(54) АБРАЗИВНЫЙ ОТРЕЗНОЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивный отрезной станок | 1990 |
|
SU1798129A1 |
| Абразивный отрезной станок | 1979 |
|
SU814678A1 |
| Абразивно-отрезной станок | 1976 |
|
SU659367A1 |
| Станок для обрезки труб | 1985 |
|
SU1287988A1 |
| Абразивно-отрезной станок | 1983 |
|
SU1152769A1 |
| Станок для подготовки кромок труб под сварку | 1983 |
|
SU1155381A1 |
| Станок для резки труб | 1982 |
|
SU1018816A1 |
| Станок для резки стеклянных труб | 1985 |
|
SU1468875A1 |
| Устройство для резки листового материала | 1981 |
|
SU1013142A1 |
| Станок для удаления облоя с формовых резиновых деталей | 1982 |
|
SU1121145A1 |
1
Изобретение относится к станкостроению и касается устройств для абразивной, отрезки круглого материала, преимущественно труб.
По основному авт. св. № 814678 известен абразивный отрезной станок, содержащий качающуюся на оси раму с силовой головкой и абразивным диском, смонтированный на той же оси двуплечий следящий рычаг с приводом, пневматический привод подачи абразивного диска с гидротормозом, при этом станок снабжен гидротормозом, соединенным с рамой через введенную в устройство проушину с пазом, зубчатым сектором с двумя консольными пальцами, установленным свободно на оси качания рамы, и собачкой, кинематически связанной с сектором, при этом рама снабжена упором, установленным с возможностью контакта с сектором и серьгой с прорезью под один из пальцев сектора, а короткое плечо рычага снабжено впадиной под второй палец 1.
Однако известный станок не противостоит дополнительному износу абразивного диска (АД) от контакта с рычагом, что вызывает npocfoH при их замене.
Цель изобретения - повышение надежности и производительности.
Поставленная цель достигается тем, что станина станка снабжена двуплечим рычагом, один конец которого размещен в зоне резания, а другой - между введенными в станок датчиком и штоком пневмоцилиндра, поршень которого установлен с возможностью регулирования усилия прижима посредством пружины.
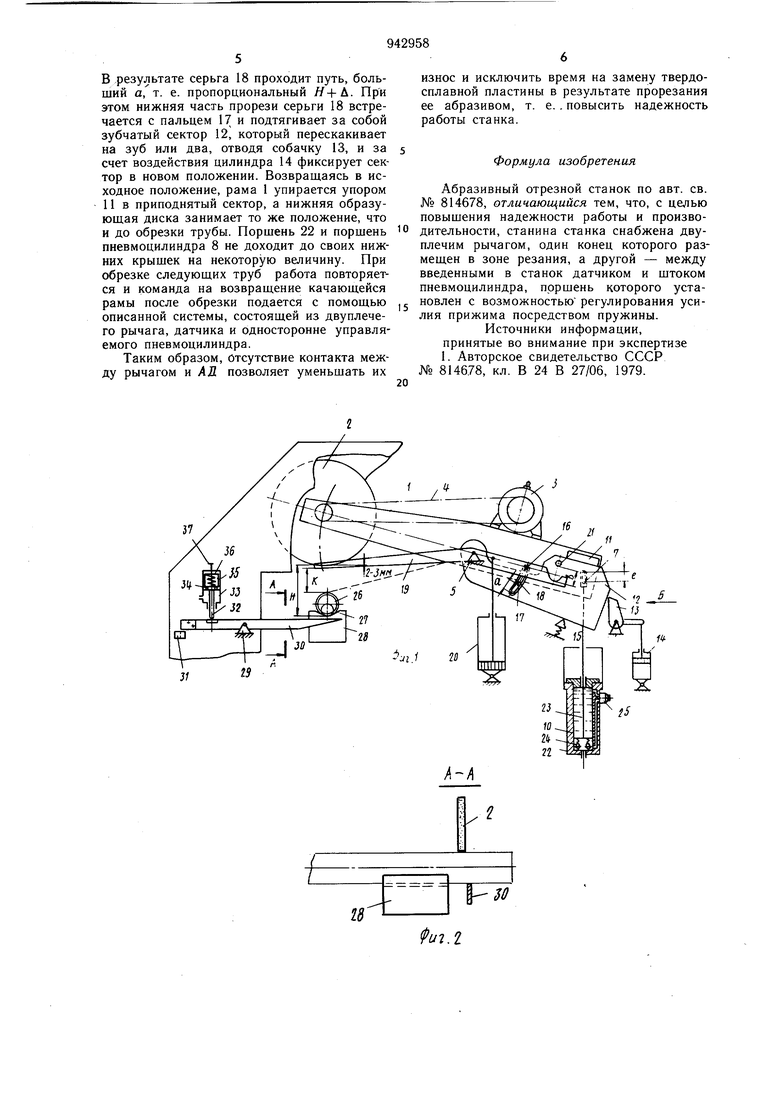
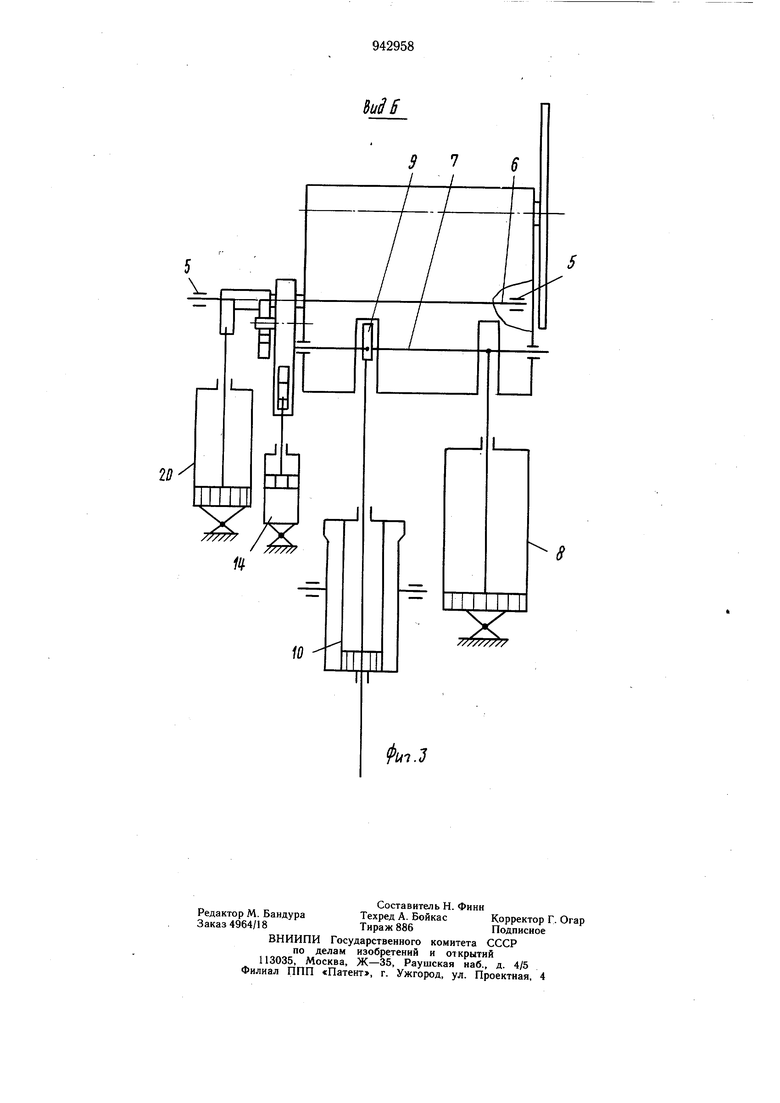
На фиг. 1 показана кинематическая схе10ма станка, исходное положение; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1.
Станок состоит из качающейся рамы 1, силовой головки с абразивным диском 2,
15 электропривода 3, связанного с силовой головкой клиноременной передачей 4, опоры 5 с осью 6, вокруг которой качается рама 1, связанная щарниро пальцем 7 с пневмоцилиндром 8 и при помощи проушины 9 20 с прорезью с гидротормозом 10. На раме 1 смонтирован упор 11. На оси 6 свободно насажен зубчатый сектор 12, находящийся с собачкой 13, управляемой пневмоцилиндром 14. Сектор 12 опирается на подпружиненный упор 15, а рама 1 упором 11 опирается на сектор 12. 1 укреплен консольный палец 16, а на секторе 12 - такой же палец 17 и серьга 18 с прорезью. Причем расстояние а этой серьги пропорционально расстоянию Н, т. е. расстоянию от начала движения неизношенного инструмента до линии соответствующей окончанию обрезки трубы. На оси 6 также свободно насажен двуплечий следящий рычаг 19, приводимый в движение от пневмоцилиндра 20. Нижняя образующая больщого плеча рычага 19 располагается всегда ниже на 2--3 мм образующей диска, короткое его плечо связано с пневмоцилиндром 20, с меньшим диаметром и ходом, чем у цилиндра 8, и имеетна некотором расстоянии от оси вращения впадину, расстояние в от которой до паль-, ца 21, вмонтированного в зубчатый сектор, пропорционально расстоянию К для верхней образующей обрезаемой трубы максимального диаметра. Гидротормоз 10 снабжен порщнем 22, щтоком 23, обратным клапаном 24 и дросселем 25. Для перетекания жидкости в корпусе цилиндра выполнены отверстия. Величина прорези е, выполненная в проущине 9, пропорциональна ходу инструмента до максимальной трубы минус постоянный зазор (1-2 мм), необходима для того, чтобы исключить врезание трубы на быстрой подаче. Подлежащие обрезке трубы обозначены позициями 26 и 27, соответственно труба максимального и минимального диаметра. Станок снабжен электромагнитным столиком 28 для укладки труб перед обрезкой. Причем обрезаемая часть трубы располагается консольно относительно столика 28 и АД или плоскость резания проходит в непосредственной близости от торца столика 28 (см. фиг. 2). На станине станка установлена опора 29, на которой щарнирно крепится двуплечий рычаг 30, одно плечо которого имеет возможность взаимодействия с обрезаемой трубой (фиг. 1 и 2), а другое - с электрическим датчиком 31, например КВД-3, и щтоком 32 односторонне управляемого пневмоцилиндра 33, порщень 34 которого подпружинен пружиной 35. Внутри корпуса пневмоцилиндра расположен ограничивающий сжатие пружины 35 стакан 36. Длина . стакана выбрана с. учетом регулировки усилия пружины, регулируемого с помощью болта 37, который через стакан 36 воздействует на пружину. В исходном положении рынаг 30 располагается ниже образующей труб, уложенных на магнитный столик 28. Шток 32 под действием воздуха, поданного в пневмоцилиндр 33 пружиной 35 сжат, и порщень 34 упирается в стакан 36. При этом другое плечо рычага 30 взаимодействует со щтоком 32 и не взаимодействует с датчиком 31. Односторонне управляемый пневмоцилиндр выбран для того, чтобы воздействие рычага на трубу осуществлялось не резко. С этой целью порщень его подпружинен, что обеспечивает мягкое воздействие на обрезаемую часть трубы. В результате обрезок не подбрасывается резко рычагом вверх, а плавно без потери ориентации попадает в склиз, по которому направляется в короб для обрезки. В исходном положении сектор 12 лежит на подпружиненном упоре 15, а рама 1 упором 11 опирается на сектор 12.
Станок работает следующим образом.
Включается электропривод 3, приводя во вращение инструмент. На магнитный столик 28 укладывается труба 26, подается напряжение на электрическую катущку столика (не показана) и труба 26 фиксируется. Снимается воздух со щтоков полости пневмо цилиндра 33 и под действием пружины 35 щток 32 поворачивает рычаг 30 относительно щарнира опоры 29 до соприкосновения с нижней образующей трубы. При этом другое плечо рычага 30 приближается к датчику 31, но не достигает зоны его срабатывания. Рычаг 30 располагается в непосредственной близкости от плоскости резания с тем, чтобы при воздействии на трубу в процессе резания избежать защемления АИ . На практике это расстояние равно 2-3 мм. При этом выполняется и другая важная функция этого рычага, а именно создается дополнительная опора, которая поддерживает обрезаемый конец трубы, что особенно важно в конце процесса, когда обрезок под собственным весом может подвиснуть на необрезанной части стенки трубы.
Усилие прижатия рычага регулируется болтом, воздействующим на стакан, что обеспечивает устойчивую поддержку обрези в зависимости от ее веса, и на практике установлено 2-3 мм. При этом выполняется и другая функция, а именно дополнительной опоры, которая поддерживает обрезаемый конец трубы. Подается сжатый воздух в бесщтоковую полость цилиндров 8 и 20. Рычаг 19, поворачиваясь вокруг оси 6, ложится на трубу 26, при этом плечо его проходит путь, равный в. От воздействия пневмоцилиндра 8 рама 1 с инструментом на быстрой подаче приближается к трубе и после того, когда диск пройдет путь, равный Я- (Dmax -f 1 -f 2 мм), т. е. не доходит до трубы на 1-2 мм, палец 7 проходит путь, равный е. Шток 23 начинает движение вверх, вытесняя жидкость через канал в корпус и дроссель и, тем самым снижает скорость до рабочей. Прорезав полностью трубу, рычаг 30 освобождается от обрезаемого конца трубы и под действием пружины 35 перекрывает-зону срабатывания датчика 31. От этого датчика подается команда и в щтоковые полости цилиндров 8 и 20 поступает сжатый воздух. Так как Аи износился на некоторую величину, то пройденный путь его Н- А, где Д - величина износа диска по радиусу.
В результате серьга 18 проходит путь, больший ат. е. пропорциональный Я+Л. При этом нижняя часть прорези серьги 18 встречается с пальцем 17 и подтягивает за собой зубчатый сектор 12, который перескакивает на зуб или два, отводя собачку 13, и за счет воздействия цилиндра 14 фиксирует сектор в новом положении. Возвращаясь в исходное положение, рама 1 упирается упором 11 в приподнятый сектор, а нижняя образующая диска занимает то же положение, что и до обрезки трубы. Поршень 22 и поршень пневмоцилиндра 8 не доходит до своих нижних крышек на некоторую величину. При обрезке следующих труб работа повторяется и команда на возвращение качающейся рамы после обрезки подается с помощью описанной системы, состоящей из двуплечего рычага, датчика и односторонне управляемого пневмоцилиндра.
Таким образом, Отсутствие контакта между рычагом и AJL позволяет уменьшать их
ИЗНОС и исключить время на замену твердосплавной пластины в результате прорезания ее абразивом, т. е. . повысить надежность работы станка.
Формула изобретения
Абразивный отрезной станок по авт. св. № 814678, отличающийся тем, что, с целью повышения надежности работы и производительности, станина станка снабжена двуплечим рычагом, один конец которого размещен в зоне резания, а другой - между введенными в станок датчиком и щтоком пневмоцилиндра, поршень которого установлен с возможностью регулирования усилия прижима посредством пружины.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 814678, кл. В 24 В 27/06, 1979.
U2.2
V.
Ы5
s
