1- -:. :
Изобретение относится к обр.аботке листстого металла давлением и может быть использовано для получения отверстий с чистой повергаостью среза в различных отраслях машино- и приборостроения.
Известен способ получения отверстий в листовых заготовках, заключающийся в том, что в заготовке пробивают отверстие с контуром, эквидвютантным контуру готового отверстия, и оставляют припуск по всему контуру, а затем припуск зачищают
Этот способ не позволяет добиться необходимого качества поверхности среза.
Целью изо зетения является повышение качества поверхности среза и повышение геометрической точности получаемого отверстия.
Это достигается тем, что при получении отверстий в листовых заготовках способом, заключающимся в пробивке отверстия с припуском по всему контуру
И последукяцей зачистке припуска, в процессе пробивки получают отверстке, ограниченное контуром с чередующимися uj-. ступами и .впадинами, верщины которых распологкены на эквидистантны коитуру готового отверстия линиях, расстояние из которых от контура готового отверстия не меньше О,О51, где i - толщина заготовки, выступы и впадины имеют треугольную форму, имеют высоту О,О50,07-t и расположены с шагом не более 0,15t.
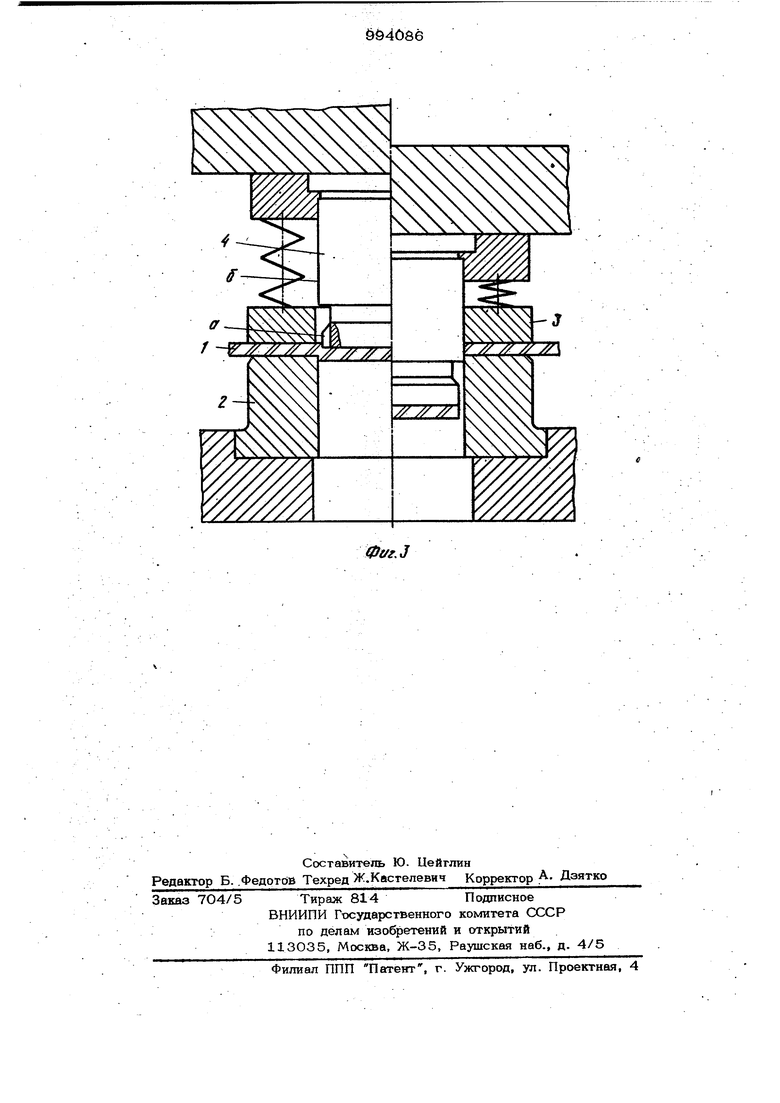
На фиг. 1 показана схема образования отверстия; на фиг. 2 - участок отверстия после пробивки и после зачистки; на фиг. 3 - штамп для осуществления описываемого спосба.
Пример осуществления способа.
Заготовку 1 размещают на матрице 2 штампа с рабочим отверстием, соответствующим контуру требуемого отве1 стия, в частности кругльп. Прижимают заготовку прижимом-съемником 3 и пуансоном 4 с пробивной и зачистной 3& ступенями. Сначала пробивают отверстие ограниченно ; Контуром с чередующимися выступами и впадинами, и при этом оставляют по всему контуру припуск под зачистку, а затем этот припуск зачищагот зачисткой ступенью пуансона. Выступы и впадикы пробиваемого отверстия и соответственно пробивной ступени пуансона 4 имеют форму треугольников с высотой 11 O,O5-0,07t , где t - толщина заготовки, и шагом S не более ОДбЬ. Вершины выступов и впадин, образованные при пробивке, и соответствен но пробивной ступени пуансона располо-; жены на лив:иях, эквидистантных коктуру получаемого отверстия, в описьгоаемом примере-на окружностях. Окрунсность, ближайшая к контуру получаемого отверстия и соответственно контуру зачистной ступени пуансона, отстоит от кон тура получаемого чистового отверстия не меньше чем на 0,05t. Благодаря тому, что разделение йа пе вой стадии происходит по ломаной линии, уменьшается изгибающий момент и в результате уменьшается изгиб отделяемой части. Это приводит к уменьшению утягивания мат1эриала в зоне разделения. На второй стадии при удалении искаженного слоя металла аачистной ступенью пуансона образуется чистая, без сколов, поверхность среза. 6 Использование способа позволит получить на универсальном оборудовании изделия с отверстиями, обладаюнгами высокой точностью и высоким качеством поверхности среза. Формула изобретения Способ получения отверстий в листовьвс заготовках, заключающийся в пробивке отверстия с припуском по всему контуру и последующей , отличающийся тем, что, с целью повышения качества поверхности среза, в процессе пробивки получают отверстие, ограниченное контуром с чередующимися выступами и впадинами, вершины которых расположены на эквидистантных кон-г туру готового отверстия линиях, из которых ближайшая к контуру готового отверстия линия расположена на расстоянии от него не меньше 0,05 t, где t - толщина заготовки, выступы и впадины имеют треугольную форму с высотой О,О50,07t и шагом не более 0,1 St. Источники информации, принятые во внимание цри экспертизе 1; Малов А. Н. Технология холодной штамповки, М., Машиностроение, 1969, с. 63, фиг. 23 а (прототип).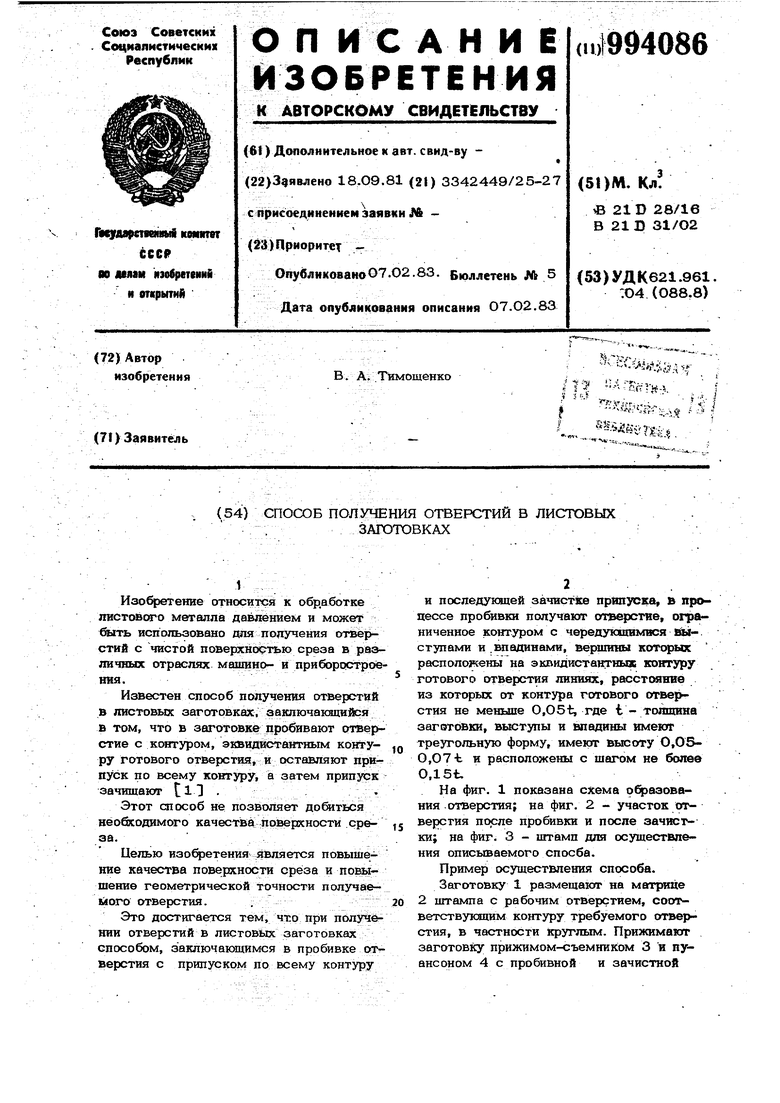
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Штамп для вырубки и зачистки | 1979 |
|
SU902922A1 |
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Штамп совмещенного действия для пробивки отверстий,вырубки и зачистки контура деталей | 1975 |
|
SU564908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |