Известны манипуляторы для правки труб на эксцентриковых прессах с вращающимся «ажимным сегментом, выполненные в виде передвижной вдоль рольганг.а каретки с нижней и верхней рамами и установленными в ней механизмами зажима, вращения и 1передвижения трубы, лежащей на опорных роликах пресса и рольганга, а также боковыми стержневыми упорами. В предлагаемом манипуляторе, с целью предотвращения при правке поломки трубы вследствие колебания ее конца в зажиме, механизм зажима одной стороной шарнирно связан подвеской с верхней рамой, а другой стороной скреплен с механизмом вращения трубы при помощи щарнирной муфты.
В предлагаемом манипуляторе, с целью предотвращения поломки механизмов, боковые стержневые упоры выполнены поворотными и снабжены пружинными амортизаторами, взаимодействующими с пружинными буферными устройствами.
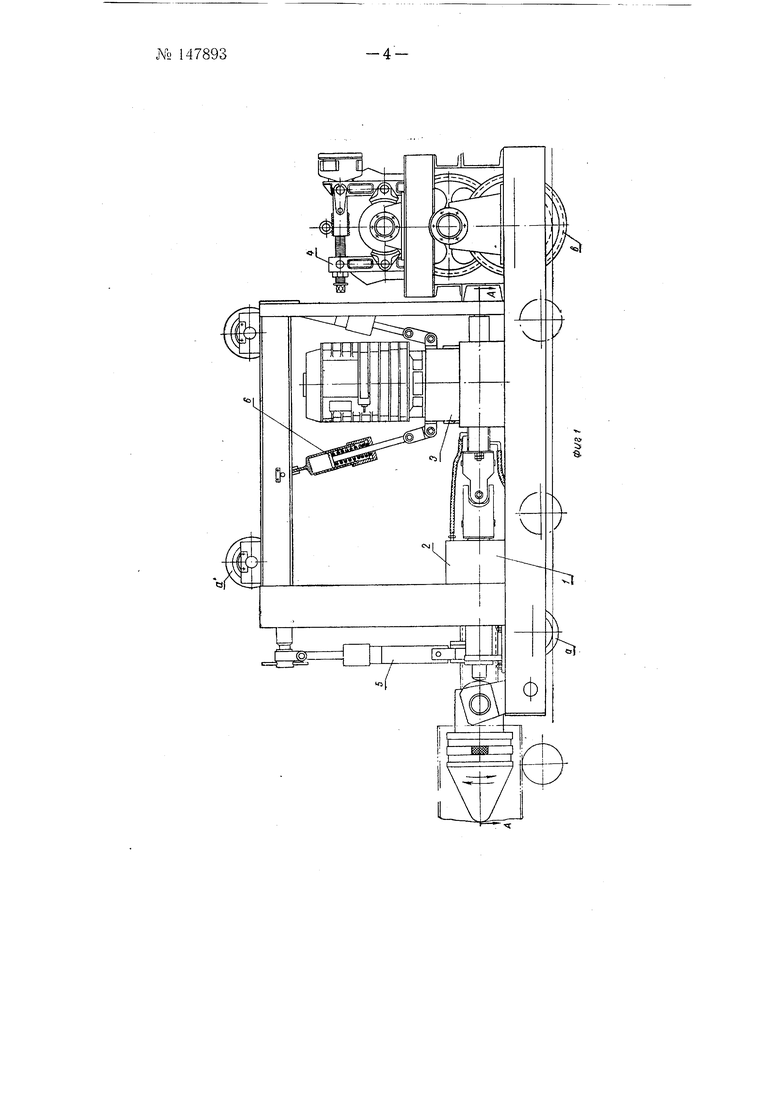
На фиг. 1 изображен манипулятор.
На фиг. 2 - то же, в разрезе то А-А на фиг. 1 без механизма передвижения.
Манипулятор представляет собой передвижную платформу /, на которой установлены механизмы 2 ц. 3 зажима и вращения трубы и механизм 4 передвижения манипулятора.
Манипулятор опирается на передние холостые а и задние приводные в скаты. Кроме того, имеются верхние а холостые скаты, которые предохраняют манипулятор от опрокидывания.
Труба находится на холостом рольганге, а манипулятор располагается над трубой и передвигается по рельсовому пути.
При нажатии сегмента пресса на трубу происходит 1перемещение ее концов вверх, а при искривленной трубе возможны колебания конца трубы и в стороны.
№ 147893--2
Механизм зажима, с целью исключения возможности ноломок, подвешивается с одной стороны на подвеске 5, а с другой Соединяется, шарнирной муфтой с механизмом 3 вращения трубы. Механизм 3 вращения трубы опирается через полуоси на ролики и удерживается от опрокидывания и раскачиваний пружинными подвесками механизма 6 вращения трубы.
Труба Приводным рольгангом подается на опорные ролики пресса. Манипулятор подводится к трубе, на опорных роликах пресса, зажимная головка 7 вводится внутрь трубы до упора в стержень 8. Пружина 9 при колебаниях трубы Сжимается стержнем 8, который, перемещаясь в корпусе 10, служит упором для трубы и в то же время не препятствует ее колебаниям.
Упор, поворачиваясь на оси, передает удар от трубы буферному Зстройству, состоящему из стержня 1J, пружины /2 и корпуса /5, которые смягчают удар трубы о манипулятор. После этого конечным выключателем, срабатывающим от соприкосновения с трубой, включается механизм зажима трубы. Три кулачка 14 под действием ползуна 15 с клиновыми пазами размыкаются и зажимают трубу по внутреннему диаметру. Ползун J5 соединен через шток 16 с поршнем 17 пневматического цилиндра 18.
Воздух по гибкому шлангу 19 и сверлению в валу 20 через головку 21 подводится к цилиндру 18. Происходит зажим трубы. Механизм зажима соединен шарнирной муфтой с механизмом вращения трубы.
Привод механизма вращения трубы осуществляется от фланцевого электродвигателя через червячную пару 22. Корпус 23 механизма вращения через полуоси 24 опирается на ролики 25 в корпусе 26, отжимая вкладыши 27 и сжимая при этом лружины, подтягиваемые натяжными гайка-ми 28. Пружины возвращают механиз.м вращения в среднее положение. Таким образом, механизм вращения может поворачиваться в горизонтальной плоскости относительно вертикальной оси, а также качаться в вертикальной плоскости относительно горизонтальной оси.
После захвата трубы манипулятор, двигаясь по рельсовому пути вперед или назад, сообщает поступательное движение трубе, лежащей на роликах рольганга. При этом происходит правка трубы.
Для установки механизма зажима в горизонтальном положении служит регулировочная гайка 29. Меняя положение гайки относительно крышки цилиндра 30, придают необходимое положение механизму зажима (добиваются совпадения осей механиз.ма зажима с осью правки). Это производится при смене труб. 29 контрится контргайкой 31 к вращается вместе с механизмом зажима в хомуте 32, соединенном с подвеской механизма зажима трубы.
Во избежание перегрузок и поломок механизмы вращения и передвижения в моменты, когда труба зажата непрерывно вращающимся сегментом пресса, отключаются автоматически и манипулятор вместе с трубой перемещается сегментом пресса. После того, как сегмент освободит трубу, манипулятор продолжает свою работу.
Управление манипулятором осуществляется с треножного пульта кнопками вперед, назад, вращение одним рабочим (вместо четырех).
После того как правка трубы окончена, манипулятор отводит ее, путевой выключатель дает импульс на включение пневматического цилиндра на разжим, кулачки утапливаются пружиной, труба освобождается от зажима, следующий путевой выключатель дает и.мпульс на сбрасывание, труба сбрасывается, электродвигатель механизма передвижения включается на обратный холостой ход, и.меющий удвоенную, по сравнению с рабочим, скорость передвижения и манипулятор подходит к прессу. Цикл повторяется.
Предмет изобретения
1.Манипулятор для правки труб на эксцентриковых прессах с вращающимся нажимным сегментом, выполненный в виде передвижной вдоль рольганга каретки с нижней и верхней рамами и с установленными в ней механизмами зажима, вращения и передвижения трубы, лежащей на опорных роликах пресса и рольганга, а также боковыми стержневыми упорами, отличающийся тем, что, с целью предотвращения при правке поломки трубы вследствие колебания ее конца в зажиме, механизм зажима одной стороной щарнирно связан подвеской с верхней рамой, а другой стороной скреплен с механизмом вращения трубы при помощи щарнирной муфты.
2.Манипулятор по п. 1, от л ич ающийся тем, что, с целью предотвращения поломки механизмов, боковые стержневые упоры выполнены поворотными и снабжены пружинными амортизаторами, взаимодействующими с пружинными буферными устройствами.
-3-№ 147893
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ СЪЕМА ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 1973 |
|
SU364445A1 |
| Устройство для правки горячего проката растяжением | 1975 |
|
SU570428A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для уплотнения шинкованной капусты в дошниках и т.п. | 1934 |
|
SU42744A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| Механизированная линия гибки и правки остряков | 1989 |
|
SU1704889A1 |
| Устройство к прошивным станам | 1948 |
|
SU89333A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Линия для правки и резки длинномерных прутков | 1982 |
|
SU1042958A1 |