Изобретение относится к устройствам для нанесения электролитических покрытий на мелкие детали в барабанах.
Целью изобретения является повышение производительности.
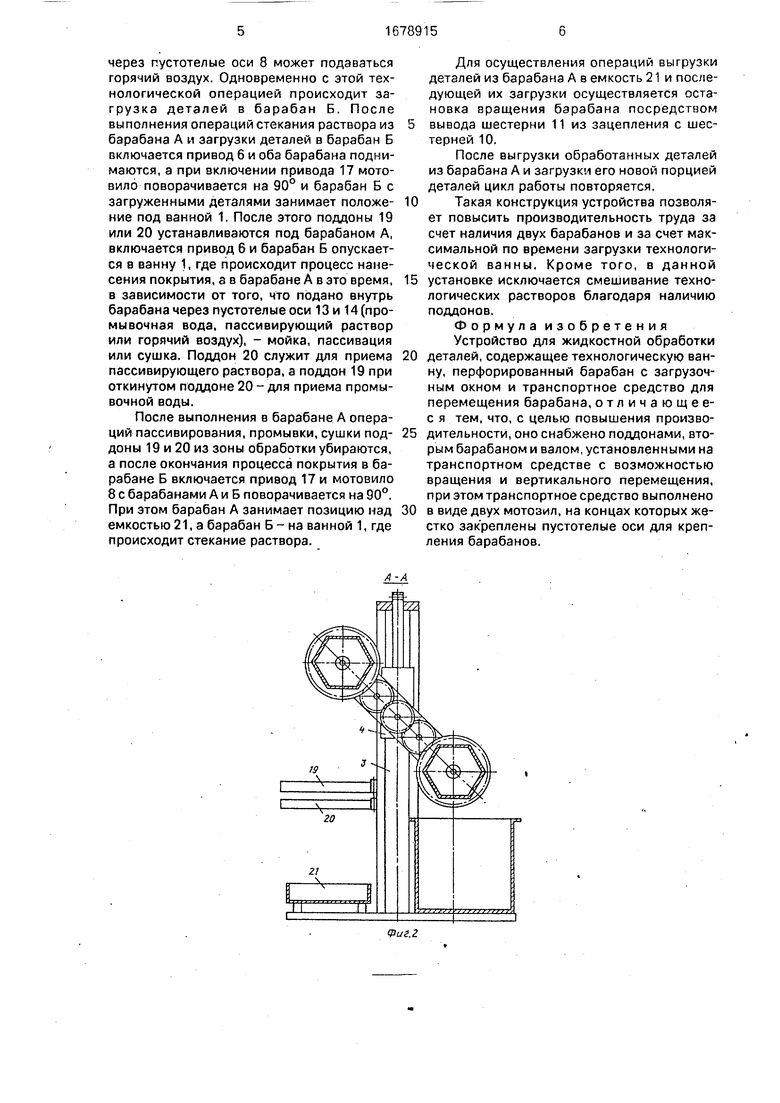
На фиг.1 показано устройство, общий вид; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - последовательность выполнения технологических операций.
Устройство содержит технологическую ванну 1 и стойку 2 с прорезями 3, в которых установлены ползуны А, подвешенные на гибких тягах 5, кинематически связанных с приводом 6 перемещения ползунов 4 в прорезях 3 стоек 2.
В ползунах 4 установлены мотовила 7, на конце которых закреплены пустотелые оси 8 вращения перфорированных барабанов А и Б, через которые в соответствии с технологическим процессом могут подаваться горячий воздух, пассивирующий раствор или промывочная вода.
Внутри мотовила 7 помещен вал 9 с ведомой шестерней 10, соединенной с паразитными шестернями 11 и 12, насаженными на оси 13 и 14 с возможностью скольжения по оси и выхода из зацепления с ведомой шестерней 10. Шестерня 11 входит в зацепление с шестерней 15, закрепленной на барабане А, а шестерня 12 - с шестерней 16, закрепленной на барабане Б.
На ползунах 4 закреплены привод 17 для вращения мотовила 7 и привод 18 для вращения ведомой шестерни 10, кинематически связанной с барабанами А и Б.
Спереди ванны 1 к стойкам 2 прикреплены поворотные поддоны 19 и 20, которые при помощи гибких шлангов могут соединяться с канализацией, системой очистки или системой регенерации растворов.
Внизу под поворотными поддонами 19 и 20 установлена емкость 21 для деталей,
которые выгружаются из барабана А или Б. Подача воды, растворов для пассивации или горячего воздуха осуществляется через пустотелые оси 8 мотовила 7 в положении IV в барабан Бив положении VIII в
барабан А. Токоподвод к барабанам осуществляется известными устройствами по гибкому кабелю через каналы в мотовиле 7 и оси 8.
Устройство работает следующим образом.
В исходном положении барабан А находится в нижнем положении над емкостью 21, а барабан Б - над процессной ванной 1, детали загружаются в барабан А, Включается привод 6 и ползуны 4 поднимаются в верхнее положение. После этого включается привод 17 и мотовила 7 с барабанами А и Б осуществляют поворот на 90°, т.е. барабан А останавливается над ванной, а барабан Б
- над емкостью 21 в верхнем положении. Включается привод 6 и ползуны 4 опускаются в нижнее положение. Включается привод 18 вращения и при помощи шестерни 11 включается вращение барабана А в ванне 1,
происходит нанесение покрытия. Так как шестерня 11 выведена из зацепления с шестерней 10, барабан Б в этом положении не вращается.
После нанесения покрытия в барабане
А поддоны 19 и 20 откидываются, включается привод 17 вращения мотовила 7, и оно поворачивается на 90°. Барабан А поднимается над процессной ванной 1 для стекания раствора в ванну. В это время в барабан А
через пустотелые оси 8 может подаваться горячий воздух. Одновременно с этой технологической операцией происходит загрузка деталей в барабан Б. После выполнения операций стекания раствора из барабана А и загрузки деталей в барабан Б включается привод б и оба барабана поднимаются, а при включении привода 17 мотовило поворачивается на 90° и барабан Б с загруженными деталями занимает положе- ние под ванной 1. После этого поддоны 19 или 20 устанавливаются под барабаном А, включается привод 6 и барабан Б опускается в ванну 1, где происходит процесс нанесения покрытия, а в барабане А в это время, в зависимости от того, что подано внутрь барабана через пустотелые оси 13 и 14 (промывочная вода, пассивирующий раствор или горячий воздух), - мойка, пассивация или сушка. Поддон 20 служит для приема пассивирующего раствора, а поддон 19 при откинутом поддоне 20 - для приема промывочной воды.
После выполнения в барабане А операций пассивирования, промывки, сушки под- доны 19 и 20 из зоны обработки убираются, а после окончания процесса покрытия в барабане Б включается привод 17 и мотовило 8 с барабанами А и Б поворачивается на 90°. При этом барабан А занимает позицию над емкостью21, а барабан Б- на ванной 1, где происходит стекание раствора.
Для осуществления операций выгрузки деталей из барабана А в емкость 21 и последующей их загрузки осуществляется остановка вращения барабана посредством вывода шестерни 11 из зацепления с шестерней 10.
После выгрузки обработанных деталей из барабана А и загрузки его новой порцией деталей цикл работы повторяется.
Такая конструкция устройства позволяет повысить производительность труда за счет наличия двух барабанов и за счет максимальной по времени загрузки технологической ванны. Кроме того, в данной установке исключается смешивание технологических растворов благодаря наличию поддонов.
Формула изобретения
Устройство для жидкостной обработки деталей, содержащее технологическую ванну, перфорированный барабан с загрузочным окном и транспортное средство для перемещения барабана, отличающее- с я тем, что, с целью повышения производительности, оно снабжено поддонами, вторым барабаном и валом, установленными на транспортном средстве с возможностью вращения и вертикального перемещения, при этом транспортное средство выполнено в виде двух мотозил, на концах которых жестко закреплены пустотелые оси для крепления барабанов.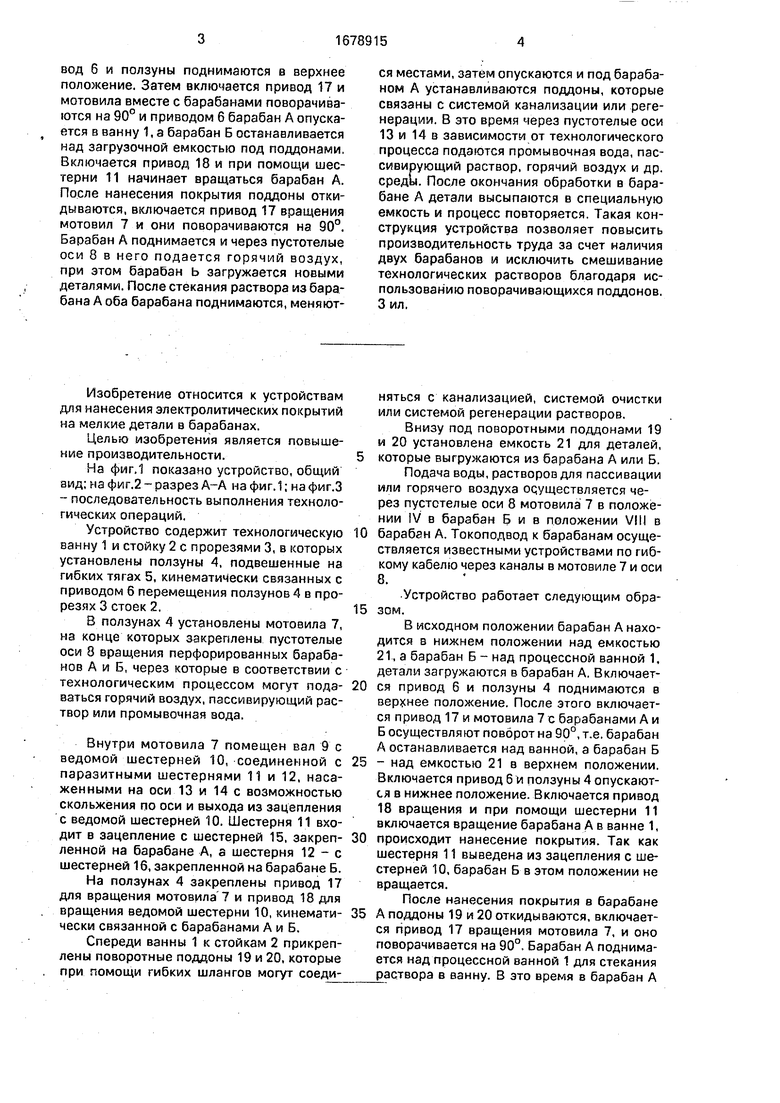
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для жидкостной обработки деталей | 1990 |
|
SU1820923A3 |
| ЛИНИЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ И БАРАБАН ДЛЯ НЕЕ | 2013 |
|
RU2544723C1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РАЗМЕЩАЕМЫХ В ПЕРФОРИРОВАННЫХ БАРАБАНАХ | 2002 |
|
RU2216610C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Установка для нанесения химико-механических покрытий | 1987 |
|
SU1497292A1 |
| СПОСОБ БЕССТОЧНОЙ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ОЧИСТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, РАЗМЕЩАЕМЫХ В ПЕРФОРИРОВАННЫХ БАРАБАНАХ | 2010 |
|
RU2464364C2 |
| Установка для очистки деталей | 1980 |
|
SU995906A1 |
| Установка для гальванической и химической обработки изделий | 1989 |
|
SU1794114A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКИХ И ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 2008 |
|
RU2379382C2 |
Изобретение относится к устройствам для нанесения электролитических покрытий в барабанах. Цель - повышение производительности. Устройство для гальванической и химической обработки изделий содержит ванну 1, стойку 2, ползуны, подвешенные на гибких тягах 5, связанных с приводом 6. В ползунах установлены мотовила 7 с пустотелыми осями 8 для барабанов. Мотовила 7 помещены на вал 9 с ведомой шестерней 10. После загрузки барабана включается при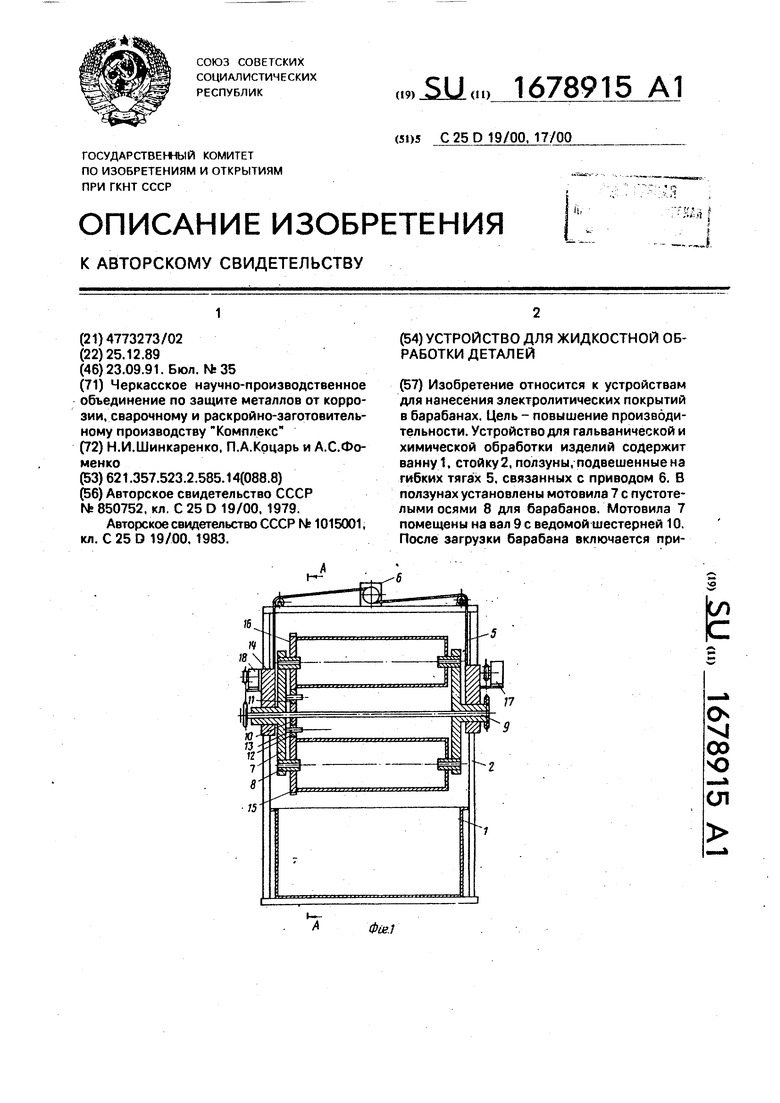
19 ч
го
21
| Электролит для осаждения по-КРыТий HA OCHOBE МЕди | 1979 |
|
SU850752A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Автоматическая линия для гальванической обработки изделий | 1981 |
|
SU1015001A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
