Изобретение относится к обработке металлов давлением и может использоваться для изготовления поковок типа плит и пластин свободной ковкой.
Известен способ обработки заготовок, включающий передачу одновременно на двух участках заготовки и ее обжатие.
Знакопеременное деформирование по известному способу обработки заготовок ведет к существенному увеличению усилия ковки и не обеспечивает требуемого качества поковок.
Инструмент для обработки заготовок, содержит бойки, нижний с трапециевидной впадиной, а верхний с трапециевидным выступом, при этом ширина горизонтальной проекции впадины и выступа бойков равны между собой.
Однако такая геометрия бойков при заданных размерах не обеспечивает необходимого качества поковок и уменьшения усилия ковки.
Технический результат от использования настоящего изобретения заключается в уменьшении усилия ковки и повышении качества поковок.
Технический результат достигается тем, что в способе изготовления поковок, включающем знакопеременное деформирование заготовок проходами с кантовками заготовки на 90о и ее смещением после каждого прохода и кантовки на 180о после каждого обжатия в бойках с трапециевидными выступом и впадиной, ширина горизонтальной проекции скосов которых выполнена равной, согласно изобретению, обжатия заготовки осуществляют в бойках, у которых отношение ширины горизонтальной проекции трапециевидного выступа верхнего бойка к ширине горизонтальной проекции трапециевидной впадины нижнего бойка составляет 0,7-0,9, а смещение заготовки после каждого прохода производят на величину плоского участка выступа верхнего инструмента.
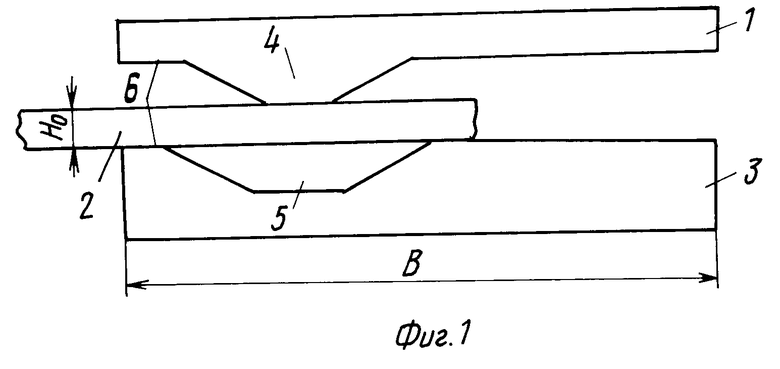
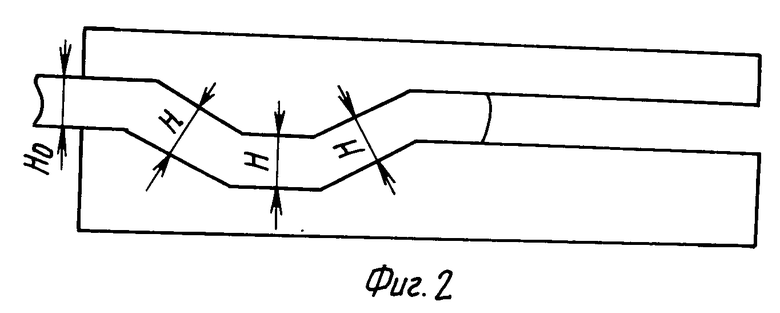
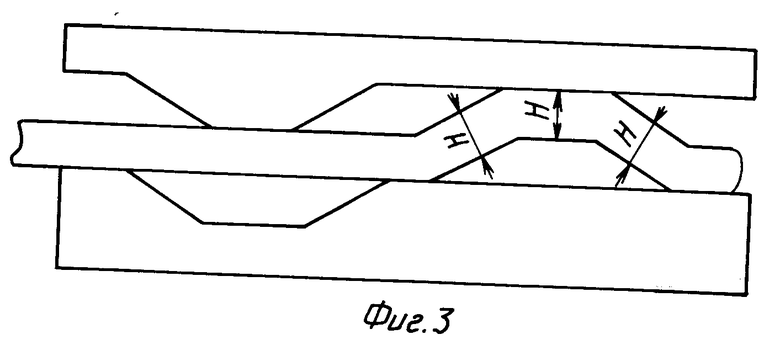
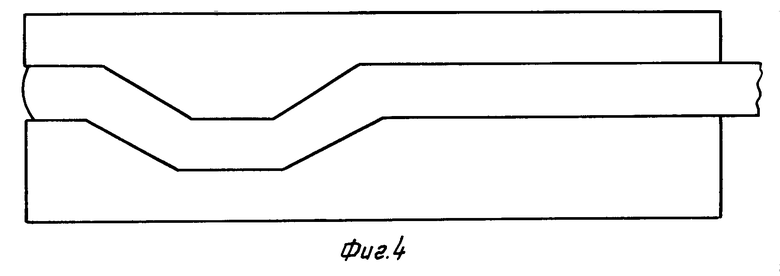
На фиг. 1 показана начальная стадия деформирования; на фиг. 2 завершающая стадия первого обжатия; на фиг. 3 исходное положение заготовки перед вторым обжатием; на фиг. 4 завершающая стадия первого прохода.
Обозначения: 1 верхний боек, 2 заготовка, 3 нижний боек, 4 трапециевидный выступ верхнего бойка, 5 трапециевидная впадина нижнего бойка, 6 плоские рабочие поверхности нижнего и верхнего бойков, В ширина инструмента. Но исходная высота заготовки. Н текущая высота заготовки.
Способ деформирования заготовки осуществляют следующим образом.
Заготовку 2 подают на 0,55 ширины инструмента (фиг. 1) и подвергают деформированию с единичным обжатием (фиг. 2). Далее заготовку 2 кантуют на 180о подвергают сдвиговой деформации новый участок заготовки, а также одновременно производят знакопеременный сдвиг ранее деформированного участка заготовки (фиг. 3 и 4).
Перед последующим проходом осуществляют кантовку заготовки на 90о и деформируют со смещением на величину плоского участка выступа верхнего инструмента.
При смещении заготовки на большую величину, чем ширина плоского участка выступа верхнего инструмента, наблюдается неравномерное распределение величины интенсивности деформации сдвига по длине заготовки.
Аналогичная картина происходит при смещении заготовки на меньшую величину, чем ширина плоского участка выступа верхнего инструмента, т.е. величина интенсивности деформации сдвига распределяется неравномерно по длине заготовки.
Интервал значений трапециевидного выступа и впадины инструмента выбраны из следующих соображений. При равенстве ширины горизонтальной проекции трапециевидного выступа и впадины инструмента в процессе осуществления сдвиговой деформации этими бойками на заготовке образуются трапециевидные выступы и впадины с равными объемами. При этом высота заготовки имеет неодинаковую высоту по длине. Для получения одинаковой высоты по всей длине участка заготовки необходимо приложить дополнительное усилие. Когда отношение ширины горизонтальной проекции трапециевидного выступа верхнего бойка к горизонтальной проекции трапециевидной впадины нижнего бойка меньше 0,7 или равное 0,6, то в процессе сдвиговой деформации заготовки она получает также неодинаковую высоту по длине. Для получения заготовки с одинаковой высотой по длине необходимо приложить дополнительное усилие. При осуществлении знакопеременной сдвиговой деформации в бойках с отношением ширины горизонтальной проекции трапециевидного выступа к ширине горизонтальной проекции трапециевидной впадины, равной 0,7.0,9, обеспечивается одинаковая высота заготовки по ее длине. При этом достигается повышение качества заготовок при меньшем уменьшении поперечного сечения исходной заготовки и снижение усилия деформирования на 12.15% по сравнению с прототипом.
П р и м е р. Осуществляли нагрев стальных заготовок размерами 60 х 60 х 500 мм до 1250оС и знакопеременное деформирование до заполнения металлом трапециевидного выступа и впадины бойков (фиг. 2) и кантовка на 180о после каждого обжатия до конца прохода (фиг. 3). Перед последующим проходом осуществляли кантовку заготовки на 90о и деформировали со смещением предыдущих участков очага деформации на ширину плоского участка выступа верхнего инструмента. Размер продефоpмированной заготовки после четырех проходов составил 48 х 48 х 620 мм. При этом высота заготовки при всей длине одинаковая.
Анализ микроструктуры темплетов показал, что микроструктура металла заготовок, полученных по настоящему способу мелкозернистая и равноосная по длине заготовки и мельче на 1 балл по сравнению с прототипом и на 2-3 балла мельче, чем микроструктура заготовок, изготовленных на плоских бойках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ изготовления поковок и инструмент для его осуществления | 1986 |
|
SU1409394A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2629134C1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| Инструмент для ковки заготовок | 1978 |
|
SU902968A1 |
| Кузнечный инструмент | 1987 |
|
SU1455470A1 |
| Способ моделирования заковки внутренних дефектов слитка | 1985 |
|
SU1263413A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
Использование: обработка металлов давлением, в частности свободной ковкой при изготовлении поковок типа плит и пластин. Сущность изобретения: заготовку подвергают знакопеременному деформированию проходами в бойках. Бойки выполнены с трапециевидными выступом и впадиной. Отношение ширины горизонтальной проекции трапециевидного выступа верхнего бойка к ширине горизонтальной проекции трапециевидной впадины нижнего бойка составляет 0,7 0,9. Между проходами осуществляют смещение заготовки на величину плоского участка выступа верхнего бойка. 4 ил.
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
