
RU2251466C2 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп для надрезки и отгибки лепестков на листовых заготовках | 1987 |
|
SU1503943A2 |
| Штамп совмещенного действия для вырубки и пробивки | 1989 |
|
SU1676714A1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
Штамп для получения зенкованных отверстий в листовых деталях, содержащий зенкующий пуансон и пробивной пуансон с цилиндрическим рабочим пояском с режущей кромкой, установленные соосно с возможностью совместного и относительного осевого перемещения отличающийся тем, что, с целью повышения надежности удаления, отходов и упрощения конструкции, цилиндрический рабочий поясок выполнен с дополнительной режущей кромкой, служащей для удаления металла из зоны зенкования и образованной верхним торцом пояска и шейкой, связывающей его со стержнем пуансона, а зенкующий пуансон снабжен закрепленными в его верхней части ножами для разрезки отходов металла и окнами для их удаления.
