(54) УСТАНОВКА ДЛЯ ОСТЕКЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВЫВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Устройство для припайки стеклянной трубки к стеклянной детали | 1985 |
|
SU1357368A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1972 |
|
SU339513A1 |
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИПАЙКИИЗДЕЛИЙ | 1970 |
|
SU418294A1 |
1
Изобретение относится к области производства электровакуумных приборов, в частности к технологическому оборудованию, и может быть использовано при изготовлении приемно-усилительных ламп.
Известно устройство для сварки металлических втулок со ст«сляш1ыми трубками, cocToffluee из карусели со шпинделями, механи эма загрузки втулок и питателя для подачи на оправку стекл5пгаой трубки.
Устройство снабжено механизмом ориентации втулок и высокочастотными индукторами для сварки i.
Недостатком устройства является то, что оно не может быть применено для остекления выводов, которые изготавлщваются из проволоки.
Наиболее близким по своей технической сущности к изобретению является устройство для остекленения, щ)едназначенное для спайки стеклянной бусы с платинитовым выводом, содержащее шестнгренчатый привод равном ного вращения, карусель с расположенными на ней патронами, включающими в себя вертикальный шпиндель, по оси которого расположено цилиндрическое углубление для заготовки вывода и сквозное отверстие для штока выталкивателя, перемещаЬшегося по копиру, привод для вращения патронов. Устройство осншцено газопламенными горелками 2 .
В этом устройстве остекление, наживление стекл5ппюй бусы на заготовку вьгаода, а затем вставка их в цилиндрическое углубление в шпинделе производятся вручную, что ограничивает производительность до 4ОО шт/час.
Целью изофетения является повышение производительности.
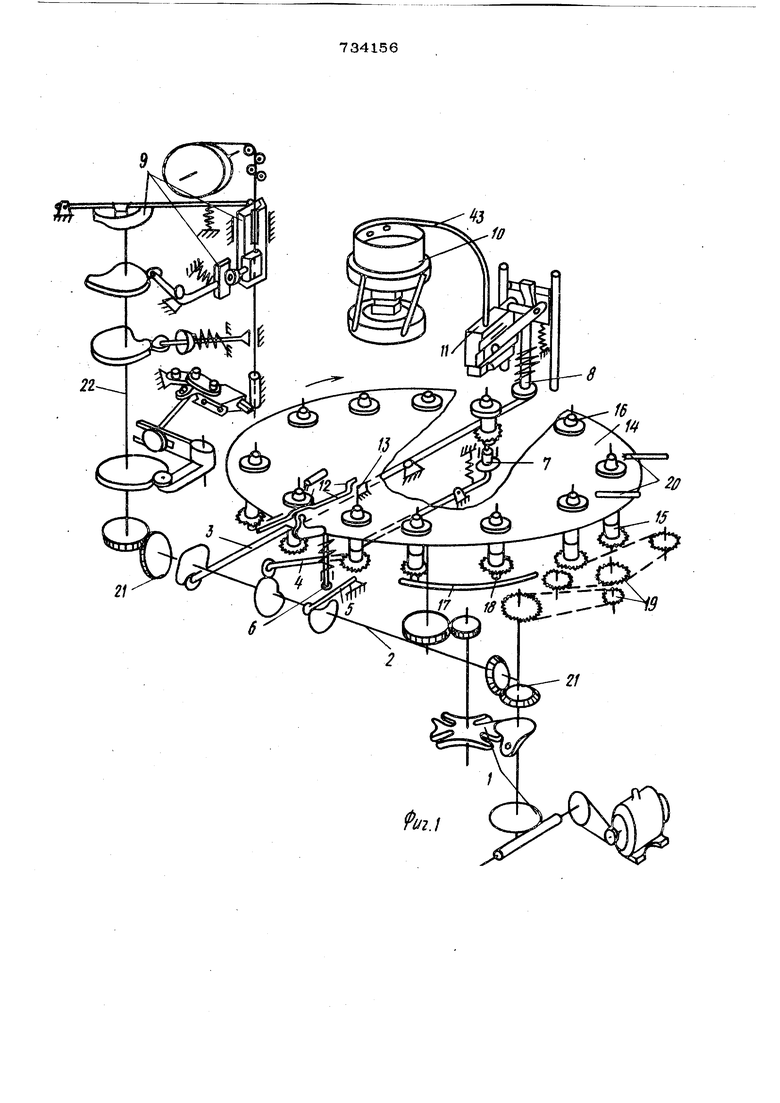
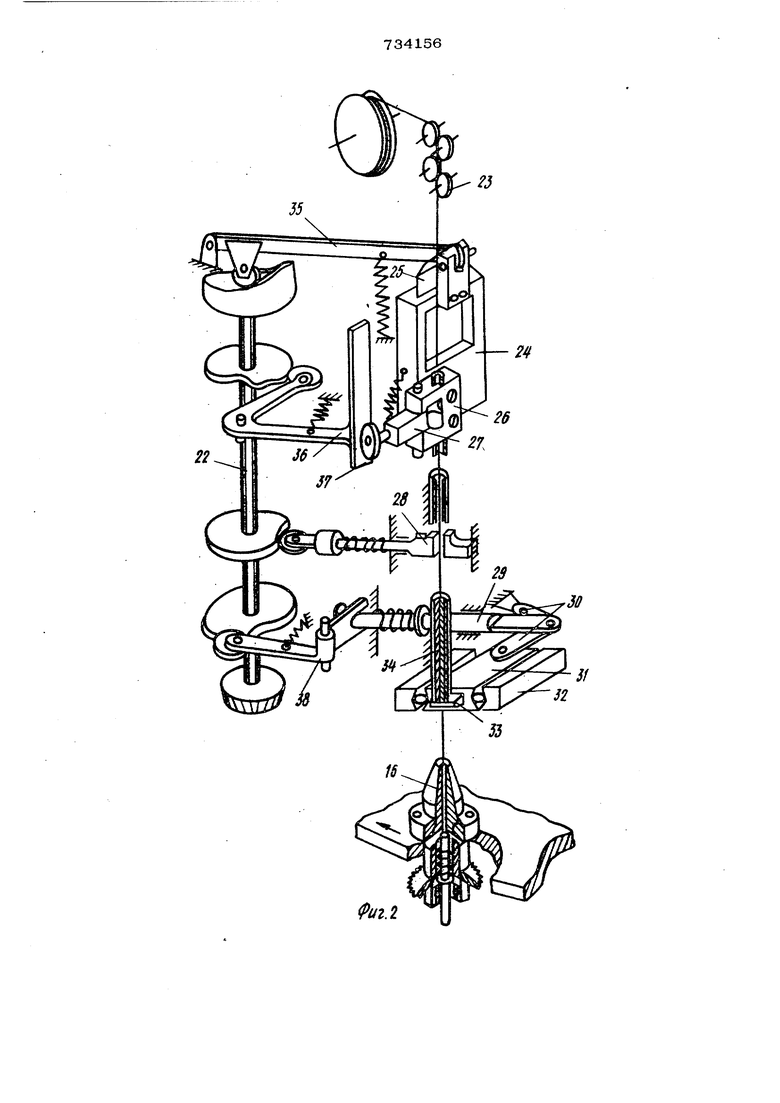
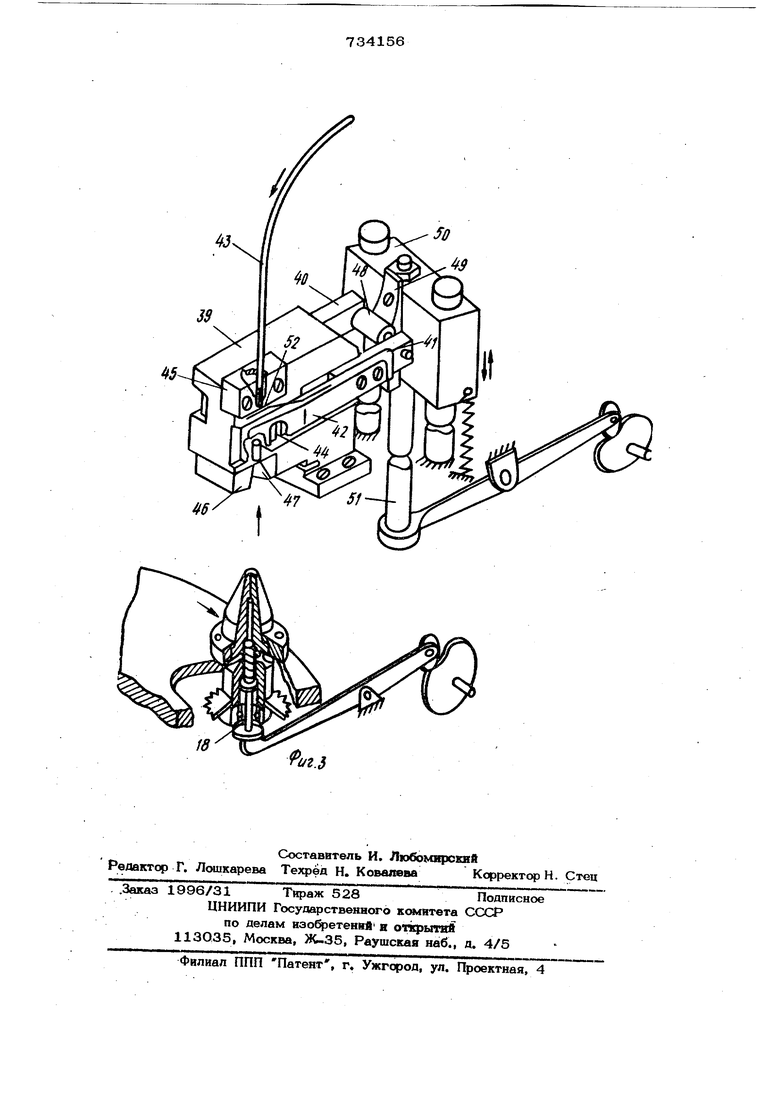
Цель достигается тем, что установка для ортекления металлических выводов, содержащая карусель с расположенными на ней патронами для крепления металлических вьюодов, привод карусели и патронов, горелки, снабжена механизмом загрузки металлических выводов, вьшолнен37ным в вщв копоюж с смонтированным н ней 1Я1хтоввтол ем, кареткой для подачи металлц чесхой заготовки, фиксатором, ножом и дюаой и механизмом наживления бусы на металпический вывод, вьтолненным в ввде головки с каналом и пазами, в которых установлена с возможностью перемешения вилка с заслонкой, и закрепленной на головке подставки с коническим пазом, соосно расположенным с каналом головки, причем приводы механизма загруаки металлических вьюодов и механизма наживления бусы выполнены в виде в тикального и горизонтального кулачковых валов, кинематзгчески связан ных между собой и приводом карусели и патронов через конические шестерни. На фиг. 1 изофажена кинематическая схема установки для остекления металлических ВЫВОДОВ} на фиг. 2 - устройств механической загрузки рабочих позиций заготовками:; на фиг. 3 - устройство механического наживле1шя бус на заготовки Установка для остекления металличес ких выводов включает в себя приводной мальтийский механизм 1, горизонтальный кулачково-распределитвльнь1й вал 2 с рычагами 3, 4, 5, перемещающими вертикально подпружиненные штоки 6,7 и 8 исполнительных механизмов и устройств механизм 9 загрузки рабочих позиций отрезками - заготовками из платинитово проволоки, электромагнитный вибробунк 10 для подачи бус, механизм 11 наживления бус на заготовку, механизм 12 формовки остекленной заготовки в вывод со сменными матрицами 13, ус таповлепными соответственно, форме и размерам изготовляемого вьшода, двенадцатнпозиционную карусель 14 с расположенными на ней патронами 15, содержащими шпинделя 16, в углубления которых опускаются заготовки. кольцевой копир 17, ко1х}рый через находящийся в шшпздеяе опкатет- 18 придает различную высоту положения зшчзтовки над шпинделем, что необходюло для ос5Ш1ествления некоторых операций технологического цикла: наживлеШЁ бусы, оплавки-остекления заготовки в разгрузки готового вывода, пепной 1ФИВОД 19 для Еф ашешш шпиэдвля с целоью равномерного оплавления бусы на заготовке, газопламенное оснащение 2О и коничоское зшхетшение 21 горизонталь кого купачково-распределитепьного вала 2 с вертшсальнь::м кулвчково-распределнтельным валом 22 механизма 9 и . приводом 1. Механизм загрузки заготовками раочих позиций содержит рихтователь 23 латинитовой проволоки, кареТку 24, еремещающуюся по направляющей 25, рикрепленную к каретке зажимную 26 с каналом для прохода проолоки и рычагом зажима 27, подпружиенный фиксатор проволоки 28, механизм езки проволоки, состоящий из подпруиненного штока 29 с укрепленными на конце расклинивающимися рычагами ЗО, один нз которых соединен с ползуном 31, переме.щающимся в направляющих 32, с закрепленным на нем резаком 33 и дюзы 34 для направления и проволоки при резке, вертикальный кулачково-распределительный вал 22 с рычагом 35 для перемещения каретки 24, рычаг 36 с пластинкой 37 для поворота рычага 27 с целью прижима проволоки, рычаг 38, приводящий в действие механизм резки. Все рычаги подпружинены. Механизм наживления бус на заготовку выполнен в виде призматической головки 39 с б жовыми горизонтальными Пазами для хшижения вилки 40, на правом плече которой прикреплена заслонка 41 с плоской пружиной 42 для удержания опустившейся из бусопровода 43 бусы. На заслонке и пружине имеется прорезь 44 для выхода бусы после ее наживления на заготовку. В верхней части головка 39 снабжена прижимом бусопровода 45 с вертикальным каналом для прохода бусы, к нижней части головки прикреплена подставка 46 под бусу, выполненная с коническим полуотверстием 47. Вилка 4О выполнена с роликом 48, упирающимся скрытой в головке пружиной в копир 49, который укреплен на подпружиненном ползуне 50, соединенном со штсжом 51. К за.слонке припаян проволочный ус 52 для фиксации бусы. Изготовление и остекление производится следующим образом. Платинитовую проволоку пропускают через рнхтователь 23, канал в зажимной призме 26, фтссатсч 28 и дюзу 34 до уровня резака 33. Ход каретки 24, отфеделяющий длину заготовки, регулируется. 8 вибробунк Ю засыпают стеклянные бусы. Вспламеняют гарепкк. Включают устройство. Через привод 1 проис еодит вращение кулачково-распределительных валов 2 в 22, прерывистое вращенве карусели 14 и депнсхго привода 19 шпинделей. Рычаг 36 под действием кулачка отклоняет рычаг 27, который зажимает в канале призмы 26 проволоку В этот момент под действием пружины рычага 35 каретка движется вниз, увлекает за собой проволоку, протакликает ее через дюзу С4, вводит ее конец в углубление шпинделя 16 очередного патрона, подаваемого каруселью под устройство механической загрузки. Рычаг 38 оттягивая шток 29, расклинивает рычаги 30, что вызывает движение ползуна 31 вперед и резак 33, скользя по ниж нему торцу дюзы 34, отрезает проволсжу которая под действием своего веса опускается в глубь шпйвделя до упора в тол катель 18. Уложенная таким в патрон заготовка с щ)ащением карусели поступа под устройство 11 механического наживл ния. По бусопроводу 43 бусы поступают в головку 39 и находятся одна над другой в вфшкальном канале головки, ударживаетлые от выпадания в верхней части канала прижимом 45, Очередная буса опускается на коническое полуотверстие 47 подставки 48 и удерживается от опрокидывания заслонкой 41. Шток 8 под действием рычага 4 поднимает вверх толкатель 18 а с ним и находящуюся на нем заготовку, конец которой, входя в отверстие бусы, наживляет ее на себя. Одновременно под действием копира 49, котсрый движется с ползуном 50 вниз, вилка 4О, скользя по пазам головки 39 сдвигает заслонку 41 таким образом, что прорези44 на заслонке и ее пру- жине 42 становятся против уже наживлен ной на заготовку, но находящейся еще на подставке бусы. Вращение карусели снимает с подставки и выводит через прсчрези заготовку с бусой на следующие позиции, где установленными вдоль карусели газопламенными горелками производятся операции спая стекланной бусы с платинитовой заготовкой - остекление. В освободившееся место на подставке 46 опускается очередная буса, которую в момент, когда npqpe3b 44 ещ& сдвинулась, удерживает от выпадания проволочный ус 52. . На познцин механизма 12 формовки верхняя часть остекленной заготовки через толкатель 18 под действием копира 17 входит в матрицу 13, на шток 6 воздействует рычаг 5, что приводит в движение ползун мат(эицы механизма формовки. В результате заготовка обжимается, (разуется готовый остекленный вьюод. Разгрузка патрона от вывода происходит на следующей позиции через копир толкателем 18 и воздухом, Использование изобретения позволяет в одном устройстве полностью изготовлять и остеклять вьшод, без примеке-. ния ручного труда, таскак механизм загрузки металлических выводов, механизм наживления бус, вращающаяся прерьюисто с выстоями карусель, передающая загсь. товки от позиции к позици исключакп ручные операции, а система кулачков и копиров обеспечивает исполнение всего технологического цикла в автоматяческок режиме, что увеличивает производителЕ ность в 3,8 раза. Формула изобретения Установка для остекления металлических выводов, содержащая карусель с расположенными на ней патрсжами для крепления металлических выводе, привод карусели и патронов, горелки, отличающаяся тем, что, с целью повышения производительности, ежа снабжена механизмом загрузки металлических вьюодов, выполненным в виде колонки со смонтированным на ней рихтоватёлем, кареткой для подачиметаллическсй заготовки , фиксатором, ножом и дюзой, а также механизмом наживления бусы на металлический вьшод, выполненным в виде головки с каналом и пазами, в korqJbrx установлена с возможностью перемещения вилка с заслонксА, и закрепленной на головке подставки с коническим пазом, соосно расположенным с каналом головки, причем приводы механизма загрузки металлических вьгао- дов и механизма наживления бусы выполнены в виде вертикального н горизонтального кулачковых валов, кинематически связанных между собой я щ иводом карусели и патронов через конические шестерни. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР №160810, кл. С 03 С 27/О2, 1963. 2. Чертежи Устройство для остекления выводов ВО-в325 Ленинградского объединения Светлана , 1963.
/J
2
Риг.г
