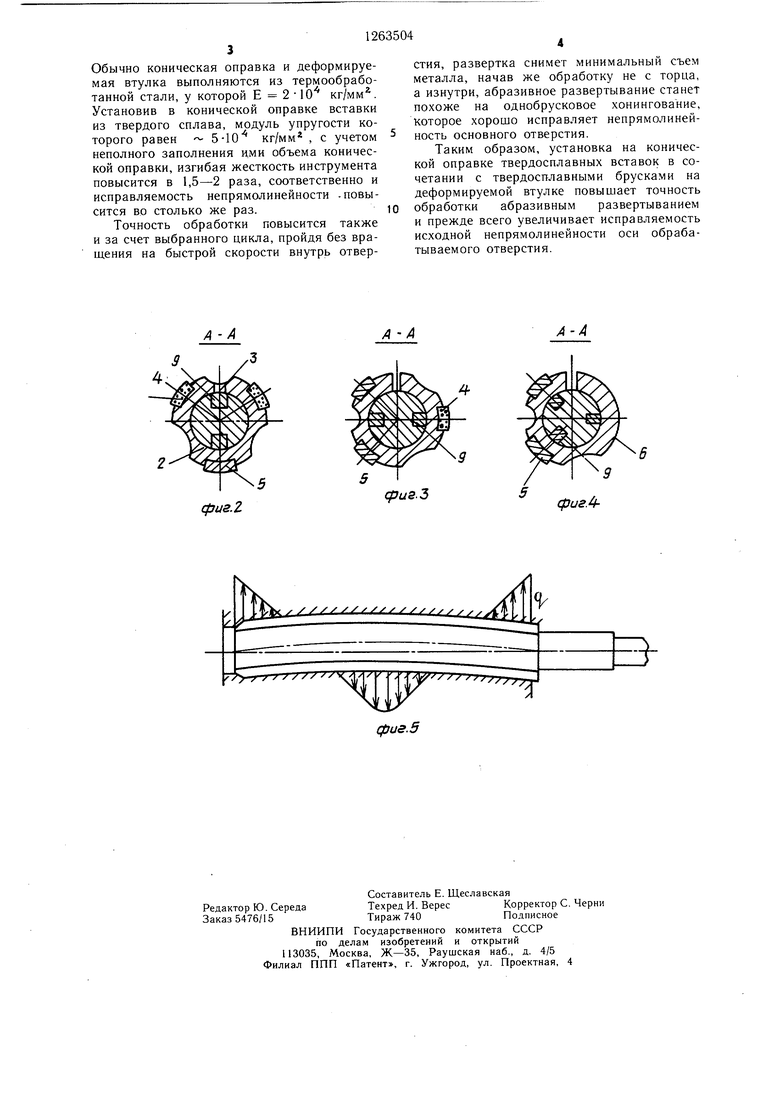
iJ Г- I ; I Изобретение относится к технологии машиностроения и может быть испрльзовано при алмазно-абразивной обработке прецизионных отверстий. Цель изобретения - повышение точности обработки путем увеличения изгибной жесткости инструмента. На фиг. 1 схематически изображена абразивная развертка; на фиг. 2-4 - разрезы А-А на фиг. 1 (варианты взаимного расположения брусков и вставок); па фиг. 5 - схема взаимодействия абразивной развертки с искривленным отверстием. Абразивная развертка содержит коническую оправку 1, на которую надета деформируемая втулка 2. На ней имеется продольный сквозной разрез 3, улучшающий радиальную деформацию втулки 2. На наружной поверхности втулки 2 закреплены абразивные бруски 4 и твердосплавные бруски 5. Вместо абразивных брусков 4 возможно применение абразивосодержащего слоя 6, нанесенного на цилиндрическую поверхность втулки 2 гальваническим методом. Регулирование диаметра абразивной развертки осуществляется гайками 7 и 8. На конической оправке 1 выполнены продольные пазы, в которых жестко закрепляются (припаяны) вставки 9, материал которых имеет модуль нормальной упругости (Е) больше модуля упругости материала оправки 1 более чем в 2,5 раза. Цифра 2,5 выбрана исходя из того, что меньшая величина практически не скажется на увеличении способности абразивной развертки к исправлению непрямолинейности отверстия Обычно материал конической оправки сталь (Е 2 : 10 кг/мм ). Вставки предпочтительнее изготовлять из твердого сплава марок ВК8 или Т5 К 10 (Е 5-10 кг/мм). Их выпуск освоен промышленностью. Возможно применение и других материалов для вставок: иридия (Е 5-10 кг/мм), осмия (Е 5,7-10 кг/мм). Изготовлять коническую оправку целиком из твердого сплава технологически невозможно и очень дорого. Расположение вставок 9 на конической оправке 1 должно быть таково, чтобы изгибная жесткость абразивной развертки в направлении одного из брусков была максимальной. Это достигается тем, что плоскость наибольшей изгибной жесткости вставок 9 пересекает ось оправки 1 и центр тяжести одного из брусков. Если, например, вставка выполнена в виде прямоугольного параллеленипеда, то она располагается на конической оправке так, чтобы плоскость, проходящая через центр тяжести его поперечного сечения (прямоугольника) и параллельная большей стороне этого прямоугольника, пересекала ось оправки. Кроме того, указанная плоскость должна пересекать также центр тяжести абразивного или твердосплавного бруска. Это необходимо для того, чтобы в момент, когда абразивный брусок находится в плоскости наибольшей непрямолинейности оси обрабатываемого отверстия, изгибная жесткость развертки в этой плоскости должна быть максимальной. На фиг. 2 показан вариант, когда деформируемая втулка снабжена двумя абразивными брусками и одним твердосплавным. В этом случае вставки желательно располагать в плоскости, проходящей через их центры тяжести, ось развертки и центр тяжести твердосплавного бруска--. На фиг. 3 показан вариант, когда на деформируемой втулке установлены два твердосплавных бруска, и один абразивный - вставки располагаются в этом случае напротив абразивногобруска. На фиг. 4 показан вариант, пригодный для разверток большого диаметра, в этом случае вставки можно устанавливать напротив всех брусков. Обработка отверстия предлагаемой абразивной разверткой происходит следующим образом. Наружный диаметр развертки настраивают больше диаметра обрабатываемого отверстия на 0,01 - 0,03 мм. Без вращения развертку вводят на сравнительно высокой скорости в отверстие до момента перекрытия режущей части поверхности отверстия, затем придают ей вращательное движение, продолжая возвратно-поступательное движение. Перебег брусков за торцы отверстия должен составлять 1/4 - 1/2 длины брусков. Осуществив несколько двойных ходов, развертку возвращают в исходное гЕОЛожение. Исправление непрямолинейности оси отверстия происходят следующим образом. Войдя в искривленное отверстие, абразивная развертка будет изогнута по форме отверстия (фиг. 5). Исправление непрямолинейности происходит за счет повышенного давления, возникающего в контакте, причем причиной давления является искривление оси. Цримерный вид эпюры давления показан на фиг. 5. В общем случае величина давления прямо пропорциональна изгибной жесткости инструмента, т.е. q Ч. оС-ЕЗ, где Е - модуль нормальной упругости; У -момент инерции поперечного сечения абразивной развертки; ot -коэффициент, зависящий от положения развертки вдоль отверстия. Интенсивность съема металла пропорциональна возникающему в контакте давлению, т.е. если при прочих равных условиях давление в контакте больще, тем лучше исправляемость. Как следует из приведенной формулы реально управлять величиной q можно только цутем изменения величины Е
Обычно коническая оправка и деформируемая втулка выполняются из термообработанной стали, у которой Е 2 10 кг/мм. Установив в конической оправке вставки из твердого сплава, модуль упругости которого равен б-Ш кг/мм , с учетом неполного заполнения цми объема конической оправки, изгибая жесткость инструмента повысится в 1,5-2 раза, соответственно и исправляемость непрямолинейности -повысится во столько же раз.
Точность обработки повысится также и за счет выбранного цикла, пройдя без вращения на быстрой скорости внутрь отверстия, развертка снимет минимальный съем металла, начав же обработку не с торца, а изнутри, абразивное развертывание станет похоже на однобрусковое хонингование, которое хорошо исправляет непрямолинейность основного отверстия.
Таким образом, установка на конической оправке твердосплавных вставок в сочетании с твердосплавными брусками на деформируемой втулке повышает точность обработки абразивным развертыванием и прежде всего увеличивает исправляемость исходной непрямолинейности оси обрабатываемого отверстия.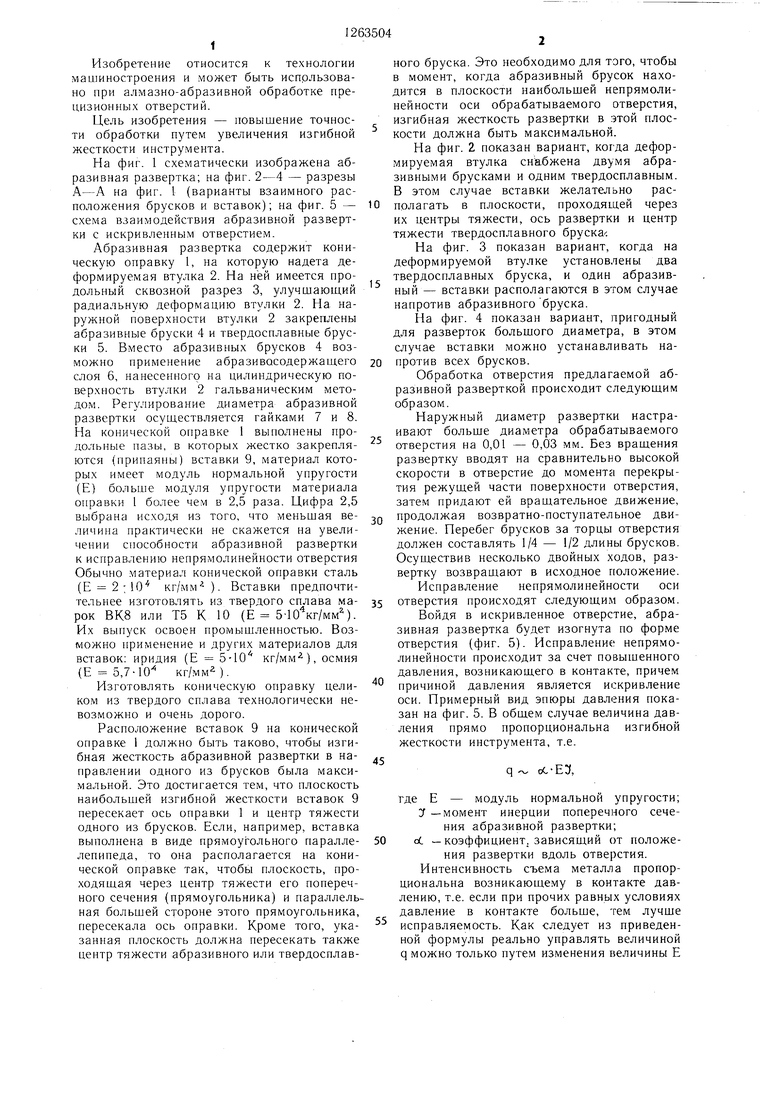
| название | год | авторы | номер документа |
|---|---|---|---|
| Абразивная развертка | 1988 |
|
SU1563949A1 |
| АБРАЗИВНАЯ РАЗВЕРТКА | 1998 |
|
RU2123926C1 |
| Способ обработки отверстий и абразивная развертка для обработки отверстий | 1983 |
|
SU1093510A1 |
| Абразивная развертка | 1981 |
|
SU987898A1 |
| Абразивный инструмент | 1982 |
|
SU1077771A1 |
| АЛМАЗНАЯ РЕГУЛИРУЕМАЯ РАЗВЕРТКА | 2000 |
|
RU2188748C2 |
| Абразивная развертка | 1986 |
|
SU1333551A1 |
| Способ обработки отверстий | 1985 |
|
SU1256935A1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
АБРАЗИВНАЯ РАЗВЕРТКА, содержащая коническую оправку с установленной на ней деформируемой втулкой с абразивными и твердосплавными брусками, отличающаяся тем, что, с целью повышения точности обработки, развертка снабжена вставками, а в оправке выполнены пазы, предназначенные для размеш.ения вставок таким образом, что плоскость их максимальных изгибных жесткостей пересекает ось оправки и центр тяжести, по крайней мере одного из брусков, причем вставки выполнены из материала, модуль упругости которого более чем в 2,5 раза больше модуля упругости материала оправки.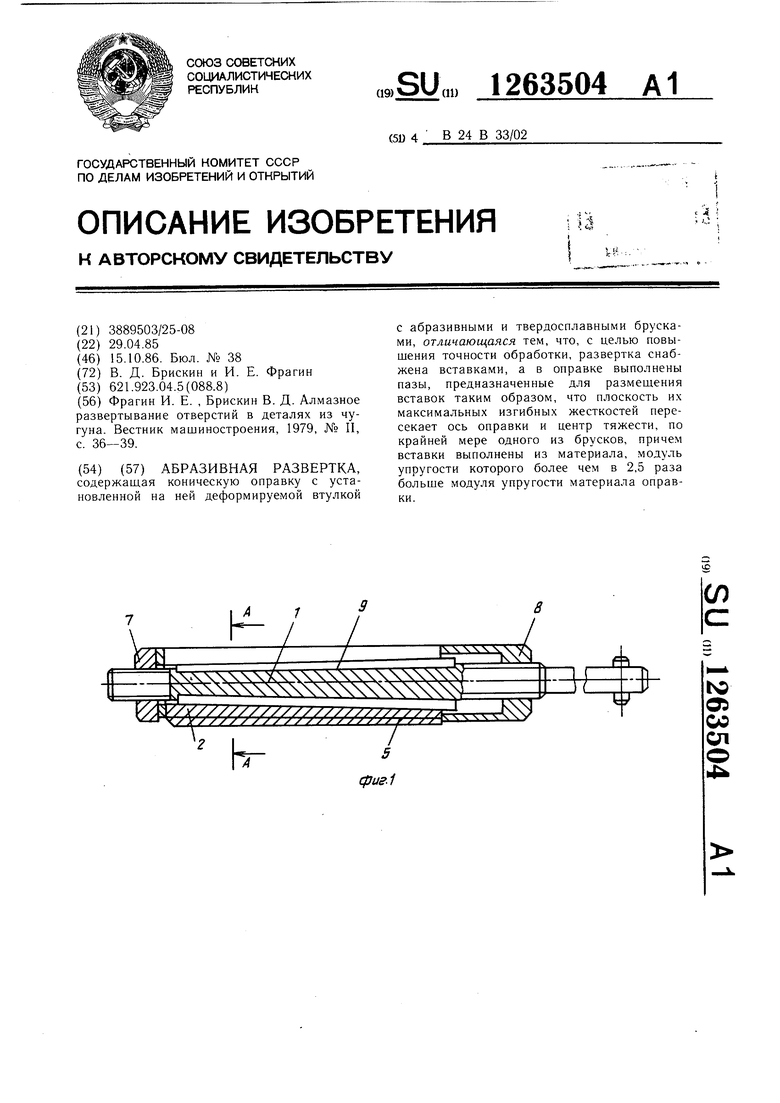
фиг. г
А-А
А-А
| Фрагин И | |||
| Е | |||
| , Брискин В | |||
| Д | |||
| Алмазное развертывание отверстий в деталях из чугуна | |||
| Вестник машиностроения, 1979, № II, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
