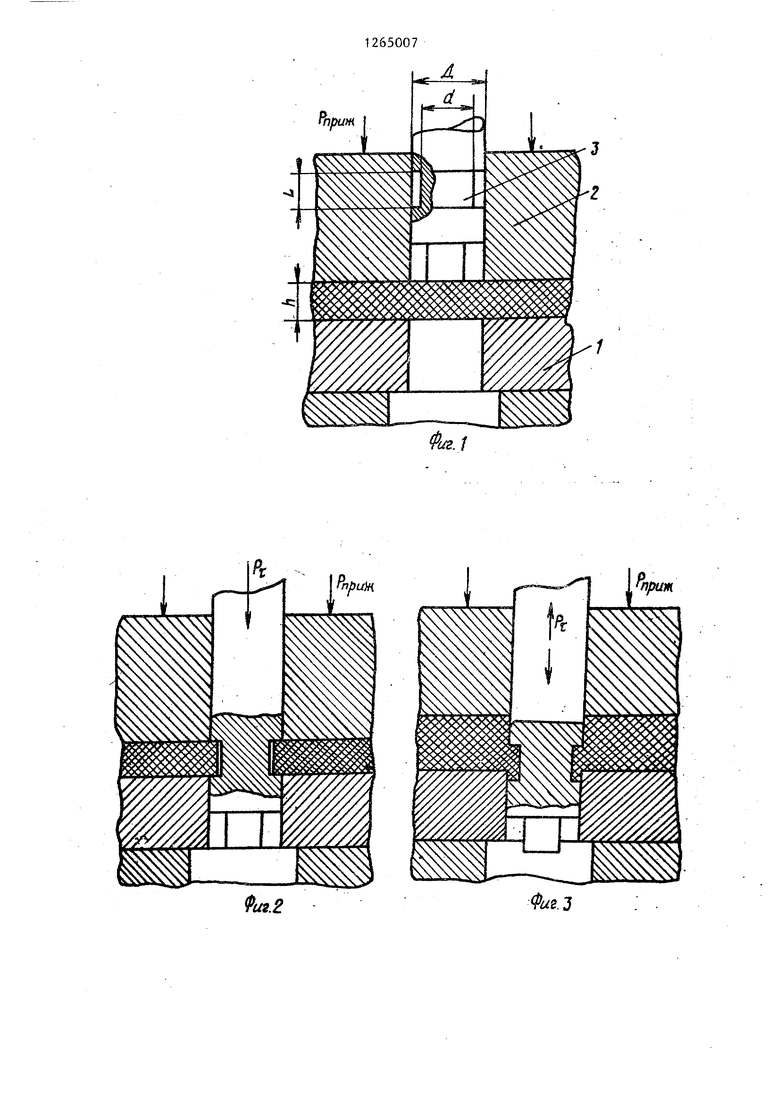
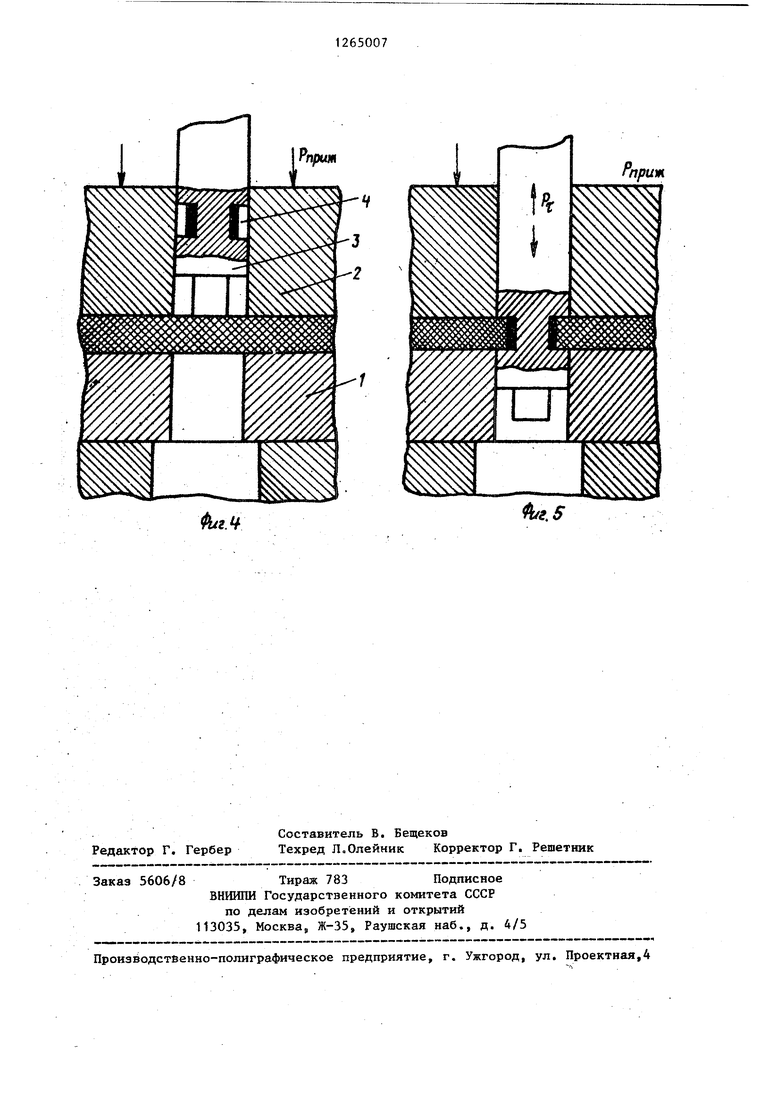
Изобретение относится к обработsee металлов давлением и может быть использовано для получения отверсти в листовых заготовках преимущественно, из волокнистых композиционных материалов. Целью изобретения являются повышение точности пробиваемых отверсти и снижение энергозатрат, На фиг.1 изображено исходное положение устройства} на фиг,2 - стадия пробивки, при которой имеет мес то упругая деформация пробиваемого материала} на фиг.З стадия зачист ки J на фиг.4 - исходное положение устройства при пробивке отверстия с регламентированной величиной сни маемого припуска, на - стадия зачистки. Устройство для пробивки отверсти состоит из матрицы 1 и прижима 2, в которых выполнены соосные отверстия равного диаметра В отверстии Прижима 2 установлен ступенчатый пуансон 3f имеющий большую и меньшую ступени. На большей ступени диаметром D выполнена кольцевая выемка диаметром, равный (0,98... 0,975) D, и длиной не менее диаметра большей ступени. Устройство работает следующим образом. Листовую заготовку размещадат в матрице 1 и фиксируют ее прижимом 2, затем воздействуют на заготовку пуансоном 3, прилагая импульсную нагрузку и внедряя пуансоя 3 в заготовку. Наличие режущих кромок матрицы облегчает внедрение пуансона 3 в за . готовку. Большая ступень пуансона Производит зачистку отверстияв за товке. По мере внедрения ступеней йуансона 3 в заготовку имеет место заклинивание пуансона по диаметру 7. упругими остаточными напряжениями, нОзникшими в заготовке при технологическом процессе ее изготовления. Выполнение диаметра кольцевой выемки большей ступени пуансона 3 меньшей, чем диаметр большей ступени пуансона, обеспечивает снятие упругих напряжений с обрабатываемого материала в зоне отверстия при сохранении прочности пробивного пуансона 3. Выполнение кольцевой выемки диаметром более 0,98 диаметра большей с упени пуансона не обеспечивает снятия остаточных упругий напряжений обрабатываемого материала, а менее 0,975 диаметра большей ступени пуансона значительно снижает его стойкость к изгибу и может привести к поломке пуансона. Величина снимаемого припуска может быть регламентирована, с этой целью часть кольцевой выемки эаполняют упругим материалом, например полиуретаном 4 (фиг. 4 и 5). Формула изобретения Устройство для пробивки отверстий преимущественно в листовых заготовках из волокнистых композиционных материалов, содержащее матрицуj прижим, а также ступенчатый пуансон, отличающееся тем, что, с целью повьшзения качества изделий за счет повышения точности пробивки и снижения энергозатрат, на-боковой поверхности большей ступени пуансона выполнена кольцевая выемка диаметром (0,98-0,975) D, где D -. диаметр большей ступени пуансона, и длиной не менее длины ступени пуансона меньшего диаметра.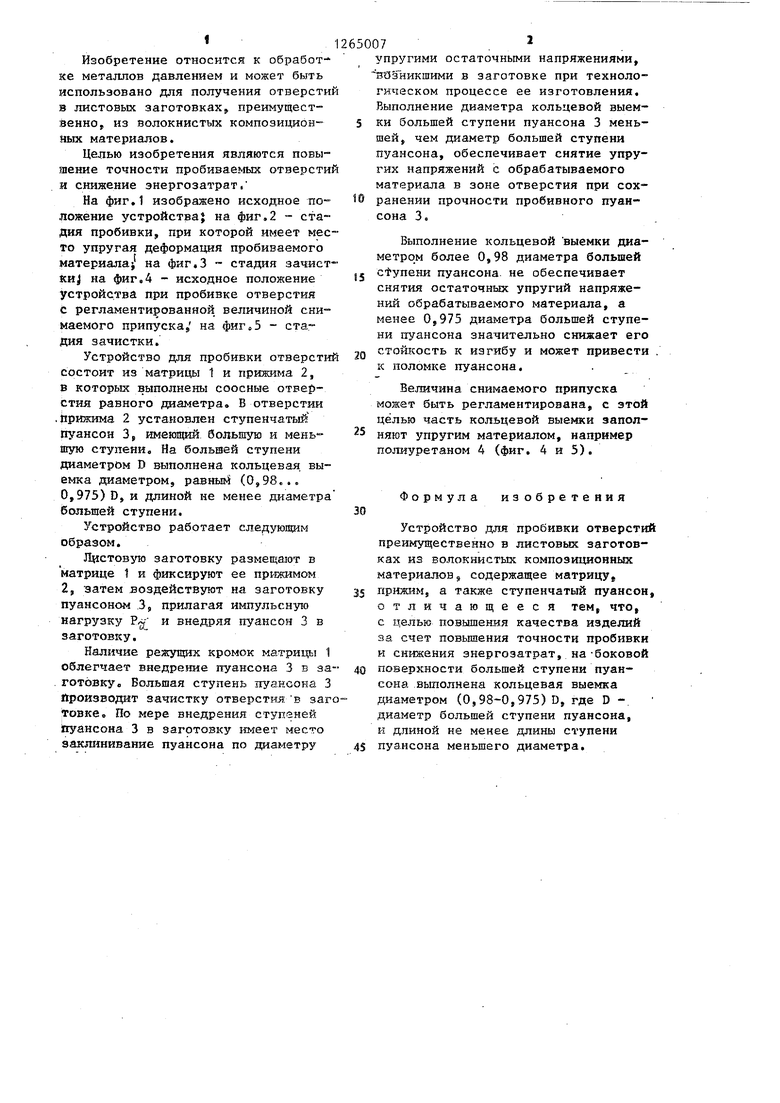
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| Устройство для гидродинамической пробивки отверстий | 1979 |
|
SU871910A1 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ | 1999 |
|
RU2163851C1 |
| Способ получения отверстий | 1991 |
|
SU1811945A1 |
| Штамп для гидродинамической пробивки отверстий в листовом материале | 1979 |
|
SU863084A1 |
| Способ образования болтового соединения | 1981 |
|
SU1137261A1 |
Изобретение относится к обработке металлов давлениш4 и может быть использовано для пробивки отверстий в волокнистых к жпоэиц8оя ных материалах. Устройство поэволяет повысить точность пробивки и снизить энергозатраты врезультате того, что кольцевая выемка на боковойповерхности большей ступени пуансона компенсирует остаточные напряжения обрабатываемого материала эа счет заполнения части глубины кольцевой выемки упругим материалом, например полиуретаном. 5 ил.
9as.3
прим
г.
прит
g.S
| Романовский Справочник по холодной штамповке | |||
| М., 1959, с | |||
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
