Известен способ навертки муфт на трубы на специализированных станках. В них навертка муфт производится вручную или на муфтонаверточных станках после предварительного «наживления муфты на трубу рабочим. Необходимость применения ручного труда при навертке муфт па трубы не позволяет создать поточную линию трубонарезных станков.
В предложенном способе навертки, муфт на трубы за базу при кре тлении муфт и труб на станке приняты их обработанные поверхности,что позволяет механизировать эти операции с полным устранением ручного труда при начальной навертке муфты на трубу («наживление). Предложенный зажим трубы и муфты компенсирует неточности- механической обработки, полученные при изготовлении труб и муфт и нозволяс-т механизировать и автоматизировать процесс навертки му{|)т на трубы.
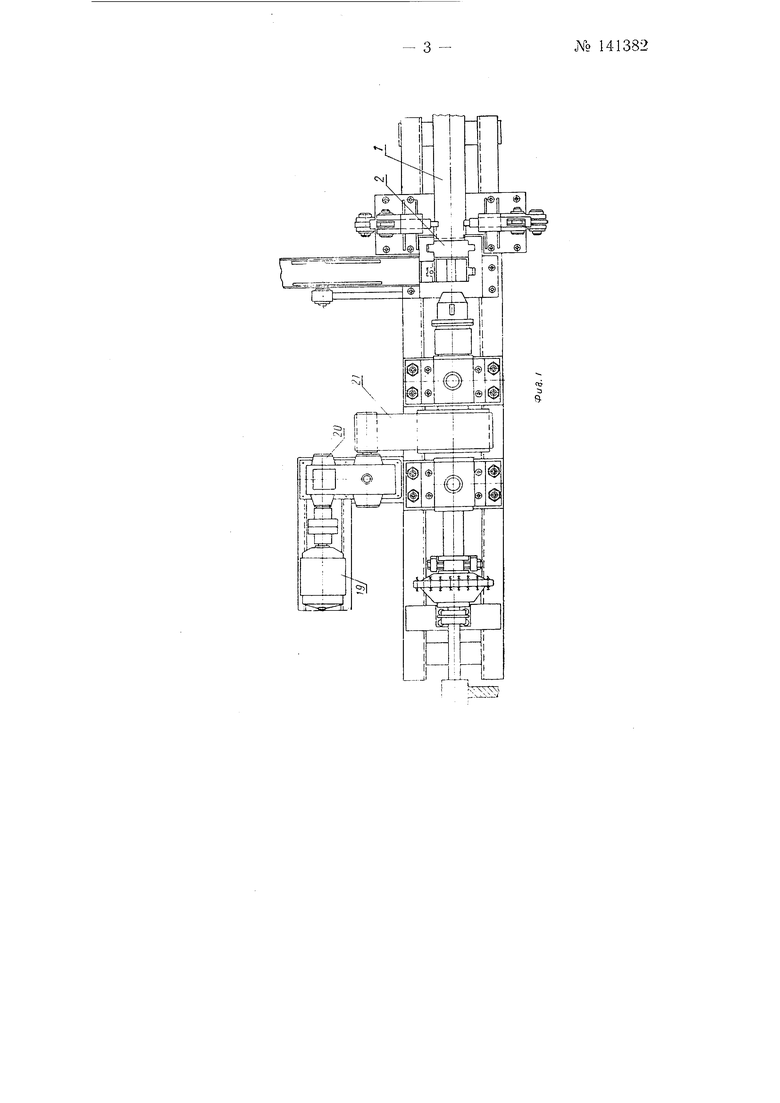
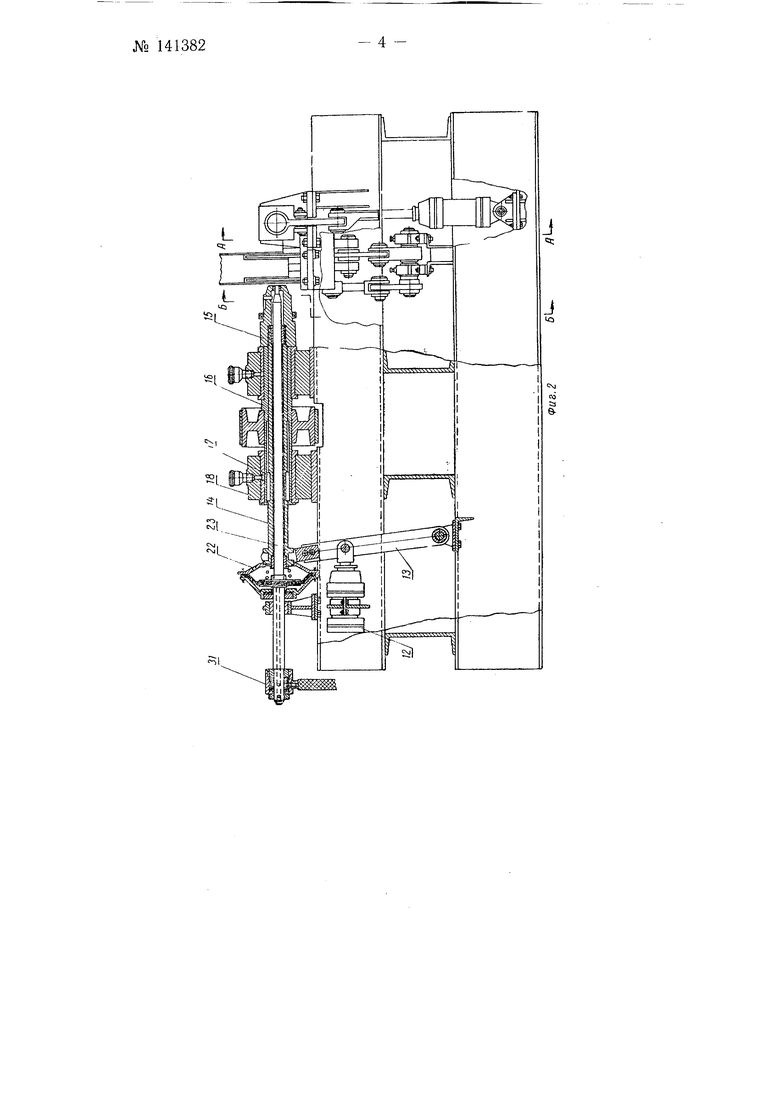
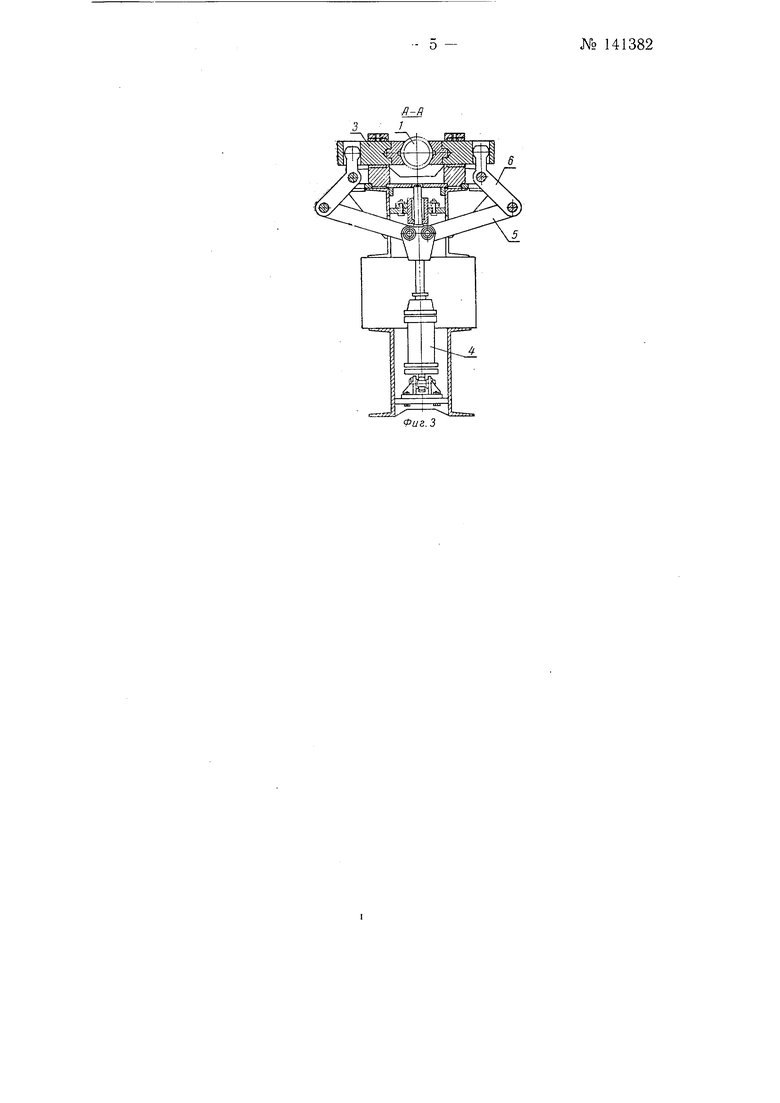
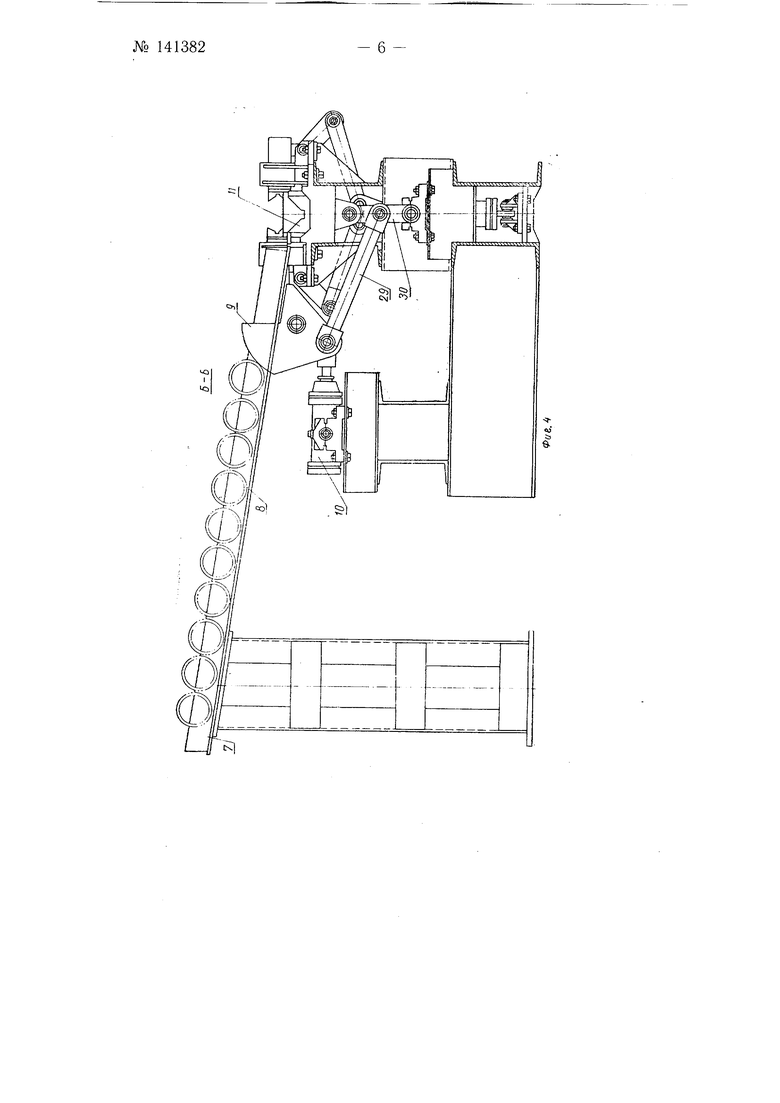
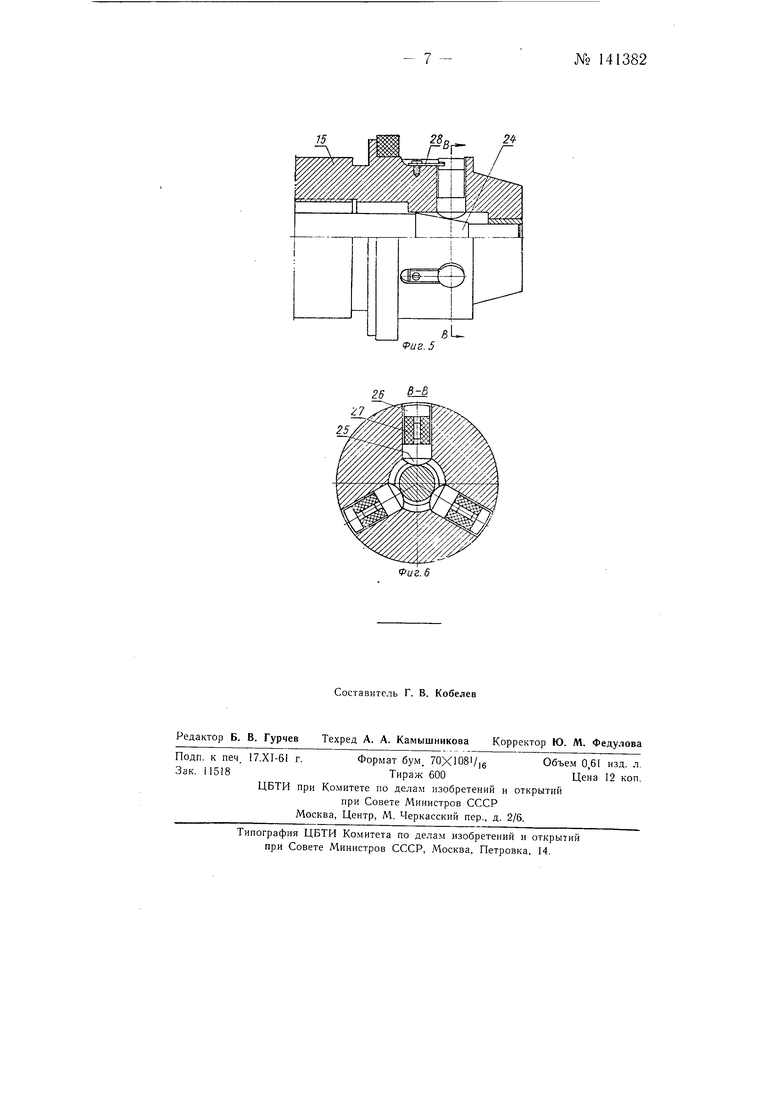
На фиг. 1 изображена схема станка для {«г&ертки муфт на трубы по предложенному способу, вид сверху; на фиг. 2-то же, вид сбоку; на фиг. 3 -сечение по А-А на фиг. 2; на фиг. 4 - то же по Б-Б; ча фиг. 5 - схема конической части конца штока с частичным разрезом; на фиг.6 - сечение по В-В на фиг. 5.
Подаваемая рольгангом труба / доходит до упора 2 и фиксируется в непосредственной близости от резьбы зажимами 3- Зажимы приводятся в движение от пневматического цилиндра 4 двухстороннего действии тягами 5 и двуплечими рычагами 6. Уложенные в приемном желобе 7 муфты .5 подаются по одной дозатором 9, приводимым в движение пнезматическим цилиндром 10, на приемный столик /7. После установки муфты на приемном столике, пневматическим цилиндром 12 и рычагами 13 шпиндель 14 подается вперед. На переднем конце шпиндетл укреплен корпус патрона 15. Сам шпиндель установлен в полом валу 16 и может перемещаться вдоль оси полого вала. Для совместного 141382 2 ния полый вал -16 и шпиндель 14 связаны шпонками 17. Полый вал установлен в опорах 18 и получает врашение от электродвигателя 19 через редуктор 20 и ременную передачу 21. Двигаясь вперед, корпус патрона 15 входит в муфту, после чего срабатывает диафрагменный пневматический цилиндр 22, сообшаюший штоку 23 поступательное движение относительно шпинделя 14. Шток 23 имеет на конце конический участок 24, который при движении вперед раздвигает составные кулачки, состояшие из металлических элементов 25 и 26 и резиновых втулок 27. Кулачки прижимаются к конусу штока и удерживаются от выпадания пластинчатыми пружинами 28. После зажима муфты и ее фиксации ча обработанную внутреннюю поверхность опускаются вниз приемный столик // и упор 2. Движение приемному столику и упору передается пневмоцилиндром 40, тягой 29 и рычагами 30. После зажима муфгы включается электродвигатель и патрон совместно с муфтой начнет враш:аться. При движении вперед муфта достигает трубы и начинает навертываться на ее конец. После окончания операции навертки муфты на трубу кулачки разжимаются, и патрон со шпинделем подается в исходное положение. Зажимы 3 разводятся, и труба / с навернутой муфтой сбрасывается. Подача сжатого .воздуха во враш.ающийся диафрагменный пневматический цилиндр 22 обеспечивается устройством 31.
Предложенный способ одобрен УкрНИТП. Испытания предложенного способа в трубоэлектросварочном цехе металлургического завода УССР показали вполне удовлетворительные результаты при навертке нескольких тысяч муфт.
Предмет изобретения
Способ навертки муфт на трубы на специализированных станках, отличаюшийся тем, что, с целью устранения ручной операции начала навертки муфт на трубы и механизации ее, за базу при креплении муфт и труб на станке принимают их обработанные поверхности.
15
-д
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для перемещения труб в нагревательных печах | 1959 |
|
SU128890A1 |
| Станок для обрезки труб | 1968 |
|
SU344694A1 |
| Абразивно-отрезной станок | 1976 |
|
SU659367A1 |
| Абразивный отрезной станок | 1980 |
|
SU942958A2 |
| Механизированный привод самоцентрирующего кулачкового патрона | 1984 |
|
SU1166907A1 |
| Несменяемая оправка для прокатки труб на автоматическом стане | 1959 |
|
SU145515A1 |
| Станок для правки и резки труб | 1951 |
|
SU99797A1 |
| Манипулятор для правки труб на эксцентриковых прессах | 1960 |
|
SU147893A1 |
| Установка для остекления металлических выводов | 1977 |
|
SU734156A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |