4
сл
о
сл
сферический э; емент с размещенными ла внутренней поверхности тензодатчи ками 32. Локализопаиньй контакт тон- коственного сфери {еского элемента винта-датчика с поворотным валом 6, а также жестко фиксированное положение его корпуса 27 относительно корпуса 1 головки обеспечивают нагруже- ние и упругую деформацию сферического элемента. В результате возникшей
деформации изменяется сопротивление тензодатчика 32. Тензодлтчик вкл1т1а- ется в одно из плеч мостовой электрической схемы. В дальнейшем полученная текущая информация отображается на шкале устройства индикации 31 либо преобразуется в управляющие сигналы для осуществления адаптация технологической системы к измененным условиям резания. 1 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Динамометрическая подшипниковая опора | 1988 |
|
SU1754333A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Опора шлифовальной бабки | 1988 |
|
SU1583270A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| Динамометрическая шпиндельная опора | 1991 |
|
SU1803272A1 |
| Токарно-винторезный станок | 1986 |
|
SU1388194A1 |
| Приспособление для точения сферических поверхностей | 1976 |
|
SU670387A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
Изобретение относится к средствам технического диагностирования состояния станков токарной группы, работающих в составе гибких производственных систем и как автоматическое средство измерения (датчик) получения первичной информации о процессе резания при оснащении станков системами адаптивного управления. Цель изобретения - упрощение конструкции, повышение ее технологичности изготовления, расширение функциональных возможностей. Динамометрические свойства револьверной головке обеспечивает размещенный в корпусе 1 измерительный преобразователь, выполненный в виде размещенного в корпусе полого винта, находящегося в контакте с поворотным валом 6. Наконечник изготовлен совместно с корпусом и представляет собой ограниченный торцовыми поверхностями и симметрично расположен-i о ный относительно оси тонкостенный (Л
1
Изобретение относится к мапп1ностро еяию и может быть использовано как средство технического диагностирования состояния станков токарной груп- пы, работающих в составе гибких производственных систем и как автоматическое средство измерения (датчик) получения первичной информации о процессе резания при оснащении станков системами адапативного управления.
Цель изобретения - упрощение конструкции, повышение ее чувствительности и технологичности изготовления, расширение функ1щональных возможностей.
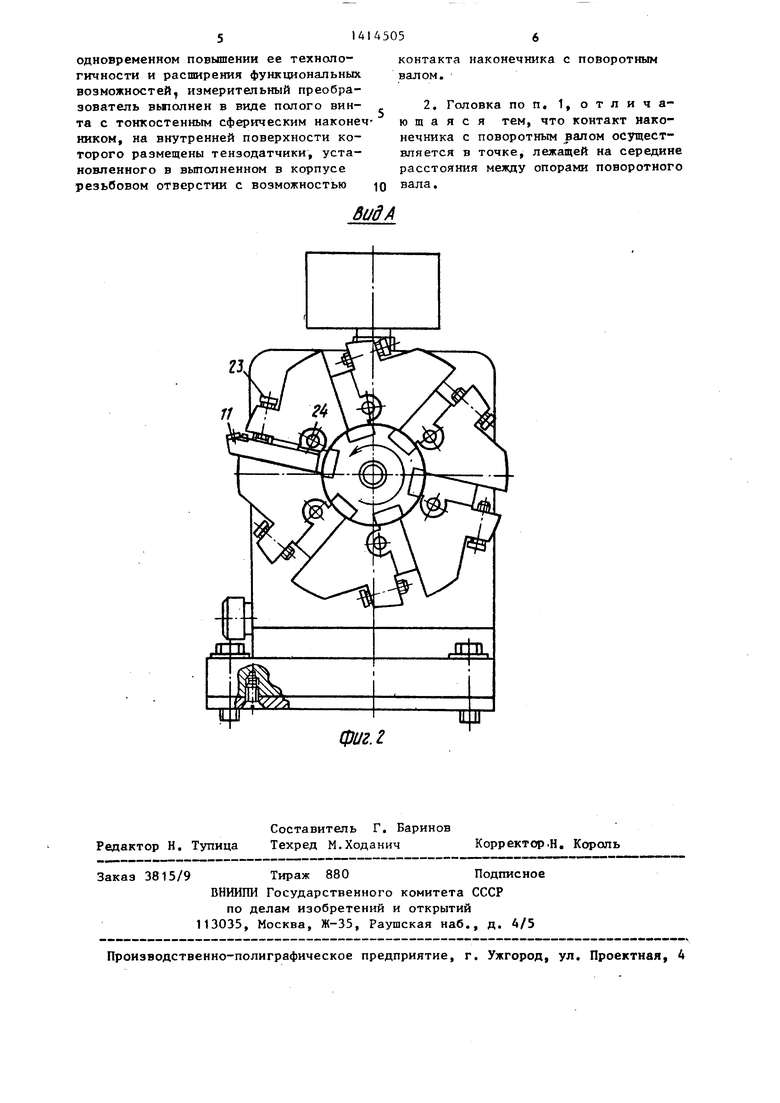
На фиг. 1 схематично изображена динамометрическая револьверная головка ; на фиг. 2 - вид А на фиг. 1.
Динамометрическая револ)зверная головка состоит из разъемного корпуса 1, внутри которого размещена втулка 2. Базирование и закрепление втулки осуществляется штифтами 3 и вин- J 4. Внутри втулки размещены опорные подип пники 5 (радиальные шариковые подшипники К 108) полого поворотного вала 6, имеющего резьбовое отверстие, фланец и резьбовой хвостовик. На торцовых поверхностях фланца вата 6 с помощью штифтов 7 и винтов 8 размещены и закреплены кольцо 9 с шестью зубьями и съемная планшайба 10 с шестью пазами для размещения резцов 11 1ШИ резьбовых блоков. Угловое поз и;ионирование планшайбы 10 осуществляется за счет контактного вза- } модеГ ствия зубьев кольца 9 с замком фт ксатора, а ее закрепление на валу 6 - шаГ;бо; 12 и винтом 13, ввинчиваемым
в р езьбовое отверстие вала. На проти - воположном от фланца конце вала 6 с резьбовым хвостовиком размещены дистанционная втулка 14, тарельчатая пружина 15, зубчатое колесо 16 с жест ко связанным с ним кулачком 17 и разрезная гайка 18. На торце кулачка 17 имеется шесть выступов, взаимодействующих через рычаг с микровыключа
0 тёлем 19.Гайкой 18 осуществляется регулировка величины осевого натяга в опорных подшипниках 5 вала 6. Вал 6 приводится во вращение от электродвигателя 20 (регулируемый, постоянного
5 тока), на вькодном валу которого винтом 21 закреплено приводное зубчатое колесо 22, взаимодействуюп;ее с колесом 16. Закрепление резцов в пазах планшайбы производится винтами 23 и
0 эксцентриками 24 (величина эксцентриситета 1,5 мм). Герметизация поворотной части револьверной головки обеспечивается фторопластовой прокладкой 25 и крышкой 26, служащей также базой для размещения микровыключателя 19 и приводного электродвигателя 20„
Динамометрические свойства револьверной головке обеспечивает размещенный в корпусе 1 измерительный преоб разователь, выполненный в виде винта- датчика, находящегося в контакте с поворотным валом 6. Винт-датчик состоит из корпуса 27, усилительно- преобразовательной схемы 28 управле5 ния, выполненной на аналоговых элементах, и 29, Корпус винта- датчика изготовлен из материала, обладающего тгтругими свойствами (например, аустенитные дисперсионно-тверде,1
юп1ие сплаии марок ЗбПХТЮ (()2), 3611ХТЮМ5, ОКИХМ и др. Лля фиксации винтя-длтчика п осетюм направлении используется стопорная гаГжа 30, а для отображения текущего диагностического состояния применено устройство 31 индикаили. Чувстлительньп наконечник винта-датчика выполнен в виде изготовленного совместно с корпусом симметрично расположенного относительно оси и ограниченного торцовыми поверхностями тонкостенного сферического элемента с размещенными на внутренней поверхности тензодатчика- ми 32. Схема 28 управления смонтирована на опорной пластине 33, размещенной на изолирутопо1х прокладках ЗА. Динамометрическая револьверная головка в сборе (вместе с винтом-датчиком) монтируется на опорной пластине 35 и винтами 36 крепится к суппорту токарного станка с ЧПУ (например, мод. 16К20ФЗ, ТПК-125 и др.).
Головка работает следующим образом
Измерительньп преобразователь (винт-датчик) размеп1ается в корпусе 1 устройства и вводится в контакт с поворотным валом 6.iФиксация достигнутого уровня обеспечивается стопорной гайкой 30. Револьверная головка монтируется на опорной пластине 35 и винтами 36 крепится к суппорту станка, а в пазы планшайбы 10 устанавливаются различного типа инструменты (резхда) 11 и закрепляются винтами 23 и эксцентриками 24. По командам от устройства ЧПУ, регулирующим принятый технологический алгоритм изготовления детапи на токарном станке, производится автоматический поиск требуемого инструмента, в результате чего приводной электродвигатель 20 приводит во вращение жестко закрепленное винтом 21 приводное зубчатое колесо 22, -передающее через зубчатое колесо 16 движение поворотному валу 6, что изменяет угловое положение планшайбы 10 с резцами 11 и кольца 9 с зyбья и, взаимодействуюпшми с замком фиксирующего устройства. Одновременно вращается и размещенньй на противоположном конце вала 6 и жестко связанный с зубчатым колесом 16 кулачок 17, выступы которого взаимодействуют через рычаг с микровыключателем 19 (определяется угловым положением искомой позиции головка) . Подается команда на остановку приводного двигателя 20, после чего
.
. S05
суппорт стлнкл вместе с устлМОРЛГНПОП на нем револьверной соловкой перемещается в зону обработки и осуществляется резание заготовки.
Внешние дестабилизирующие возмущающие воздействия (неравномерность снимаемого припуска, колебания твердости обрабатьшаемого материала и режутих
10 свойств инструментального материала, увеличение площади контакта по задней грани резца, вызванное износом инструмента и другие причины) приводят к нарушению исходного равновесного упру
15 госилового состояния технологической систе йы, воспринимаемого чувствительным наконечником винта-датчика. Локализованный контакт тонкостенного сферического элемента (чувствитель20 ного наконечника) винта-датчика с поворотным валом, а также жестко фиксированное положение его корпуса 27 относительно корпуса 1 револьверной головки обеспечивает нагружение и уп25 ругую деформацию тонкостенного сферического элемента винта-датчика. В результате возникшей деформации изменяется сопротивление тензочувствитель- ного материала преобразователя - тен30 зодатчика 32, происходящее под действием упругих деформаций испытуемой базовой поверхности чувствительного наконечника винта-датчика. Тензодат- чик 32 включает в одно из плеч мостоog вой электрической схемы, С помощью усилительно-преобразовательной схемы 28 управления (имеющей в своем составе также тeмпepaтypнo-кo meнcaциoнньrf элемент) фиксируется напряжение раз40 баланса моста, вызванное изменением сопротивления тензодатчика. В дальнейшем полученная текущая информация отображается на шкале устройства 31 индикации, либо преобразуется в управ45 ляющие электрические сигналы для осуществления адаптации технологической системы к измененнь1м условиям реза- ния.
50
Формула изобретения
одновременном повышении ее технологичности и расширения функциональных возможностей, измерительный преобразователь вьполнен в виде палого винта с тонкостенным сферическим наконеч НИКОМ, на внутренней поверхности которого размещены тензодатчики, установленного в вьтолненном в корпусе резьбовом отверстии с возможностью
Jj
фиг.1
контакта наконечника с поворотным валом.
ВидА
| Михайлов О.П | |||
| и Цейтлин Л.Н | |||
| Измерительные устройства в системах адаптивного управления станками | |||
| М., 1978, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
