(54) АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХ ДЕТАЛЕЙ
1
Изобретение относится к обработке материалов давлением, в частности к оборудованию для отрезки и гибки деталей из проволоки.,
Известен автомат для гибки проволочных деталей, содержащий смонтированные на станине механизм подачи и гибочные оправки 1.
Недостаток известного автомата в том, что он неудобен в эксплуатации.
Известен автомат для отрезки и гибки проволочных деталей, содержащий смонтированные на станине бухтодержатель для катушки с прЬволокс1Й, механизм подачи, а также два поворотных посредством щестеренчато-реечной передачи гибочных элемента с режущими кромками 2.
Наиболее близким к изобретению по своей технической сущности является автомат для отрезки и гибки проволочных дета-, лей, содержащий смонтированные на станине по ходу технологического процесса бухтодержатель для катушки с проволокой, механизм рихтовки и механизм подачи, расположенные по оси разматываемой проволоки, а также две поворотные посредством щестеренчато-реечной передачи гибочные оправки, механизм резки проволоки, состоящий из неподвижного и подвижного ножей, и механизм сброса готового изделия. 3.
Недостаток известных автоматов состоит в том, что они неудобны в эксплуатации из-за невозможности гибки на них крюков типа «интеграл.
Целью изобретения является повышение удобств в эксплуатации.
Указанная цель достигается тем, что в
to предлагаемом автомате для отрезки и гибки проволочных изделий, содержащем смонтированные на станине по ходу технологического процесса бухтодержатель для катущки с проволокой, механизм рихтовки и механизм подачи, расположенные по оси разматываемой проволоки, а также две поворотные посредством шестеренчато-реечной передачи гибочные оправки, механизм резки проволоки, состоящий из неподвижного и подвижного ножей, и механизм сброса готового изделия, снабжен карет20кой с ножом, двумя зубчатыми рейками, смонтированными в каретке перпендикулярно направлению подачи проволоки, двумя
шестернями и кулачковым распределительным валом с толкателями, кинематически связанными с механизмс(м подачи, с кареткой и с механизмом сброса готового издеЛ.ИЯ, имеющим подпружиненную рамку для сброса изделия посредством клина, кинематически связанного с толкателем, при этом гибочные оправки установлены на валах шестерен и имеют по два пальца, ось одного из которых размещена соосно оси соответствующей шестерни, а ось другого гибочного пальца смещена на величину расстояния, равного сумме величины наружного радиуса гибки и половины диаметра гибочного пальца. Валы шестерен смонтированы на станине по диаметрально противоположным сторонам относительно направления подачи проволоки к гибочным оправкам.
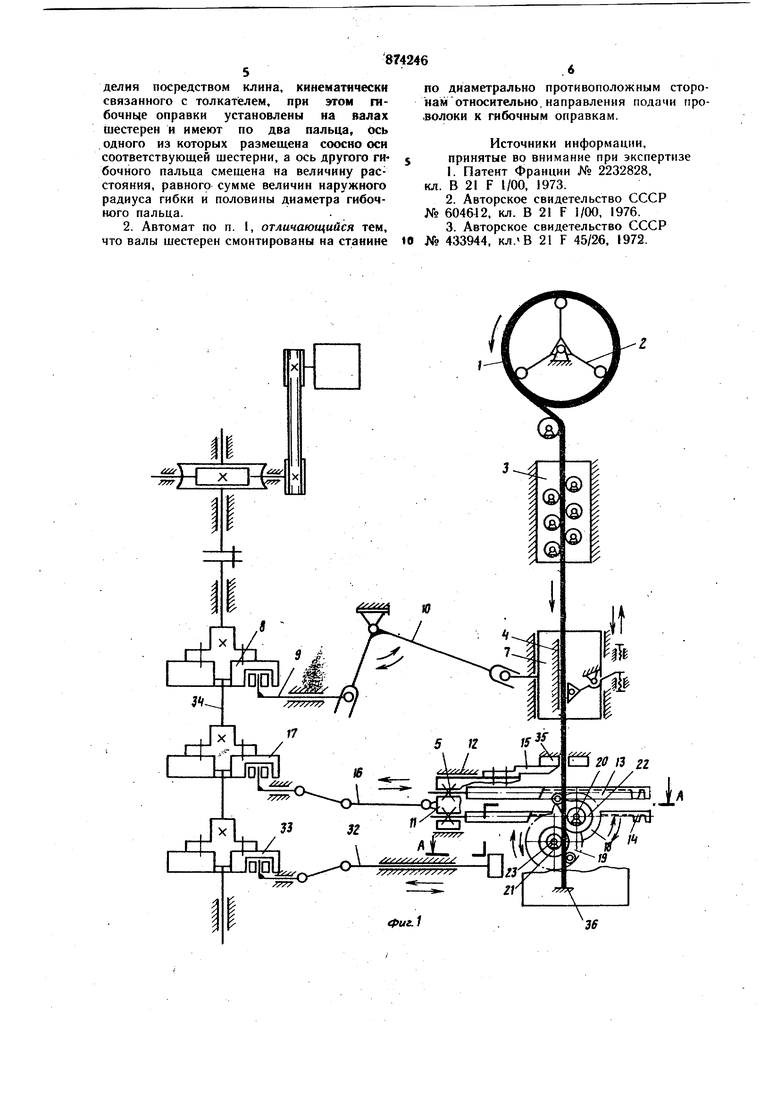
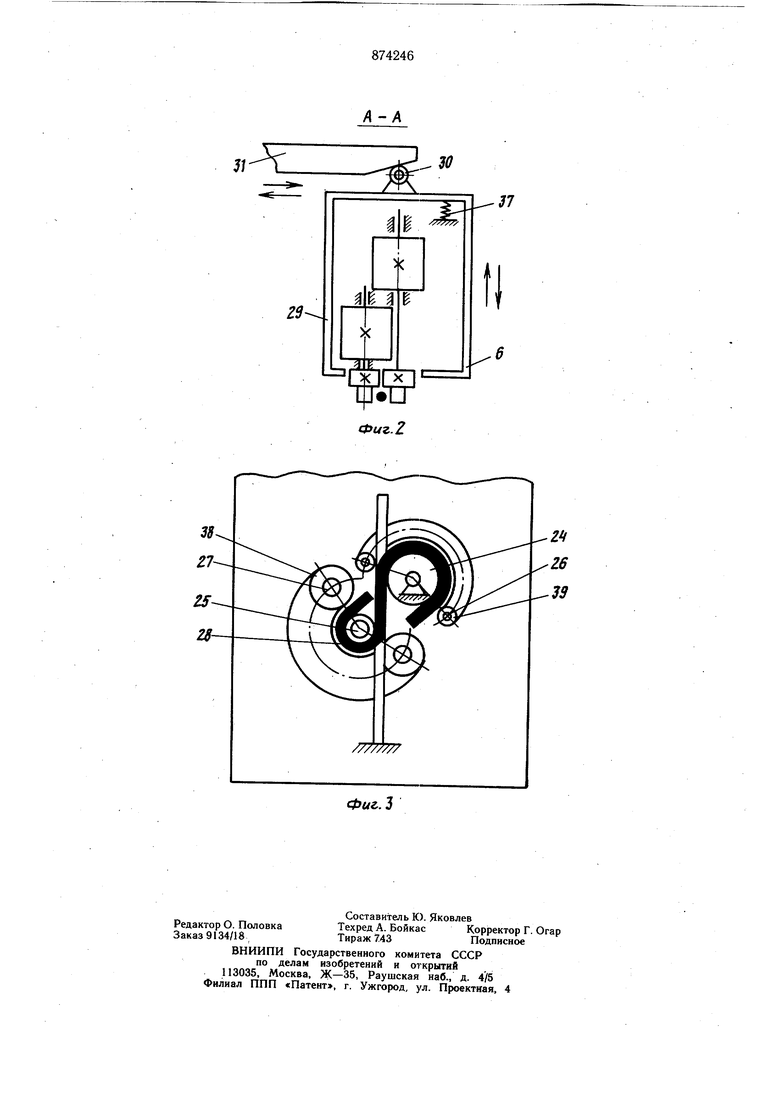
На фиг. I изображена при ципиальная кинематическая схема предлагае|иого автомата с положением гибочных головок до начала процесса гибки; на фиг. 2 - то же, разрез А-А; на фиг. 3 - положение гибочных головок в конце процесса гибки.
Бухта (катушка) проволоки 1 закрепляется на бухтодержателе 2, устанавливаемом отдельно от автомата. На станине, выполненной в виде сварного каркаса (не показана), расположены все составные части автомата. Автомат имеет механизм 3 для ри)стовки проволоки, механизм 4 подачи проволоки, механизм 5 гибки проволоки и устройство 6 сброса готовых деталей. Каретка 7 подачи проволоки получает движение от кулачка 8 распределительного вала через толкатель 9 и рычаг 10. Каретка 11 механизма 5 гибки проволоки перемещается в опорах 12. На каретке И закреплены две зубчатые рейки 13 и 14 и нбж 15 для отрезки проволоки. Движение каретки II передается при помощи толкателя 16 от кулачка 17. Зубчатая рейка 13 находится в зацеплении с шестерней 18, а рейка 14 - с шестерней 19. На валах 20 и 21 шестерен 18 и 19 закреплены гибочные оправки 22 и 23. На оправках 22 и 23 установлено по два пальца 24, 25, 26 и 27. Оси пальцев 24 и 25, вокруг которых происходит гибка, совпадают с осями вращения шестерен 18 и 19, а оси пальцев 26 и 27, которые выполняют гибку, смеш.ены на величину расстояния, равного сумме наружного радиуса гибки и половины диаметра гибочного пальца. Регулировку углов поворота шестерен 18 и 19 (гибочнь1х пальцев 26 и 27) производят путем смещения зубчатых реек 13 и 14. Изготовленные детали 28 сбрасываются с пальцев 24 и 25 при помощи рамки 29, на одной стороне которой происходит гибка детали, а на другой закреплен ролик 30, на который воздействует клин 31, приводимый в движение толкателем 32 от кулачка 33. Кулачки 8, .17 и 33 закреплены на общем приводном распределительном валу 34. Автомат содержит также матрицу 35, упор 36, пружину 37, втулки 38 и 39.
Автомат работает следующим образом. Проволока 1 с бухтодержателем 2, проходя механизм 3 рихтовки проволоки, подается кареткой 7 через отверстие в матрице 35 между пальцами 24, 25, 26 и 27 вдоль стенки рамки 29 до упора 36. Каретка 11 механизма 5 гибки проволоки перемещается на ход, определяемый кулачком 17. При перемещении каретки II нож 15 отрезает заготовку проволоки, а зубчатые рейки 13 и 14 приво0 Дят во вращение шестерни 18 и 19 и поворачивают их на заданный угол, а, соответственно, и гибочные оправки 22 и 23 с пальцами 24, 25, 26 и 27., Пальцы 26 и 27 загибают концы проволоки вокруг пальцев 24 у 25. По окончании процесса гибки каретка 7
подачи проволоки и каретка II механизма гибки возвращаются в исходное положение. При возвращении каретки в исходное положение рейки 13 и 14 поворачивают в обратную сторону шестерни 18 и 19 и гибочные
0 оправки 22 и 23, благодаря этому пальцы 26 и 27 занимают первоначальное положение. После этого начинается движение клина 31 от кулачка 33 через толкатель 32. Клин, воздействуя на ролик 30, перемещает рамку 29 и происходит сброс готовой детали. Пос5 тоянныйПрижим ролика 30 к клину 31 осуществляется пружиной 37. При возвращении рамки 29 в исходное положение каретка 7 производит очередную подачу проволоки в рабочую зону автомата, i: весь цикл изготовления детали повторяется.
Для уменьшения износа пальцев 26 и 27 на них надеваются втулки 38 и 39, поворачивающиеся на пальцах в момент гибки проволоки. Такое конструктивное рещение существенно повышает удобство в эксплуатации автомата для отрезки и гибки проволочных деталей.
Формула изобретения
0 1- Автомат для отрезки и гибки проволочных деталей, содержащий смонтированные на станине по ходу технологического процесса бухтодержатель для катушки с проволокой, механизм рихтовки и механизм подачи, расположенные по оси разматываемой
проволоки, а также две иоворотные посредством щёстеренчато-реечной передачи гибочные оправки, механизм резки проволоки, состоящий из неподвижного и подвижного ножей, и механизм сброса готового изделия.
0 отличающийся тем, что, с целью повышения удобства в эксплуатации, он снабжен Кареткой с ножом, двумя зубчатыми рейками, смонтированными в каретке перпендикулярно направлению подачи проволоки, двумя шестернями и кулачковым распределительным валом с толкателями, кинематически связанными с механизмом подачи, с кареткой и с механизмом сброса готового изделия, имеющим подпружиненную рамку для сброса из5делия посредством клина, кинематически связанного с толкателем, при этом гибочные оправки установлены иа валах шестерен и нмеют по два пальца, ось одного из которых размещена соосно оси соответствующей шестерни, а ось другого ги- 5 бочного пальца смещена на величину расстояния, равного сумме величин наружного радиуса гибки и половины диаметра гибочного пальца. 2. Автомат по п. 1, отличающийся тем, что валы шестерен смонтированы на станине Ю по на .во кл № № диаметрально противоположным стороотносительно, направления подачи tipoоки к гибочным оправкам. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2232828, В 21 F 1/00, 1973. 2.Авторское свидетельство СССР 604612, кл. В 2 F 1/00, 1976. 3.Авторское свидетельство СССР 433944, кл.«В 21 F 45/26, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| Гибочно-отрезной автомат для изготовления проволочных изделий | 1984 |
|
SU1414493A1 |
| Способ изготовления одинарных рыболовных крючков и автомат для их изготовления | 1989 |
|
SU1789316A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для изготовления деталей из проволоки | 1980 |
|
SU895574A1 |
| Гибочно-отрезной автомат для изготовления проволочных деталей | 1984 |
|
SU1232346A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
1 тт) I LlJ 20 13 22 ///„, t
лW
37
Фиг. 2
