(21)4J98104/23-05
(22)19.02.87
(46) 30.07.88. Бнхп. № 28 (72) О.И.Квасенков, В.А.Татаркин, И.Р.Александрович, Б.А.Петров и С.В.Милов
(53)678.037(088.8)
(56)Авторское свидетельство СССР № 1127776, кл. В 29 С 45/04, 1984.
Авторское свидетельство СССР № 1288084, кл. В 29 В 7/54, 1985.
(54)иШЕКОВЫЙ Ш1АСТИКАТОР ДЛЯ ПЕРЕРАБОТКИ ТЕШОРЕАКТИВНЫХ МАТЕРИАЛОВ С ВОЛОКНИСТЫМ НАПОЛНИТЕЛЕМ
(57)Изобретение относится к области переработки пластмасс. Оно м.б. использовано в химической промьшшеннос- ти для пластикации и точного дозирования термореактивньк материалов с волокнистым наполнителем. Цель изобретения - повышение стабильности и надежности работы пластикатора. Для этого, в материальном вертикальном цилиндре расположена цилиндрическая секция шнека. В коническом загрузочном бункере размещена полая коническая секция-пшека. В зоне перехода конической части загрузочного бункера в цилиндрическую горловину вьшолнены продольные пазы переменной глубины с постоянной по длине паза площадью поперечного сечения. Глубина каждого паза выбрана уменьшающейся до нулевого значения в направлении выходного от- верстия. Ширина каждого паза выбрана увеличивающейся до соединения его со смежными пазами. При работе при колебаниях подачи материала в бункер пластификатора материал по продольным пазам движется без переуплотнения .-При повышении давления материала в нижней части бункера увеличивается его проскальзьшание в окружном направлении, относительно стенки бункера. Материал по продольным пазам движется ускоренно за счет их заполнения на .коническом участке загрузочного буя- рсера. Сопротивление движению на ци- Ьиндрической горловине отсутстует. Таким образом обеспечивается выравнивание давления материала в нижней части конического бункера и саморегулирование подачи материала при изменениях условий загрузки. 2 з.п. ф-лы. 4 ил.
с SS
(/
Изобретение относится к переработке пластических масс и может быть использовано в химической промьшшеннос ти для пластикации и точного дозиро-
ваяния термореактивных материалов с во1покнистьм наполнителем при их прессо|вании в изделия.
Цель изобретения - повьшение ста- би|пькости и надежности плас-
ти атора,
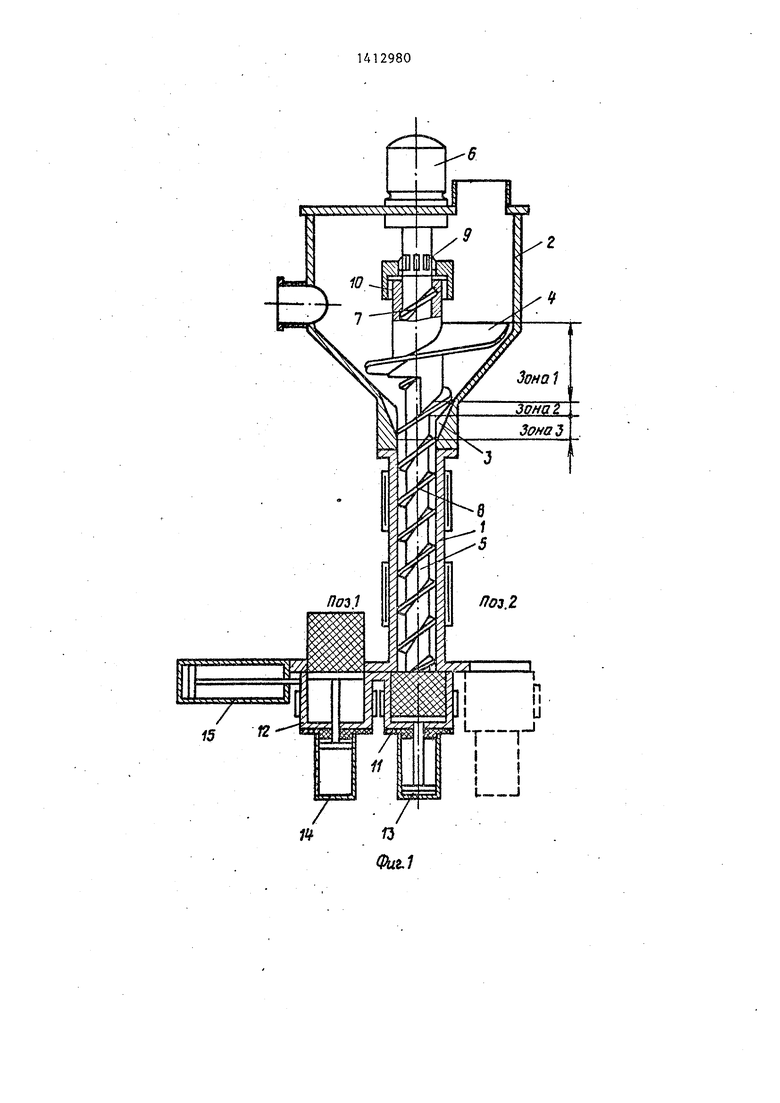
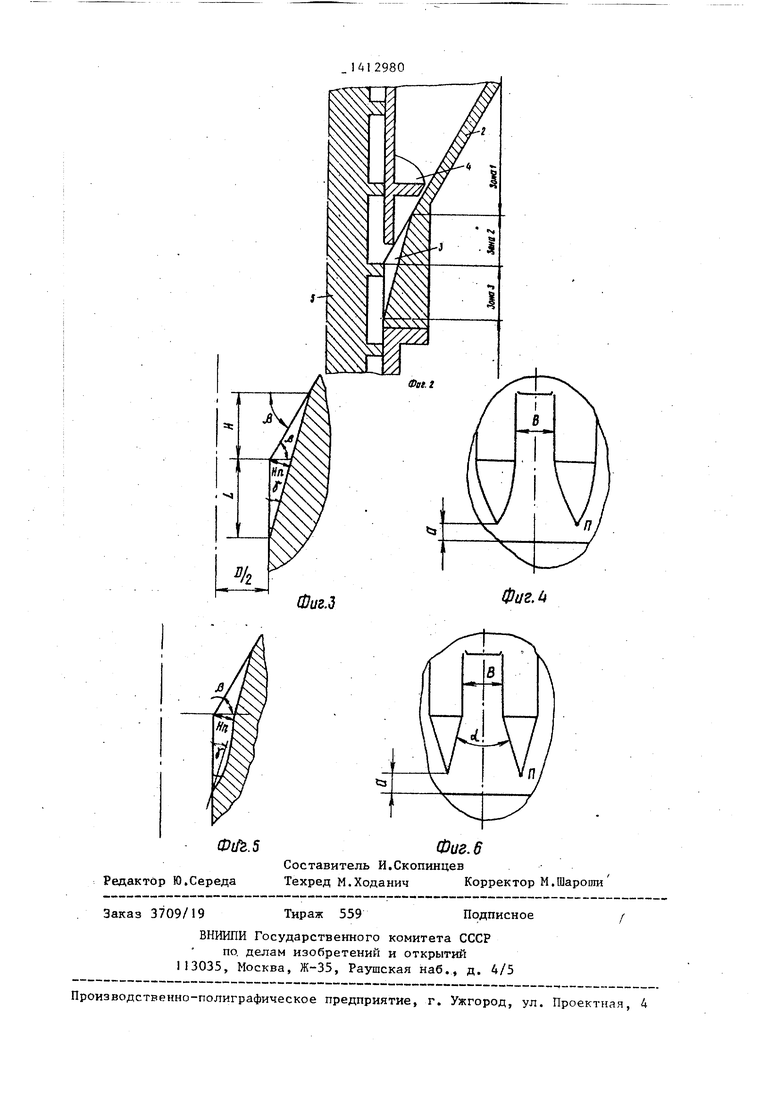
На фиг,1 схематично изображен пред ла аемый пластикатор; на фиг.2 - разрез зоны пазов; на фиг.З - схема пазов с характерными размерами.
Шнековый пластикатор содержит вер- ти ально расположенный материальный цириндр 1 с выходным отверстием, конический загрузочный бункер 2 с ци- ливдрической горловиной, по вн.утрен- не:14 поверхности которого в зоне перехода конической части в цилиндричес- Kyto горловину выполнены продольные пазы 3 переменной глубины, шнек с винтовой нарезкой, выполненный с по- лой усеченной конической, секцией ( и 1ЩЛиндрической секцией 5, связанный с Приводом 6 вращения. Цилиндрическая секция 5 смонтирована в матер и- цилиндре 1, а полая усеченная коническая секция 4 смонтирована в коническом загрузочном бункере 2 с возможностью ос евого перемещения относительно продольной -оси материального цилиндра I посредством винтовой нарезки 7, выполненной с профилей, соответствующим профилю винтовой нарезки 8 цилиндрической секции 5. IIoiiaH усеченная коническая секция 4 связана с цилиндрической секцией 5 посредством шлицевых соединений 9 и 10 с разным числом шлицев. Шнековый пластикатор также содержит приемные камеры 11 и 12 с ri-щроци- линдрами 13 и 14 противодавления,смон тированные на.выходе материального цилиндра 1 с возможностью возвратно- поступательного Движения в горизонтальной плоскости от гвдроцилшщра 15
Продольные пазы 3 вЬшолнены с по- стоянной по длине паза площадью поперечного., сечения на цилиндрической горловине, глубина каждого паза выбрана уменьшающейся до нулевого значения в направлении выходного отвер- стия, ширина каждого паза - увеличивающейся до соединения его со смежными пазами 3. пя обеспечения постоянства площади поперечного сечения
паза 3 на цилиндрической горловине ширина каждого паза 3 может быть выбрана нелинейно увеличивающейся, а глубина - линейно убывающей. Кроме того, глубина каткдого паза 3 может быть выбрана нелинейно уменьшающейся, а ширина - линейно увеличивающейся для обеспечения постоянства площади поперечного сечения паза 3 на цилиндрической горловине..
ШнековьЛ платикатор работает следующим образом,
Перерабатьшаемый материал с помощью какого-либо загрузочного устройства {не показано) подается в ко- шческий загрузочный бункер 2. Полая усеченная коническая секция 4 шнека захватывает материал (зона 1,фиг.1 и 2), и, вращаясь, перемещает его в зону расположения цилиндрической секции 5 шнека, В верхней части полой усеченной конической секции 4 шнека (зона. 1) частицы материала свободно перемещаются друг относительно друга и проскальзьшают относительно поверхности бункера 2.
В зоне начала продольных пазов 3 (зона 2, фиг.1 и 2) происходит зшлот- нение материала и заполнение-продольных пазов 3, при этом сцепление материала со стенкой конического загрузочного бункера 2 возрастает и он перемещается по направлению нарезки продольных пазов 3.
Выполнение продольных пазов 3 на цилиндрической горловине конического загрузочного бункера 2 (зона 3, фиг,1 и 2) с постоянной по их длине площадью поперечного сечения обеспечивает движение материала по продольным пазам 3 в этой зоне без переуплотнения. Чтобы избежать переуплотнения материала в продольных пазах 3, глубина каждого паза выбрана уменьшающейся до нулевого значения в направлении выходного отверстия, а ширина каждого паза увеличивающейся до соединения его со смежными пазами.На линии точек соединения пазов (фиг.З и 4), площадь поперечного сечения образовавшейся кольцевой канавки равна сумме площадей попе речных сечений всех пазов в любом месте на цилинд- рической горловине загрузочного бункера 2. Это обеспечивает выход материала из продольных пазов 3 без переуплотнения. На участке кольцевой канавки выходящий из П ЭОДОЛЬНЬЕС пазов 3 материал захватывается витка- ми вращающейся цилиндрической секции 5 шнека и транспортируется ею в материальный цилиндр 1.
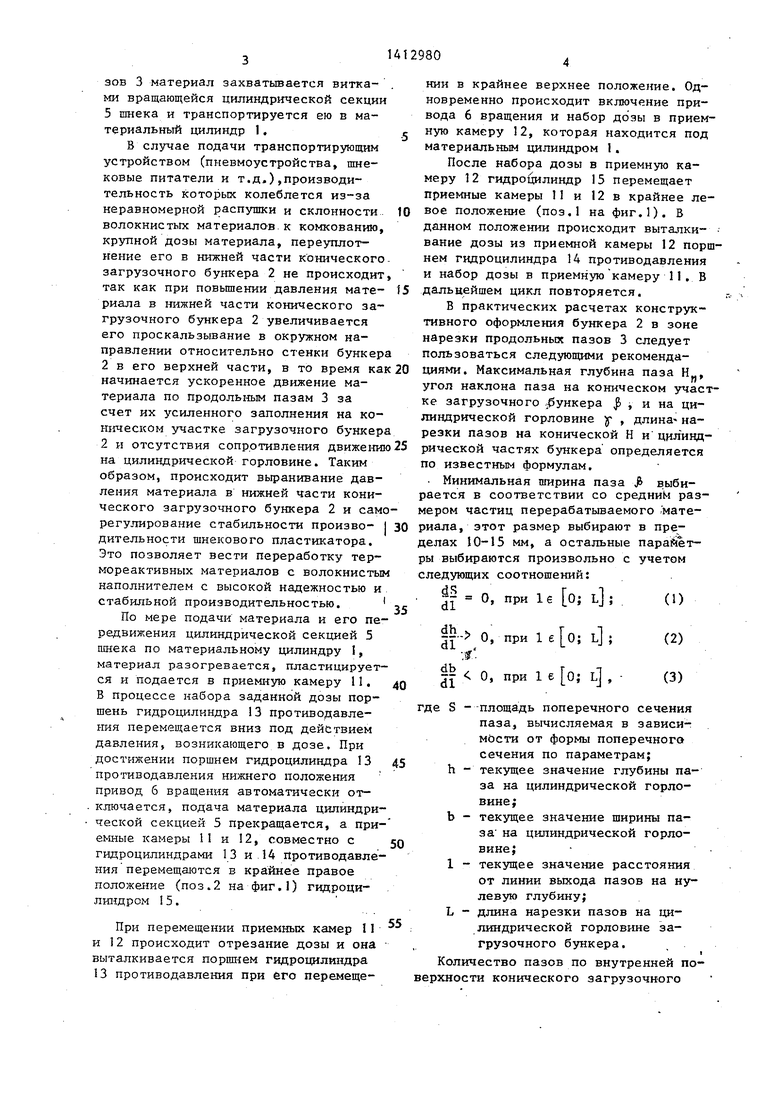
В слзгчае подачи транспортирующим устройством (пневмоустройства, шне- ковые питатели и т.д,),производительность которых колеблется из-за неравномерной распушки и склонности волокнистых материалов.к комкованию, крупной дозы материала, переуплотнение его в нижней части конического загрузочного бункера 2 не происходит так как при повьппении давления мате- риала в нижней части конического загрузочного бункера 2 увеличивается его проскальзывание в окружном направлении относительно стенки бункера 2 в его верхней части, в то время как начинается ускоренное движение материала по продольным пазам 3 за счет их усиленного заполнения на ко- шгческом участке загрузочного бункера 2 и отсутствия сопротивления движению на цилиндрической горловине. Таким образом, происходит вьфанивание давления материала в нижней части конического загрузочного бункера 2 и саморегулирование стабильности произво- дительнести шнекового пластикатора. Это позволяет вести переработку термореактивных материалов с волокнистым наполнителем с высокой надежностью и стабильной производительностью.
По мере подачи материала и его передвижения цилиндрической секцией 5 шнека по материальному цилиндру 1, материал разогревается, пластицирует- ся и подается в прием11ую камеру 11. В процессе набора заданной дозы поршень гидроцилиндра 13 противодавле- }шя перемещается вниз под действием давления, возникающего в дозе. При достижении поршнем гидроцилиндра 13 противодавления нижнего положения привод б вращения автоматически отключается, подача материала цилиндрической секцией 5 прекращается, а приe шыe камеры 11 и 12, совместно с гидроцилиндрами 13 и. 14 Противодавления перемещаются в крайнее правое положение (поз.2 на фиг.1) гидроци- лнндром 5.
При перемещении приемных камер 1 Г и 12 происходит отрезание дозы и она выталкивается поршнем гидроцилиндра 13 противодавления при его перемещении в крайнее верхнее положение. Одновременно происходит включение привода 6 вращения и набор дбзы в приемную камеру 12, которая находится под материальным цилиндром 1.
После набора дозы в приемную камеру 12 гидроЦилиндр 15 перемещает приемные камеры П и 12 в крайнее левое положение (поз.1 на фиг.1). В данном положении происходит выталки- вание дозы из приемной камеры 12 поршнем гидроцилиндра 14 противодавления и набор дозы в приемную камеру 11. В дальнейшем цикл повторяется.
В практических расчетах конструктивного оформления бункера 2 в зоне нарезки продольных пазов 3 следует пользоваться следующими рекомендациями. Максимальная глубина паза Н, угол наклона паза на коническом участке загрузочного ..бункера , и на цилиндрической горловине J- , длина- нарезки пазов на конической Н и циливд- рической частях бункера определяется по известным формулам.
. Минимальная ширина паза f выбирается в соответствии со средним размером частиц перерабатываемого . материала, этот размер выбирают в пределах 10-15 мм, а остальные парайет- ры выбираются произвольно с учетом следующих соотношений:
. j О, при 1е о; (1)
|j- О, при 1 (2)
-.f.. О, при 1 е о; L , - (3)
db dl
де S - -площадь поперечного сечения паза, вычисляемая в зависимости от формы поперечного сечения по параметрам;
h - текущее значение глубины паза на цилиндрической горловине;
b - текущее значение ширины паза на цилиндрической горловине;
1 - текущее значение расстояния от линии выхода пазов на нулевую глубину;
L - длина нарезки пазов на цилиндрической горловине загрузочного бункера. Количество пазов по внутренней поерхности конического загрузочного
Йукгкера 2 выбирается таким образом, что бы они соединялись с образованием кольцевой канавки, размер которой (рставляат не менее половины сред размера частиц перерабатываемо- to материала (для волокнита У2-301-0 этот размер составит 5-7 мм). Такой размер кольцевой канавки способствуе с1вободному выходу материала из па- зов (размер d на фиг.З и 4).
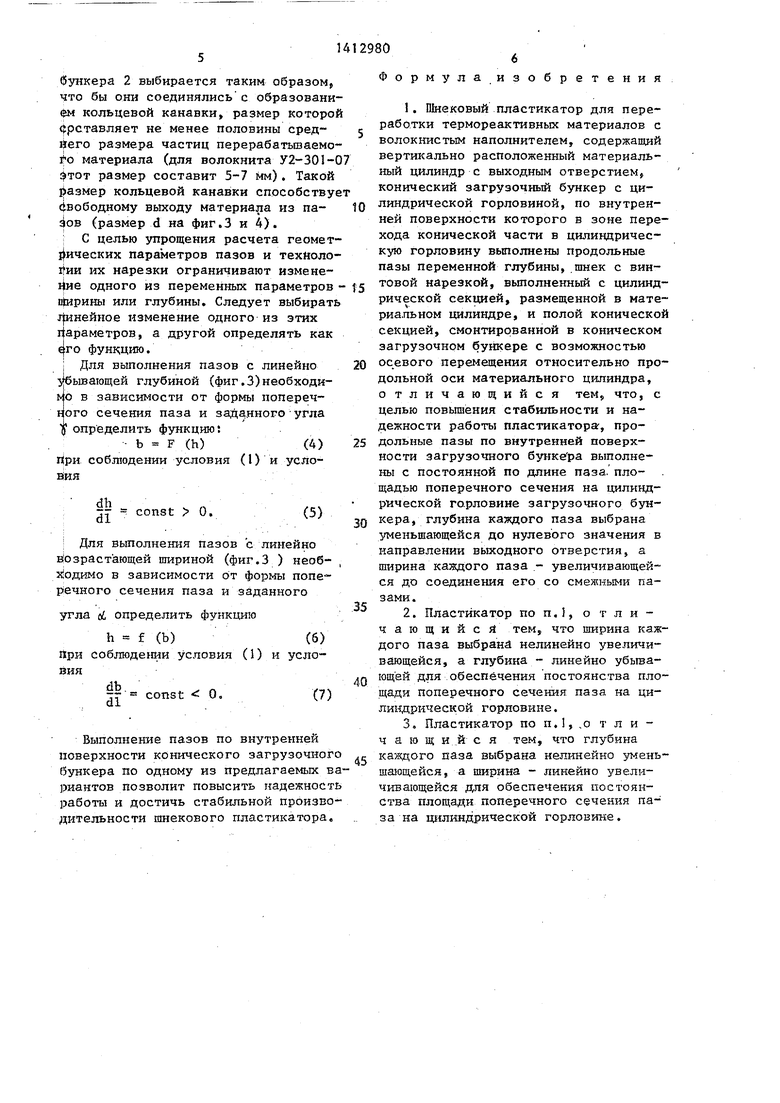
; С целью упрощения расчета геомет- 1 ических параметров пазов и техйоло- их нарезки ограничивают измене- Иие одного из переменных параметров - п|ирины или глубины. Следует выбирать тр нейное изменение одного из этих параметров, а другой определять как его функцию.
j Для выполнения пазов с линейно |бьшaющeй глубиной (фиг.З)необходимо в зависимости от формы поперечного сечения паза и заданного угла у определить функцию:
- b F (h)(4)
йри соблюдении условия (1) и усло- йия
const
0.
(5)
I Для выполнения пазов с линейно возрастающей шириной (фиг.З ) необходимо в зависимости от формы попе- р ечного сечения паза и заданного
об определить функцию
h f (Ь) соблюдении условия
(1)
db.
dl
const 0.
(б)
и усло(7)
Выполнение пазов по внутренней поверхности конического загрузочного бункера по одному из предлагаемых вариантов позволит повысить надежность работы и достичь стабильной производительности шнекового пластикатора.
j 0
s
20
25
30
35
40
45
Формулаизобретения
1.Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем, содержащий вертикально расположенный материальный цилиндр с выходным отверстием, конический загрузочный бункер с цилиндрической горловиной, по внутренней поверхности которого в зоне перехода конической части в цилиндрическую горловину выполнены продольные пазы переменной глубины,.шнек с винтовой нарезкой, выполненный с цилиндрической секцией, размещенной в материальном цилиндре, и полой конической секцией, смонтированной в коническом загрузочном бункере с возможностью осевого перемещения относительно продольной оси материального цилиндра, отличающийся тем, что, с целью повышения стабильности и надежности работы пластикатораг, продольные пазы по внутренней поверхности загрузочного бунке ра выполнены с постоянной по длине паза, площадью поперечного сечения на цилиндрической горловине загрузочного бункера, глубина каждого паза выбрана уменьшающейся до нулевого значения в направлении выходного отверстия, а ширина каждого паза.- увеличивающейся до соединения его со смежными пазами.
2.Пластикатор по п.1, о т л и - чающийся тем, что ширина каждого паза выбрана нелинейно увеличивающейся, а глубина - линейно убьгоа- ющей для обеспечения постоянства площади поперечного сечения паза на цилиндрической горловине.
3.Пластикатор по п.,,о т л и - ч а ю щ н.й с я тем, что глубина каждого паза выбрана нелинейно шшощейся, а ширина - линейно увеличивающейся для обеспечения постоянства площади поперечного сечения паза на шминдрической горловине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1512787A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1519909A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1537557A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1985 |
|
SU1288084A1 |
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1558690A2 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1500495A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1988 |
|
SU1512788A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1983 |
|
SU1127776A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |