Недостатками известных устройств для обезжиривания деталей являются: малая степень загрузки общего объема барабанов, отсутствио возможности бункерной загрузки деталей в барабаны и одновременной промывки деталей, различных по материалам и конфигурации.
Предлагаемое устройство для одиоврсменного обезжиривания стальных и латунных деталей ие имеет указанных недостатков и позволяет увеличить производительность и облегчить условия ручного трудк Для этого в устройстве применены съемные миогосекционные барабаны многогранной формы, замкнутые по архимедовой спирали, и механизм погружения их в промывочные ванны.
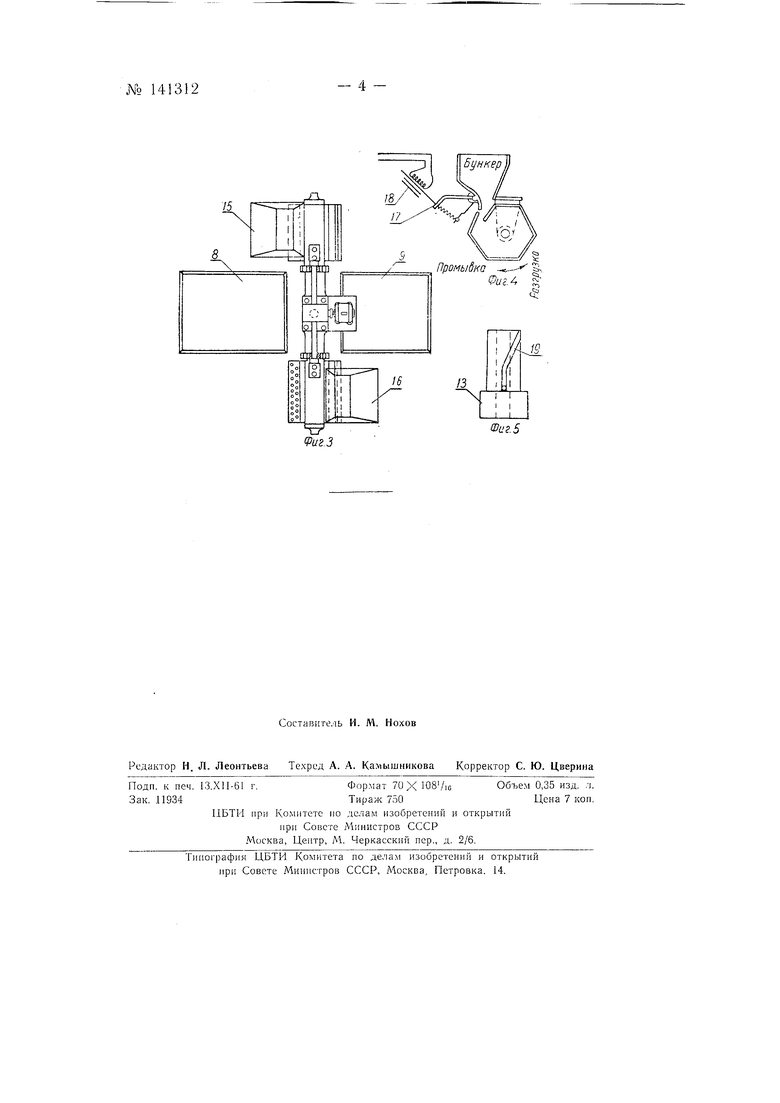
На фиг. 1 и 2 показано предлагаемое устройство, общий вид; на фиг. 3-то же, вид сверху, в положении, когда барабаны подняты из ванны; на фиг. 4 - положение барабана в момент загрузки его деталями; на фиг. 5 - втулка со спиральным пазом.
Барабаны / и 2 подвешены на одной общей консоли 3, закрепленной на подъемном винте (или щтоке) 4. Каждый барабан имеет опоры - опору 5 с одного конца барабана и редуктор с набором промежуточных щестерен с другого конца барабана. Шестерня 7 являет:л ведущей шестерней вращения барабанов через промежуточные шестерни редукторов 6. Наличие промежуточных шестерен в редукторе дают возможность отодвинуть барабан / и 2 от общей консоли погрузпгь их в раствор ванн 8 и 9.
Вращение барабанов осуидествляется через червячный редуктор 10. вращаемый электродвигателем мощностью 0,5 кет. Концы вала. на которые насажены шестерни 7, поддерживаются кронштейнами //, закрепленными на консоли 3. Для опускания барабанов в раствор ванн приводится во врашение червячная шестерня 12 (по часовой стрелке) и консоль 3 опускается до нужного уровня. В ванне 5 находится раствор для
№ 141312- 2 -промывки стальных деталей, в ванне 9 - для латунных. Для разгрузки барабанов после окончания промывки шестерня 12 вращается в обратном нанравлении, против часовой стрелки. Винт 4, вывинчиваясь 13 шестерни 12, поднимает консоль 5 до нужной высоты. Для отвода барабанов в сторону нри их разгрузке на втулке 13 сделан спиральный па. В паз вставлена шпилька М, соединенная с винтом 4- Шпилька, скользя по пазу, осуш.ествляет поворот консоли 3 на 90°, причем поворот происходит только тогда, когда барабаны поднимутся выше бортов ванны.
При окончании поворота барабаны / и 2 подводятся под бункеры /5 и 16. У бункера заслонка 17 открыта за счет включения соленоида 18. Когда определенное количество деталей выйдет из бункера соленоид 18 выключается, и пружина заслонки 77 закроет выходное отверстие бункера - загрузка прекращается. После этого включается электродвигатель, вращающий червяк червячной шестерни 12, и винт 4 опускается вниз. иЛнилька 14 скользит по пазу 19 втулки 13, поворачивает барабаны над ваннами, после чего они опускаются в раствор ванн, и цикл повторяется.
Предложенное устройство является промышленно полезным, так как позволяет применять быстросменные барабаны без крышек, а также опускать барабаны с изделиями в раствор ниже уровня жирового слоя, появляющегося на новерхности раствора во время промывки деталей, что позволяет значительно увеличить производительность.
Предмет изобретения
Устройство для одновременного обезжиривания стальных и латунных деталей, состоящее из двух подвешенных на одной общей консоли барабанов и двух промывочных ванн, отличающееся тем, что, с целью увеличения производительности и облегчения условий ручного труда, применены съемные многосекционные барабаны многогранной формы, замкнутые по архимедовой спирали, и .механизм погружения их е промывочные ванны.
/5
Шаг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия химической и электрохимической обработки деталей | 1960 |
|
SU133725A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1997 |
|
RU2123071C1 |
| Автооператор для нанесения гальванических покрытий | 1990 |
|
SU1838456A3 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| Устройство для очистки аккумуляторов | 1973 |
|
SU466578A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ И ТЕХНОХИМИЧЕСКОЙ ОБРАБОТКИ | 2001 |
|
RU2212477C2 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Устройство для многоцветной печати на тканях | 1987 |
|
SU1630912A1 |
| Установка для очистки и сушки деталей | 1990 |
|
SU1831378A3 |
| Устройство для жидкостной обработки деталей | 1989 |
|
SU1678915A1 |