Штамп С клиновиднььми разъемными матрицами для штамиовки, например, шарнирных валиков с двумя головками, известен. Однако им можно штамповать лишь одну головку шарнирного валика. Высадка двух головок шарнирного валика производится за две операции.
В предложенной конструкции штампа для штамповки шарнирного валика с двумя головками матрицы подпружинены в клиновидных ползунах, несуших пуансон. Несуший пуансон взаимодействует с матрицей для воздействия ири работе ударяющего пуансона, чем достигается высадка валика с двумя головками за один удар.
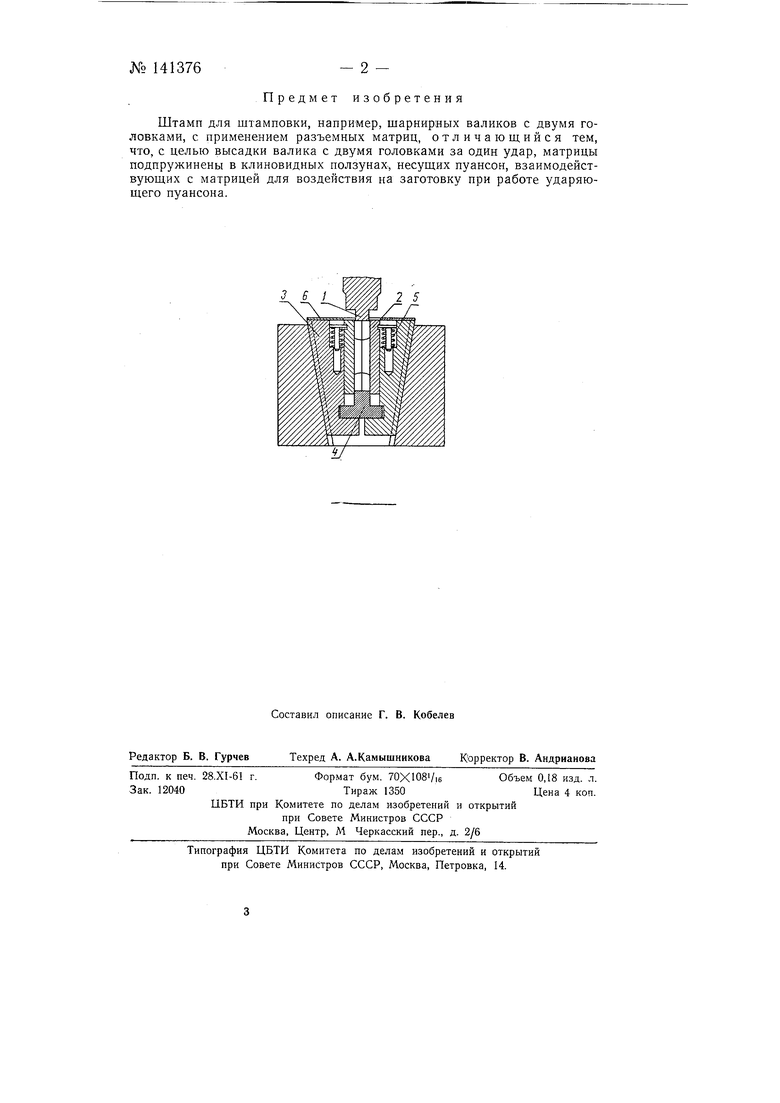
На чертеже изображена схема предложенного штампа в разрезе (в момент начала пластической деформации).
Под действием ударяюшего пуансона / заготовка начинает деформироваться. Пуансон своими упорными выступами давит на подвижные разъемные матрицы 2, которые перемещаются в клиновидных ползунах 3 до тех пор, пока подвешенный пуансон 4 не ограничит их перемещение. В этом положении окончательно оформляются обе головки шарнирного валика. При обратном движении клиновидные ползуны с матрицами раздвигаются по своим направляющим, а подвешенный пуансон 4, также по своим направляющим движется строго вертикально вверх, отрывая от матриц отштампованный шарнирный валик. Подвижные матрицы 2 под действием пружин 5 поднимаются до упорных пластиьг 6 в первоначальное положение.
Испытания предложенной конструкции штампа для высадки двух головок шарнирного валика за одну операцию производились на одном из заводов СССР. Штамповка осуществлялась на фрикционном прессе мощностью 60 г в течение 2 час. Было отщтамповано 90 кг щарнирных валиков. Отщтампованные валики были подвергнуты галтовке в течение 20 мин. Промеры размеров отщтампованных 100 валиков показали, что все они соответствуют размерам чертежа и техническим условиям завода
9
ЛЬ 141376
Предмет изобретения
Штамп для штамповки, например, шарнирных валиков с двумя головками, с применением разъемных матриц, отличаю шийся тем, что, с целью высадки валика с двумя головками за один удар, матрицы подпружинены в клиновидных ползунах, несущих пуансон, взаимодействующих с матрицей для воздействия на заготовку при работе ударяющего пуансона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки деталей | 1981 |
|
SU984611A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для высадки | 1980 |
|
SU940992A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Устройство для высадки трубчатых заготовок | 1986 |
|
SU1393518A1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| Разъемная пресс-форма для двухстороннего прессования металлокерамических изделий из порошков | 1961 |
|
SU150532A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
2 5
