(54) ШТАМП ДЛЯ ВЫСАДКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ ГОЛОВОК НА СТЕРЖНЯХ | 1973 |
|
SU368922A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Штамп для высадки утолщений наСТЕРжНяХ" | 1979 |
|
SU812404A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ, ИМЕЮЩИХ РЕБОРДЫ | 1970 |
|
SU274620A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Поворотный штамп | 1981 |
|
SU986566A1 |
| Автоматическая линия для изготовления деталей зонтичных каркасов из проволоки | 1983 |
|
SU1296271A1 |
| Устройство для высадки | 1981 |
|
SU996027A1 |
| Автомат для высадки | 1972 |
|
SU471944A1 |

Изобретение относится к области кузнечно-прессового оборудования и .может быть использовано ири высадке деталей.
Известен штамп для высадки деталей, содержащий плиту, установленный на ней в опорах поворотный .вокруг оси матричный блок с диаметрально противоположно раз1мещенны1ми матрицами с выталкивателями, а также смонтированный на ползуне пуансон 1.
Недостатком такого штампа является малая жесткость из-за того, что усилие штамповки воспринимается подшипниками, в которых установлен поворотный матрвчный 1блок, и эти усилия должны быть ограии1чены, что приводит к ограниченному применению таких штампов.
Целью изобретен-ия является расширение функциональных возможностей устройства за счет повышения жесткости его конструкции.
Цель достигается за счет того, что в штампе для высадки деталей, содержашем плиту, установленный на ней в опорах поворотный вокруг оси матричный блок с диаметрально противоположно размешенными матрицами с выталкивателем, а также смонтированный на ползуне пуансон, снабжен смонтированными на плите рессорсм, упираюш;имися в м,атричный блок, а
также размешенным внутри матричного блока соосно с иим кулачковым валам, воздействуюшпм на выталкиватели матриц, установленным в смонтированных на 5 станине направляющих с возможностью возвратно-поступательного перемещения совместно с .матричным блоком и имеющим квадратные концевые хвостовики, исключающие поворот его вокруг своей оси.
10
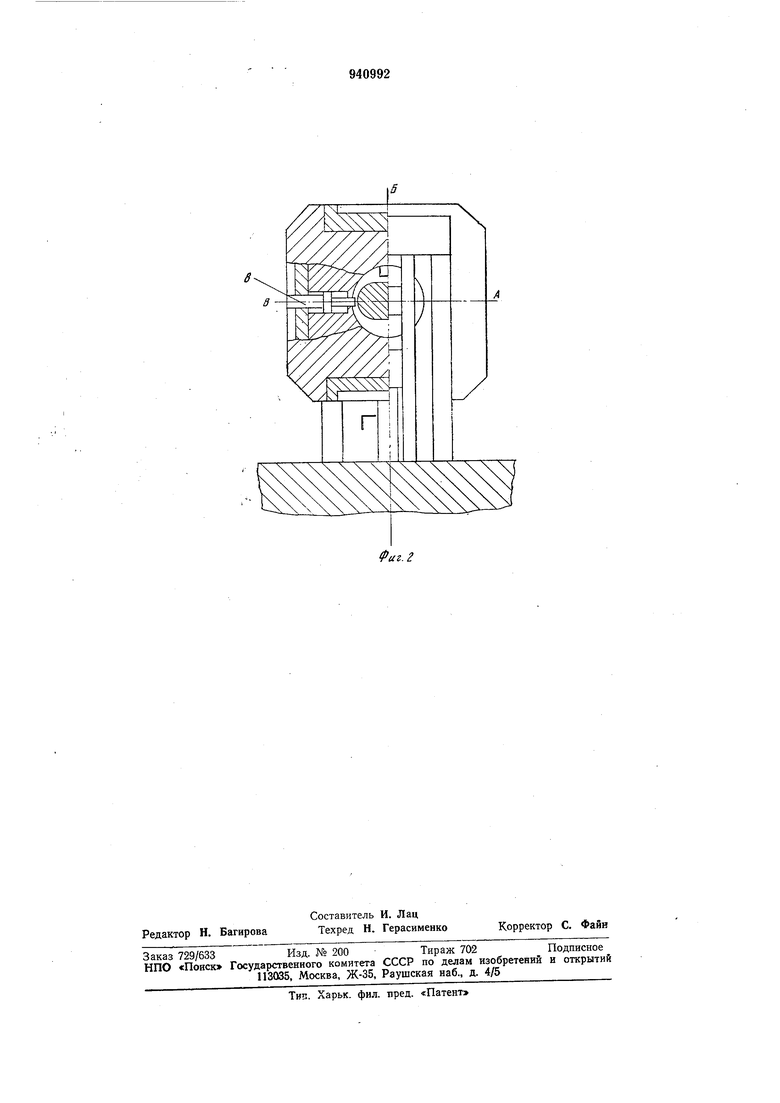
На фиг, 1 показан предлагаемый щтамп, вид сбоку; на фиг. 2 - то же, вид сбоку.
Штамп состоит из плиты 1, на которой 15 жестко закреплены опоры 2, в направляющих которых установлены подшипники 3, свободно перемещающиеся в них по вертикали, что обеспечивает корпусу матричного блока 4, который осЯ|Ми установлен в
20 них, возможность в крайнем верхнем положении свободно поворачиваться вокруг оси, а в крайнем нижнем положении жестко опираться на плиту 1. Для поддержания корпуса матричного блока 4 в крайнем верх25нем положении на плите 1 установлены рессоры 5, обеспечивающие при своем сжатии жесткое опирание корпуса матричного блока 4 на плиту 1. В корпусе .матричного блока 4 диаметрально противоположно установлены матрицы б, в которых :в положении Б происходит штампр1Вка заготовки 7. Для выталкивания отштампованных деталей на поз-идни В в (Матрицах 6 установлены выталкиватели 8 (фиг. 2), которые . взаИ|Модействуют с кулачковым .валом 9, установленным соосно с корпусам матричного блока 4 в П01дши1пииках 10, обеспечивающих поворот корпуса матричного блока 4 вокруг кулачкового вала 9, концы которого установлены в направляющих 11, закрепленных на опорах 2 с возможностью возвратно-поступательного движения сов,местно с корпусам матричного блока 4. Кулачковый вал 9 имеет квадратные концевые х-востовики 12, исключающие поворот его вокруг своей оси. На ползуне пресса установлен иуансон 13 .
Штамп работает следующим образом.
Заготовка 7 (типа стержень) подается в матрицу 6 на позиции А загрузочным устройством (на чертеже не показано), после чего происходит поворот матричного блока 4 на 90° и заготовка 7 поступает на позицию щтамповки Б. В случае щтамповки плоских изделий заготовка будет подаваться загрузочным устройством непосредственно на позицию щтамповки Б. При щтамповке пуансон 13давит на заготовку 7, нахо|Дящуюся в матриле 6. Так как корпус метричного блока 4 установлен на рессорах 5, то под действием усилия шта1М1Повки рессоры 5 начнут сжиматься до тех пор, пока корпус матри1чного блока 4 не будет жестко опираться на плиту 1, после чего осуществляется щтамловка детали. При этом усилие щтамповки воспринимается через матричный блок 4 плитой 1, что создает более блаГ|01прият1ные условия щтам повки. После хода ползуна вверх рессоры 5 (вернут матричный блок 4 в крайнее верхнее положение, где произойдет его поворот на 90°. При этом выталкиватели 8, набегая на кулачковый вал 9, выталкивают отщтампованную деталь на позицию В. После окончания поворота происходит подача следующей заготовки в матрицу на
позициях Л (стержневая деталь) или В (плоская деталь). При следующем повороте матрица, с которой удалена отщтампованная деталь, поступает ка шозицию, где происходит ее принудительное охлаждение и продувка воздухом для очистки. Штамп такой конструкции позволит расщирить функциональные воз1можности щтампа для высадки деталей.
Формула изобретения
Шта,мп для высадки деталей, содержащий плиту, установленный на ней в опорах поворотный вокруг оси матричный
блок с диаметрально противоположн-о размещеными матрицами с выталкивателями, а также смонтированный на ползуне пуансон, отличающийся тем, что, с целью расширения функциональных БоЗ|Можностей
щтампа за счет повыщения жесткости его конструкции, он снабжен смонтированными на плите рессорами, упирающимися в матричный блок, а также размещенным внутри матричного блока соосно с ним
кулачковым валом, воздействующим на выталкиватели матриц, установленным в смонтированных на станине направляющих с возможностью возвратно-поступательного перемещения совместно с 1матричным блоком и имеющим квадратные концевые х,востовики, исключающие поворот его вокруг-своей оси.
Источник информации, принятый во внимание при экспертизе:
