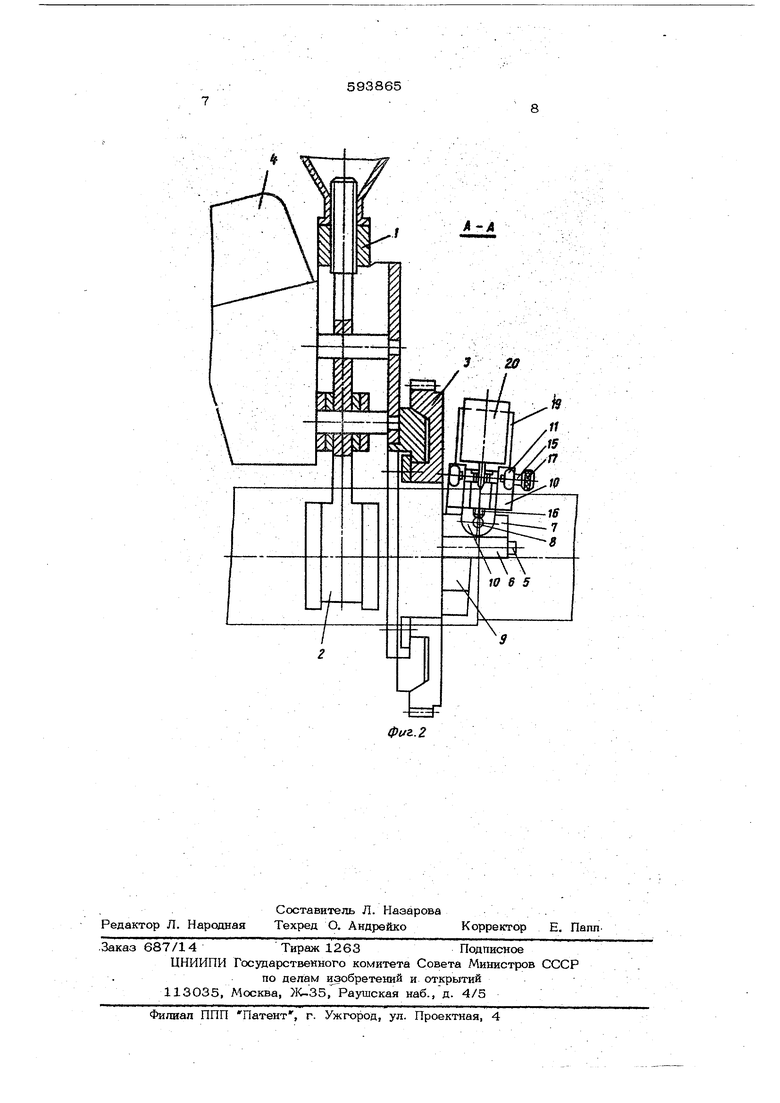
(54) АВТОМАТ ДЛЯ СВАРКИ НЕПОВОРОТНЬГХ СТЫКОВ ТРУБ мызь труб образуют на стыке разделку с прямым углом, а для качественной сварки необходимо горелку установить перпендику лярно к центру разделки, т.е. развернуть ее в плоскости, перпендикулярной к плоское ти стыка.- . Целью изобретения я)вляется повышение качества сварного шва путем повышения точности, ориентации горелки относительно стыка. Для этого автомат снабжен рътчаго, на котором закреплена горелка, шарн1нрно установленном на вилке, вилка: выполнена Г-об разной, ось крепления ее на двуплечем рыч ге расположена перпендикулярно к осн рыча га в плоскоста, параллельной плоскости пла шайбы и проходящей через горелки. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на 4мг. 1. В корпусе 1 установлен винто-рычажный зажим 2, планшайба 3 и привод 4. На план шайбе 3 перпенонкулярно к ней закреплена ось 5, на которой установлен подвижней двуплечий рычаг 6. На одном плече 7 рычага 6 размещена ось 8, расположенная перпендикулярно к оси 5. Другое плечо 9 рычага 6 подпружинено. На оси 8 подвижно установлена Г-образная вилка 10с роликами 11. Шлка 1О через сухари 12, 13, ось 14 и винты 15, 16 С рукоятками 17, 18 связана с рычагом 1 9, на котором закреплена горелка 20. УстрсАство устанавливают на трубе и закрепляют с помотцью механизма Зажима2.. Электрод выводят на сереаину стыка ДЛЕ вращают рукоятку 17 и -перемешают сухарь 13 по винту 15. При этом горелка 2О разворачивается относительно оси вията 16 и точно устанавливается на стык. Затем настраивают длину дуги, для чего вращают рукоятку 18 и перемещают горелку 2О вверх - вниз. Ролики 11 конта тируют с наружними поверхностями свариваемых труб, так как под действием пружины рычаг 6 вместе с вилкой 10 поворачивается на оси 5. Если трубы собраны с отклонениями в пределах допуска, например, одна труба ниже другой, то ролики 11 развернут вилку 10 вместе с горелкой 20 на оси 8. Затем включают привод и производят сварку. Устройство расширяет технологические возможности сварочных автоматов и повышает качество сварных соединений, собранных с доступными погрешностями. Формула изобретения Автомат для сварки неповоротных стыков труб, содержащий корпус с зажимным центрирующим механизмом, планшайбу, горелку и копир,вын6лненный в виде вилки с р ликами, шарнирно закрепленной на одном плече двуплечего рычага, в свою очередь шарнирно установленного на планшайбе, другое плечокоторого подпружинёно,-о т л к .Jfi а ю щ и й, с я тем, что, с целью повышения качества сварного шва путем повышения точности фиксации горелки относительно стыка ,он снабжен рычагом, на котором закреплена горелка, шаршрно установленном на врлке, вилка выполнена Г-образной, ось крепления ее на авуплечем рычаге расположена перпендикулярно к оси рычагив плоскости, параллельной плоскости планшайбы и проходящей через ось горелки. Источники информации, принятые во внимание при экспертизе: 1.Патент США № ЗО95501, кл. , 1968. 2.Авторское свидетельство Ns 338337, кл. В 23 К 9/30, 1970. 3.Авторское свидетельство № 421453, кл. В 23 К 9/12, 1972.
11
W
W
Фиг, 1
fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Автомат для сварки неповоротных стыков труб | 1980 |
|
SU944842A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU634884A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для дуговой сварки | 1973 |
|
SU561646A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU956201A1 |
| Автомат для сварки неповоротных стыков труб | 1981 |
|
SU1018832A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1972 |
|
SU338337A1 |
| Кулачок для механизма колебания сварочной горелки | 1976 |
|
SU677847A1 |