1
Изобретение относится к области кузнечно-прессового оборудования и может быть использовано при изготовлении стержневых деталей, имеющих головки с двух сторон.
Известен клиновой штамп для двусторонней высадки стержневых деталей с головками по авт.св. № 405640, содержащий верхнюю и нижнюю плиты со смонтированными в них матрицей и перемещаемыми по направляющей пуансонами 1. Матрица закреплена на дополнительном ползуне, подвижном в направлении, перпендикулярном к оси высадки, и снабжена режущей кромкой, взаимодействукяцей с предусмотренньлм в штампе неподвижным ножом, при этом штамп снабжен клиновым упором, контактирующим с торцом заготовки и обеспечивающим ее осевой сдвиг при перемещении с позиции отрезки на позицию высадки.
Однако, вследствие допускаемой ГОСТом в пределах допуска некоторой разницы по сечению исходного материала (заготовки), известный штамп не обеспечивает высадку головок детали без облоя, для удаления которого вводится дополнительная технологическая операция. .
Цель дополнительного изобретения - повышение качества высадки путем предотвращения образования облоя.
5 Эта цель достигается за счет того, что штамп снабжен свободно насаженными на высадочные пуансоны дополнительными матрицами, замыкающими формообразуквдую полость, демпферами,
10 выполненными каждый, например, в виде набора тарельчатых пружин и связывающими дополнительные матрицы с ползунами, а также упругим прокладками, установленнЕлми между верхней
t5 плитой и опорньа ти поверхностями
клиньев, воздействующих на высадочные пуансоны.
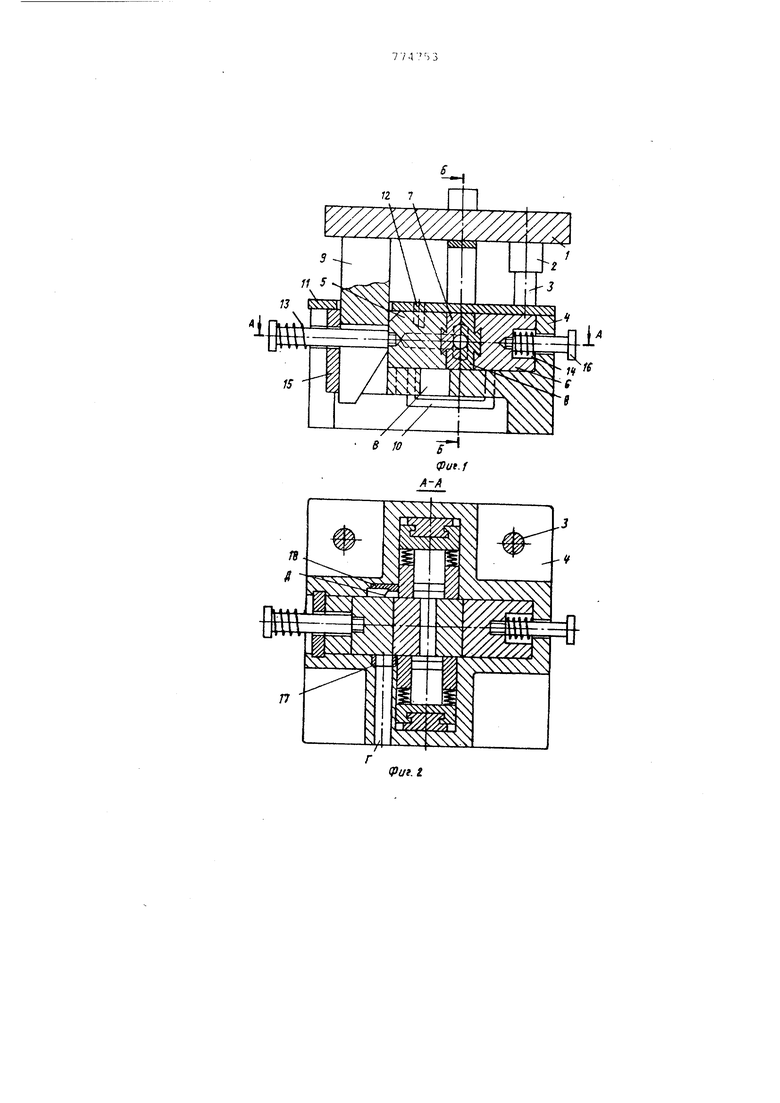
На фиг.1 изображен штамп, разрез-. по матрицам; на фиг.2 - то же,разрез
20 А-А на фигЛ, совпадающий с осью штампуемой детали; на фиг.З - то же, разрез Б-В на фиг.1.
Штамп для двусторонней высадки деталей с головками состоит из верхней плиты 1, в которую, запрессованы втулки 2 для направления колонок 3, запрессованных в нижнюю плиту 4. В нижней плите для перемещения ползунов 5 и 6 с матрицами 7 и 8 выполнен
30 направляющий паз, а для выпадания
отштампованной детали
окно ii, .-Затои
ца 7 имеет релсугдую кромку. Ползун 5 взаимодействует с клипом 9 и содержит толкатель 10 для выталкивания при обратном ходе ползуна отштампованной детали из матрицы 8j для выталкивания детали из матрицы 7 на крышке 11 содержится отсекатель 12, Ползуны с матрица;/ - в кс.ходное положение возвраю.аготся соответственно пружинамл 13 и 14 до упора ползуна 5 в планку 15 и ползуна 6 з торец головки стержня 16.
Для отрезки мерной загох-оз 1:я от исходного материала (прутка) в нижней плите 4 имеется канал Г с втулкой-матрицей 17 и упор 18 со скосом Д для установки заготовки в осевом направлении.
Для формообразования головок детали имеются ползуны 19, на стержне которых установлены высадочные пуансоны 20, замыкаю цне матрицы 21, демпферы 22 (например, пакеты тарельчатых пружин). Ползуны установлены в направляющем пазу гшиты 4,а формообр зующие элементы за.мкающкк матриц и высадочных пуансонов соответствуют профилю головки .штампуемой детали. Перемешение ползунов 19 осуществляется клиньями 23 двустороннего действия, закрепленными в верхней плите 1 через упругую прокладку 24.
Штамп рае отает следуювдзм образом.
Исходный хатериаг. через канал Г и втулку-матрицу 17 подается до упора 18. При ;:оде ползуна пресса вниз клин 9 воздействует на 5, перемещает его вправо и матрицей 7 отрзает от прутка мерную заготовку. При дальнейшем движении заготовка скосом Д смещается вдоль своей оси (распределяется припуск на высадку головок), замыкается матрицей 8 и переносится ка ось инструментов высадки головок. При это,5 ползун 6 упирается в торец паза, а клин 9 прекращает действие на скос ползуна 5. В эхо
время клинья 23 воздействуют на ползуны 19 и перемещают их до упора за лыкaющиx матриц 21 в торцы матриц 7 и 8 с усилием демпфера 22, тем самым создается закрытая штамповкя полость, в которой при дальнейшем дв -:женин ползунов 19 производится высадка головок детали пуансонами 20. При заполнении металлом штамповой полости срабатывает упругая прокладка 24, рабочий ход ползунов 19 и высадка головок деталей прекращается. При движении ползуна пресса вверх рабочий инструмент расходится в обратной последовательности, отштампованная деталь освобождается и выпадает в окно В. В случае залипания детали в матрицах 7 или 8 последняя выталкивается толкателем 10 Я1ли отсекателем 12.
Формула изобретения
Клиновой штамп для двусторонней высадки стержневых деталей с головками по авт.св. № 405640, отличающийся тем, что, с ДQЛЬJO,повышения качества высадки путем предотвращения образования облоя, он снабжен свободно насаженными на высадочные пуансоны дополнительными .матрицами, замыкающими формообразующую полость, демпферами, выполненными каждый, например, в виде набора тарельчатьгх пружин и связывающими дополнительные матрицы с соответствующими ползунами, а также упругим 1 прокладками, установленными между верхней плитой и опорными поверхностями клиньев, воздействующих на высадочные пуансоны.
И|;точники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 405640, кл. В 21 J 5/08, 1970.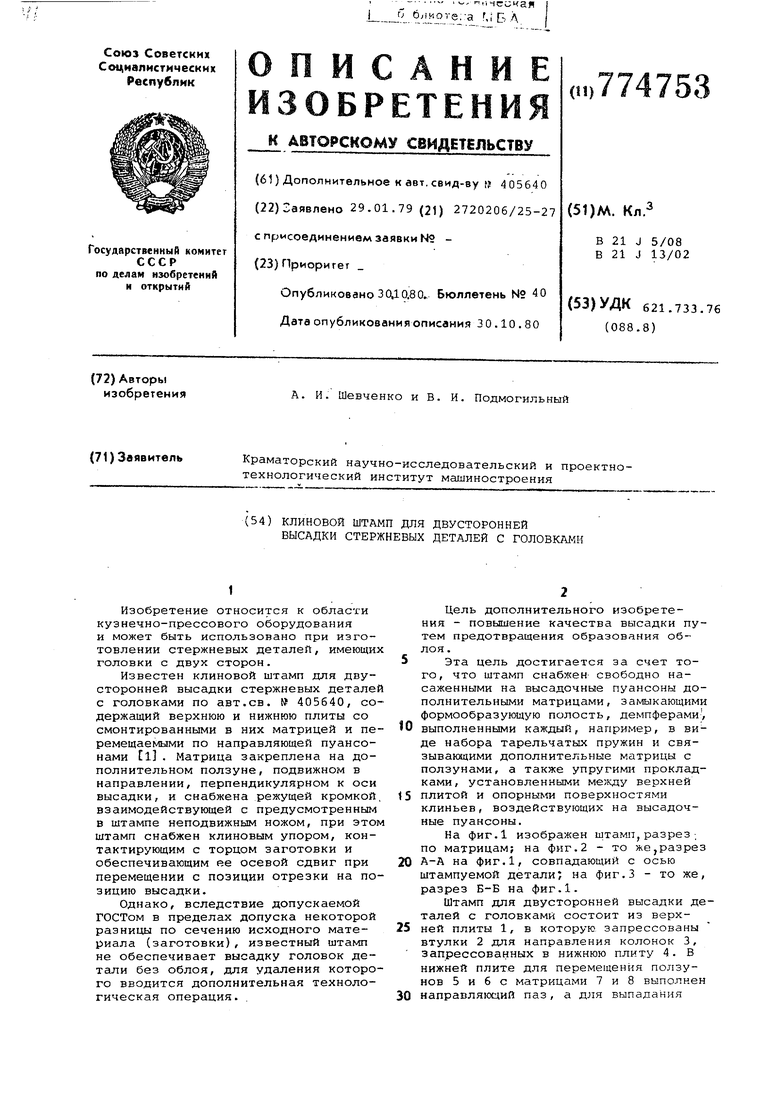
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| КЛИНОВОЙ ШТАМП ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКАМИ | 1973 |
|
SU405640A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп для высадки головок деталей стержневого типа | 1989 |
|
SU1632600A1 |
| Штамп для двусторонней высадки | 1979 |
|
SU774752A1 |
| "Штамп для высадки головок деталей стержневого типа | 1978 |
|
SU667309A2 |
| Автомат для двусторонней высадки | 1979 |
|
SU1107945A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| Штамп для закрытой отрезки и высадки стержневых изделий | 1987 |
|
SU1440596A1 |
| Штамп для штамповки деталей | 1981 |
|
SU984611A1 |