(21)4J83053/25-27
(22)J4.OJ.87
(46) 30.07.88. Бкш. JP 28
(72) Ю.В. Демянцевич, Е.И. Горлов,
Т.Д. Слепкова и А.В, Никонов
(53)621:791.75 (088.8)
(56)Авторское свидетельство СССР 415П4, кл. В 23 К 9/16, 1974.
Авторское свидетельство СССР 278920, кл. В 23 К 9/30, 1968.
(54)СПОСОБ ДУГОВОЙ СВАРКИ
(57)Изобретение относится к технологии автоматической электродуговой сварки и может быть использовано в различных отраслях промышленности. Цель изобретения - повышение качества сварки путем обеспечения поддержания постоянного вылета электрода. Электрод устанавливают под углом к свариваемому изделию и совершают им поперечные маятниковые колебания. Для поддержания постоянного вьшета электрода сварку выполняют с непрерывным продольным перемещением электрода, пропорциональным амплитуде маятниковых колебаний. При увеличении амплитуды перемещение электрода осуществляется в направлении сварки, а при уменьшении - в противоположном направлении. Способ позволяет производить сварку в любых пространственных положениях и свести к минимуму потери на разбрызгивание, связанные с изменением вылета электрода. 3 ил.
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой наплавки в защитных газах | 1989 |
|
SU1655684A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Устройство для дуговой сварки | 1987 |
|
SU1454604A1 |
| Устройство для дуговой сварки | 1984 |
|
SU1224121A1 |
| Устройство для электродуговой сварки вертикальных стыков | 1986 |
|
SU1411115A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ управления движением сварочного электрода относительно стыка и устройство для его осуществления | 1983 |
|
SU1215915A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| МОДУЛЬ КОНТРОЛЯ КАЧЕСТВА ПРИ ТАНДЕМНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2361705C2 |
| Способ дуговой наплавки ленточным электродом | 1988 |
|
SU1586868A1 |


ьй
ю
1l
Изобретение относится к технологии .автоматической электродуговой сварки и может быть использовано в различных отраслях промышленности.
Цель изобретения - повытение качества сварки путем поддержания по.с- тоянного вылета электрода
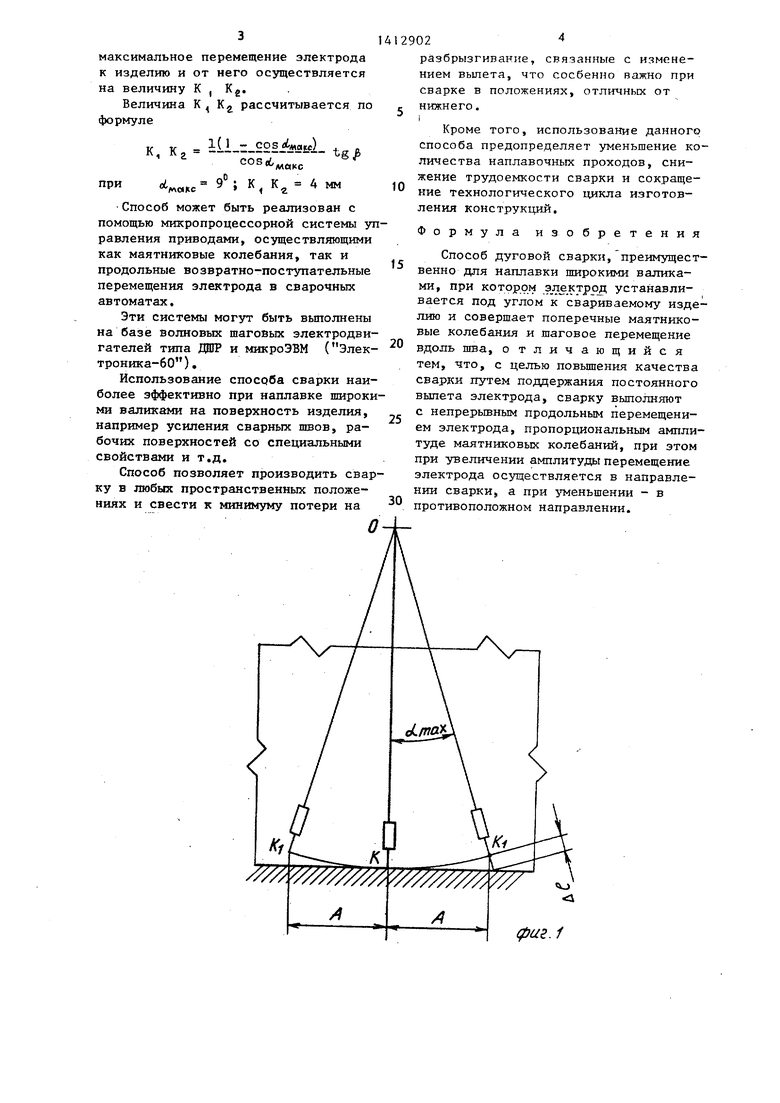
На фиг. 1 показана схема маятникового поперечного колебания электрода с амплитудойJ соответствующей технологически заданной ширине наплавки; на фиг. 2 - установка электрода и свариваемого, изделия под заданным углом относительно друг друга и проекции точек положения конца электро- ла- во время его поперечного маятникового колебания в плоскости, перпендикулярной этому колебанию; на фиг, 3 - траектория, которую совершает конец электрода относительно поверхности сварочной ванны за половину периода маятникового колебания с одновременньтм непрерывным, пропорциональным углу его отклонения, возвратно-поступательным перемещением.
При маятниковом отклонении на уго Ч ак любую сторону от нейтрального положения, конец электрода из точки К перемещается в точку К (фиГоО.
При этом происходит увеличение вылета электрода на величину д1.
При обратном движении электрода к нейтральному положению, д1 уменьшается и в точке К равна О,
Проекция положения точек К и К в плоскости, перпендикулярной плоскости маятниковых колебаний электрода (фиго2), показьгоает, что при отклонении на в(.д;,р конец электрода отходит от поверхности свариваемого изделия на величину К К , а при приближении к нейтральному положе- нию возвращается к изделию.
Очевидно 5 что Д1 и К К - величины не постоянные, меняются пропорционально углу отклонения электрода (ot) и зависят от угла (|) установки электрода относительно изделия
Сущность способа заключается в том, чтобы величину К К и следовательно величину ь 1 свести к нулю при отклонении электрода от нейтрали путем перемещения электрода к наплавляемой поверхности, а при возвращении электрода к нейтрали - путем перемещения электрода от упомянутой пове.р2 ности на ту же величину,,
29022
Этс достигается .тем, что в процессе маятникового отклонения электрода от не трального положения ему одновременно сообщают непрерывное продольное перемещение, пропорциональное углу отклонения.
При возрастании абсолютной величины угла Л упомянутое перемещение осу- Q ществляется в направлении сварки, а при уменьшении .этой величины - в противоположном направлении.
При отклонении электрода на его конец из точки К перемещается в точку К (фиг.З).
Для этого одновременно с маятниковым отклонением электрода относительно оси его колебания осуществляется непрерьшное продольное перемеще- Q ние электрода вдоль этой оси на величину К, и К.
В результате электрод совершает движение по траектории КК2( фиг.З), складьгоающееся из поперечного коле- бания и непрерьшного поступательного движения, пропорционального углу отклонения электрода, при этом в любой точке, лежащей на ней, вылет электрода сохраняется постоянным, т.е. 0 Д1 0.
При возвращении электрода к нейтральному положению электрод отодвигается от поверхности изделия по той же кривой, т.е. компенсируется вели- чина К. К, необходимая для сохранения вылета электрода.
Электрод за половину периода В совершает симметричные относительно нейтрали колебания, при этом опи- 0 санный цикл повторяется.
При однослойной наплавке после колебания электрода за половину периода в происходит шаговое перемещение вдоль шва на величину наплав- 5 ленного слоя (t ) и таким образом осуществляется формирование одного прохода,
П р и м е р. Выполняли наплавку усиления сварного шва. Технологически задан-J ные габариты усиления: высота h - 1 2 мм, ширина В - 84 мм
Угол наклона электрода к изделию 45° о Сварку выполняли электродной проволокой 0 1,2 мм марки Св07ХГСНЗМД в среде защитного газа. Сварочный ток 1 160 А, напряжение на дуге 11 17-18 В.
При амплитуде колебания электрода А 42 мм и длине горелки 277 мм
/ /////////////////
«о А
фа.1
фие.2
-У
s
фае.З
