(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Нетканый холстопрошивной материал и узел вязания вязально-прошивной машины для его изготовления | 1989 |
|
SU1744153A1 |
| Способ изготовления ворсового материала и вязально-прошивная машина для его осуществления | 1983 |
|
SU1133318A1 |
| Вязально-прошивная машина | 1978 |
|
SU715665A1 |
| Нетканый вязально-прошивной материал и узел вязания к вязально-прошивной машине для его изготовления | 1989 |
|
SU1680835A1 |
| Способ изготовления ворсового вязально-прошивного материала и вязально-прошивная машина для его осуществления | 1979 |
|
SU870522A1 |
| Узел вязания к вязально-прошивной машине | 1983 |
|
SU1270187A1 |
| Узел вязания вязально-прошивной машины | 1988 |
|
SU1601238A1 |
| Узел вязания вязально-прошивной машины | 1989 |
|
SU1715903A1 |
| Вязально-прошивной нетканый материал | 1980 |
|
SU937565A1 |
| Многоигольная вязально-прошивная машина | 1977 |
|
SU1303640A1 |

Изобретение отно.сится к текстильной промышленности и позволяет получить хол- стопрошивные неткань е полотна повышенной поверхностной плотности, снизить нагрузки на иглы, сократить технологический процесс за счет формирования волокнистого холста непосредственно в зоне петлеобразования, повысив этим производительность. Движковые иглы вязально-прошивной .машины осуш,ествляют прокол одинарного волокнистого слоя. Формирование холста происходит методом непрерывной подачи волокнистого слоя на стержни игл в зоне, ограниченной отбойными и противодействующими платинами, в течение всего процесса петлеобразования. При формировании волокнистого холста прочес подают в зону вязания, уплотняют и укладывают с помош.ью уплотнительного средства периодического действия непосредственно на стержнях движковых игл. 4 ил. S
4ik
со
05 СЛ
Изобретение относится к текстильной промышленности, в частности к производ- ству холстопрошивных нетканых полотен на вязально-прошивных машинах с движковыми иглами.
Цель изобретения - повышение производительности путем снижения нагрузки на движковые иглы и сокращение процесса при одновременном повышении плотности материала.
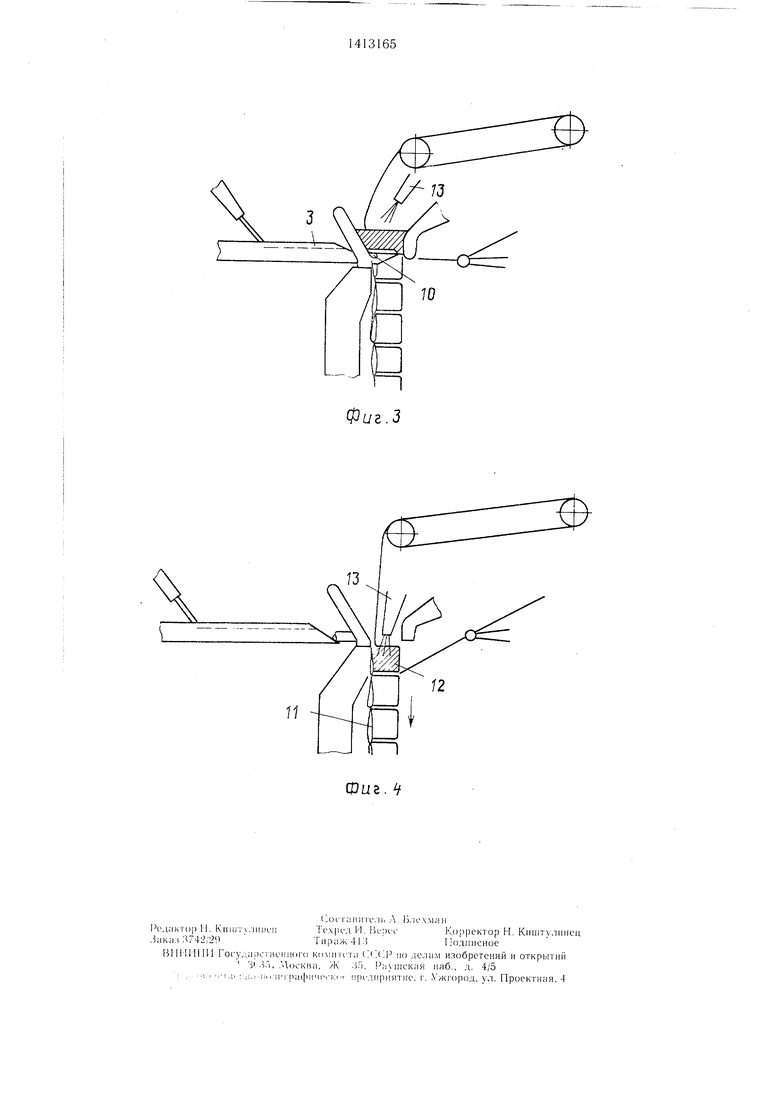
На фиг. 1-4 дана схема осуш.ествле- ния операций по предлагаемому способу.
Сущность изобретения состоит в том, что волокнистый холст формируют путем сгущения и укладки прочеса с помощью периодически действующего уплотнительного средства непосредственно на стержнях движковых игл при непрерывной подаче прочеса в зону вязания со скоростью, превышающей скорость оттяжки готового материала нз этой зоны, а оттяжку осуществляют на величину, равную высоте волокнистого слоя, формируемого на стержнях движковых игл. Волокнистый холст, формируемый на стержнях движковых игл, дополнительно уплотняют средством периодического действия, например посредством щетки.
Согласно предлагае.мому способу волокнистый слой 1 с чесальной машины подают транспортером 2 непосредственно в зону вязания вязально-прошивной машины. Движковые иглы 3 с движками 4 из крайне заднего положения осуществляют прокол одинарного волокнистого слоя, причем противодействующие платины 5 находятся в положении I, отвечающем минимальному зазору между отбойными и противодействующими платинами. Л 1инимальная величина зазора определяет толщину вырабатываемого полотна.
В момент нанесения проп1ивной нити б в крючок движковой иглы 3 ушковыми иглами 7 в результате непрерывной подачи волокнистого слоя 1 происходит на стержнях движковых игл формирование волокнистого холста 8 в зоне вяз,ания, ограниченной отбойными 9 и противодействующими 5 платинами, которые устанавливают в положение II, соответствующене максимальному зазору. В процессе формирования проп ивной петли 10 движковые иглы 3 занимают крайне левое (заднее) положение, причем формирование волокнистого холста на стержнях игл продолжается.
В заключительной фазе гтетлеобразова- ния происходит сброс старой 11ет.ли 11, оттяжка 1 отового полотна 12. Flpii это.м про- тиводействуюпше платины 5 возвращаются в положение 1. Оттяжку готового полотна осуществляют на величину голщины сформирован fioro холста.
Формирование Bo.ii() хо,1ста 8 i-; его подачу для проБязыьаиия i; мо. оттяжки скрепленного полотна о.-уп1ествля1от с помопгью периодически .,. аствующего уп- лотнителы О1 0 средства 3, например щеткой
Пример 1. Волокнистый слой из смеси вискозных и лавсановых волокон линейной плотности 0,3 текс, длиной резки 65- 100 мм, поверхностной плотности 22 г/м непрерывно подают в зону вязания вязаль- но-пропшвной машины со скоростью, в 10 раз превыщающей линейную скорость выпуска готового полотна. Г1ри следующих параметрах заправки машины: количество гребенок 2, класс прощива 10, длина стеж ка 1,4 мм, частота вращения главого вала 800 , получают холстопрошивное полотно поверхностной плотности 400 г/м. В качестве пр01пивной нити используют полиамидную комплексную нить 15,6 текс. Ско рость подачи волокнистого слоя регулируют частотой вращения съемного барабана чесальной .. Холстопроп ивное полотно повышенной поверхностной плотности используют в качестве основ искусственной кожи без дополнительного дуб лирова0 ния.
Пример 2. Волокнистый слой из хлопковых волокон I--1I сорта поверхностной плотности 22 г/м непрерывно подают в зону вязания машины со скоростью, в 15 раз превышающей линейную скорость выпуска готового полотна. При переработке на вязально- прошивной машине получают холстопрошивное полотно поверхностной плотности 600 г/м Холстопрошивное полотно используют в качестве основ искусственной кожи для голенищ сапог.
Пример 3. Волокнистый слой из хлопковых волокон 1-II сорта поверхностной плотности 30 г/м непрерывно подают в зону вязания машины со скоростью, в 15 раз превы- п;ающей скорость выпуска готового полотна.
г При переработке на вязально-прощивной машине получают холстопрошивное полотно поверхностной плотности 800 г/м.
Предлагаемый способ дает возможность исклюгчить процесс предварительного холсто- образования и снизить неровноту холста,
0 возникающую, в результате послойной укладки прочеса, значительно повысить диапазон нлот15ости вырабатываемых полотен, снизить нагрузку на органы петлеобразования а также поломки движковых игл и связан- , ные с ними простои технологического оборудования. Выработка холстопрошивных полотен высокой поверхностной плот1 ости позволяет повысить производительность обору- двания.
5
0
50
Формула изобретения
Способ изготовления вязально-прошив- ного материала, при котором формируют юлокнистый холст из прочеса, который, подают в зону вязания вязально-прошивной пашины, скрепляют прошивными нитями трикотажным переплетением движковыми иглами с последующей оттяжкой сформирован- Hoi o материала, отличающийся тем, что, с 1елью повышепия производительности путем
3
снижения нагрузки на движковые иглы и сокращения процесса при одновременном повышении плотности материала при формировании волокнистого холста, слой прочеса укладывают и уплотняют уплотнитель- ным средством периодического действия непосредственно на стержнях движковых игл
при этом подачу прочеса в зону вязания осуществляют со скоростью, превып1ающей скорость оттяжки сформированного материала, а оттяжку сформированного материала осуществляют на величину, равную толп1ине волокнистого слоя, формируемого на стержнях движковых игл.
Фиг. /
фиг.2
Фиг.З
| Перепелкина М | |||
| Д | |||
| и др | |||
| Механическая технология производства нетканых материалов | |||
| М.: Легкая индустрия, 1973, с | |||
| УСТРОЙСТВО ПАРОПЕРЕГРЕВАТЕЛЯ | 1920 |
|
SU295A1 |
