|(
СП
:О
Изобретение относится к технологии машиностроения и может быть использовано на финишньк oпepalц яx алмазно-абразивной обработки прецизионных отверстий.
Цель изобретения - повышение точности обработки за счет обеспечения поочередного однобрускового и многобрускового хонингования.
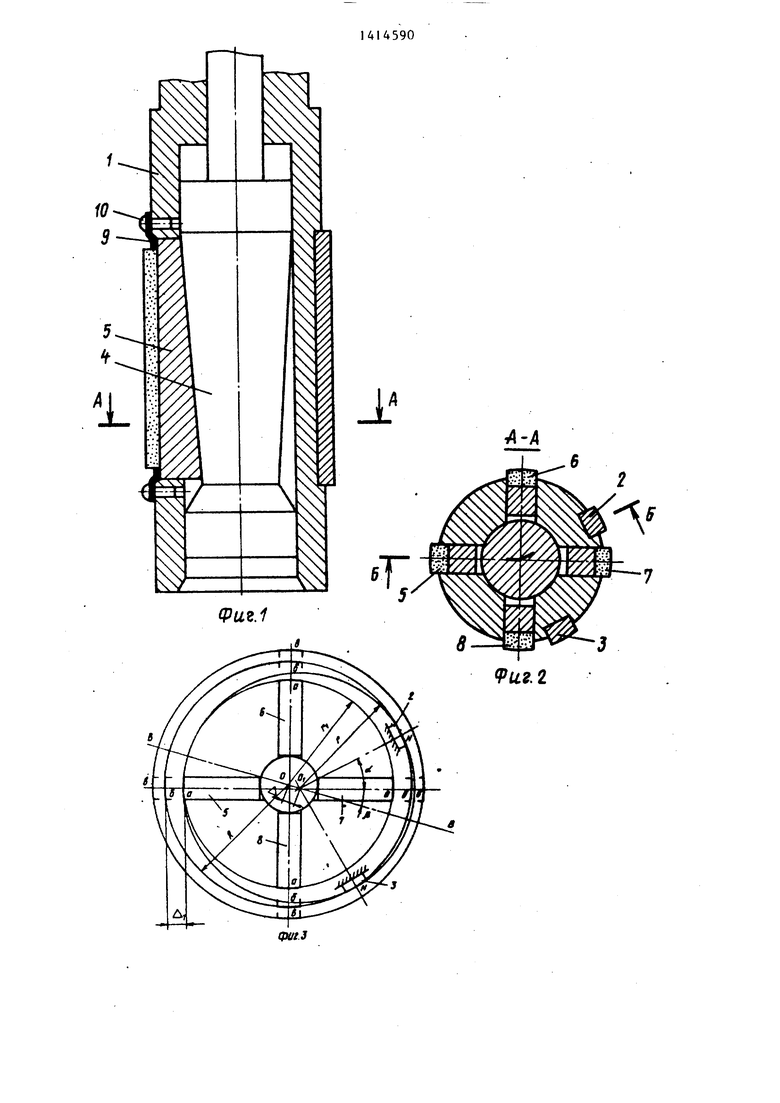
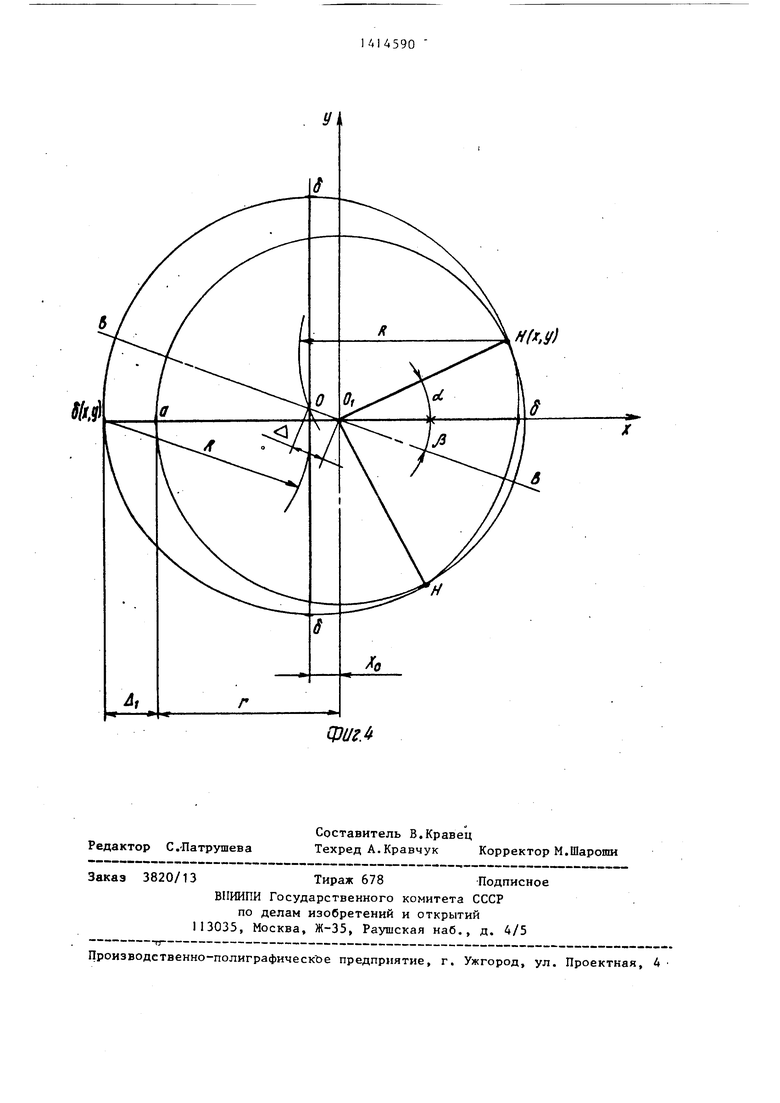
На фиг. 1 показан кон, продольньп разрез; на фиг.2 - разрез Л-А на фиг.1; на фиг.З - схема работы хона, на фиг.4 - пояснение вывода формулы величины смещения центров окружностей.
Хон содержит корпус 1, на котором жестко закреплены два направляющих элемента 2 и 3 (обычно они ныполишот
НИИ работает однобрусковый хон яНН, эффективно исправляя исходную непрямолинейность. Хону придают вращение и возвратно-поступательное движение. В процессе обработки конус разжима 4 под действием внешнего привода перемещается в осевом направлении, раздвигая бруски 5-8 относительно центра 0. Через некоторое время обработки бруски займут такое положение, при котором окружность,проведенная из центра О, пересечет вершины И направляющих элементов 2 и 3 (положение б брусков), а затем эти вершины Н будут находиться уже внутри окружности, проведенной из центра О через вершины брусков 5-8 (поло-о жение В брусков). В последнем случае
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная развертка | 1985 |
|
SU1263504A1 |
| Способ хонингования отверстия однобрусковой хонголовкой | 1979 |
|
SU856770A1 |
| Способ хонингования | 1989 |
|
SU1692821A1 |
| Способ хонингования | 1989 |
|
SU1685692A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ | 1998 |
|
RU2121422C1 |
| Устройство для электрохимического хонингования внутренних цилиндрических поверхностей | 1981 |
|
SU1046057A1 |
| Хон | 1990 |
|
SU1706841A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Устройство для наружного хонингования пакетов поршневых колец | 1981 |
|
SU1042967A1 |
Изобретение относится к технологии машиностроения, и может быть использовано не финишных операциях ал- мазно-образивной обработки прецизионных отверстий. Цель изобретения - повышение точности обработки за счет поочередного однобрускового и многобрускового хонингования. На корпусе хона закреплена пара направляющих элементов, рабочие поверхности которых расположены на большем радиусе, чем рабочие поверхности абразивных брусков. Угол между направляющими элементами составляет менее 90. В первоначальный момент хон работает одним бруском, исправляя исходную непрямолинейность, затем в работу вступают остальные бруски, при этом достигается большая производительность. 4 ил.
ся из твердого сплава). Внутри корпу-2Q направляющие элементы перестанут ка25
35
са 1 имеется конус 4 разжима, воз- действуюищй на абразивные бруски 5-8 Лепестки 9,закрепленные винтами 10, предохраняют бруски от выпадения из корпуса 1.
На фиг.З окружность, центр которой помещен в точке 0 радиуса г, проведена через вершины Н направляющих элементов 2 и 3. В этом положении направляющие элементы и брусок 5 точкой а касаются поверхности отверстия в заготовке, имеющего радиус г. Особенность хона состоит в том, что центр О окружности, проходящей через вершины а брусков 5-8 смещен относительно центра О, в направлении бруска 5 на величину и . Это направление обозначено вектором ВВ. Вектор наклонен к оси бруска 5 под углом ft .Частный случай |i 0, но для общности Q решен}гя задачи п данной конструкции принято р 0. Расположение направляющих элементов достаточно произвольное необходимо лишь, чтобы треугольник аНН не имел углов, равных или больше 90° . 1 ляниой конструкции угол между радиусом ОН направляющего элемента 2 и-осью бруска 5 принят равным c-i .
Хон работает следующим образом.
В исходном состоянии, характеризуе мом положением а брусков 5-8, вершины брусков 6-8 находятся внутри окружности с центром О,, проведенном через вершину а бруска 5 и вершины направляющих элементов Н 2 и 3, т.е. бруски 6-8 не касаются поверхности отверстия и поэтому не участву- .ют в съеме металла. В данном положесаться поверхности отверстия - наступает период многобрускового хонингова ния с высокой производительностью.
Момент перехода от однобрускового хонингования к многобрусковому определяется величиной той непрямолинейности отверстия, которую необходимо исправить за время действия однобрускового хонингования. Зная величину 30 исходной непрямолинейности, назначаем перемещение брусков 5-8 из положения а в положение б, равное 6 . Если обозначить исходную непрямоли- нейность отверстия 0 , то необходимо при назначении и, вьтолнить следующее условие:
А,е.
I
Назначив величину перемещения
брусков U, и зная геометрические параметры хона, найдем необходимое смещение центров д .
На фиг.4 в системе координат ХОУ. построено .исходное состояние хона. Точки Н обозначают вершины направляющих элементов, точка . а - вершина бруска 5. Эти точки расположены на радиусе г, проведенном через начало координат О,. Новое положение бруска 5 обозначено буквой б (Х,У), эта точка находится от начального положения бруска а на заданном расстоянии U, , определяемом из условия (1). Направление смещения центра окружности О задано вектором ВВ и углом р . Задача состоит в том, чтобы найти точку О на этом векторе, равноудаленную от точек б(Х,У) и Н(Х,У). В этом случае происходит
45
.JO
)5
25
35
саться поверхности отверстия - наступает период многобрускового хонингования с высокой производительностью.
Момент перехода от однобрускового хонингования к многобрусковому определяется величиной той непрямолинейности отверстия, которую необходимо исправить за время действия однобрускового хонингования. Зная величину 30 исходной непрямолинейности, назначаем перемещение брусков 5-8 из положения а в положение б, равное 6 . Если обозначить исходную непрямоли- нейность отверстия 0 , то необходимо при назначении и, вьтолнить следующее условие:
А,е.
I
Назначив величину перемещения
брусков U, и зная геометрические параметры хона, найдем необходимое смещение центров д .
На фиг.4 в системе координат ХОУ. построено .исходное состояние хона. Точки Н обозначают вершины направляющих элементов, точка . а - вершина бруска 5. Эти точки расположены на радиусе г, проведенном через начало координат О,. Новое положение бруска 5 обозначено буквой б (Х,У), эта точка находится от начального положения бруска а на заданном расстоянии U, , определяемом из условия (1). Направление смещения центра окружности О задано вектором ВВ и углом р . Задача состоит в том, чтобы найти точку О на этом векторе, равноудаленную от точек б(Х,У) и Н(Х,У). В этом случае происходит
45
O
)5
касание поверхности отверстия всех брусков и направляющих элементов, после чего при дальнейшем раздвиже- нии брусков начинается многобруско- вое хонингование.
Найдем координату Х точки О. Координаты точек Н (Х,У) и б(Х,У) следующие: Н„ Г совы , Хр- -(г+ U),
В частном случае, при и О и при условии, что Л, /г « 1, получим упрощенное выражение, удобное для практических расчетов:
1 jA .
1 cos ot
(6)
Пример. Хон 045 мм оснащен четырьмя альАзными брусками размерами
8x100 мм характеристики АС 1580/63 х X 100 Ml и двумя направляющими элементами шириной 5 мм, длиной 100 мм, выполненными из твердого сплава ВК8, В обрабатываемом отверстии исходнал непрямолинейность составляет 0,01 мм, некруглость - 0,05 . Назначаем общий припуск - 0,1 мм, величину перемещения бруска для ликвидации исходной непрямолинейности Д, 0,03 мм. Остальные параметры:
30
0. Требуемая величина
смещения центров находится по упрощенной формуле (6)
Л 0,016 мм.
I
Время обработки отверстия в детали
из стали ЗОХМЮА, термообраВотанной
р,о твердости НРС 56, составляет 2 мин.
Уравнения окружностей, проведенных из точек Н(Х,У) и б(Х,У),
(X - г cos ог. ) (Y - г since )- Р(3)
х + (г -t-ui) (Y - 0) - Р (4)
Решая полученную систему с учетом выражения (2), получим:
/5)
5
0
5
Некруглость и непрямолинейность после обработки 0,005 мм.
При обработке только четьфехбрус- ковым хоном за 2 мин получаемая по- грещность формы равна 0,01 мм, при обработке однобрусковым хоном непрямолинейность, равная 0,005 мм, достигается после 3-4 мин.
Таким образом, предлагаемая конструкция, совмещая в себе преимущества однобрусковой и многобрусковой ХОН головок,повышает производительность и точность обработки.
Формулаизобретения
Хон, выполненный в вцце корпуса с направляющим элементом, конуса разжима и абразивных брусков, рабочие поверхности которых расположены на одинаковом расстоянии от оси, о т- личающийся тем, что, с целью повьш1ения точности обработки за счет поочередного однобрускового и многобрускового хонингования, хон снабжен дополнительным направляющим элементом, при этом рабочие поверхности направляющих элементов расположены на большем радиусе, чем рабочие поверхности брусков.
fpu.i
L
и-д
9иг.2
. i
Фиг.
| Патент США № 4471576, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
