(Л
ел
о
4ib
Од СО
.1
ки полуфабрикатов с загрузочным толкателем 8, механизм-Центрирования штенгеля. Последний включает в себя центрирующий элемент, состоящий из полуконусов 31. Последние связаны со штоком 37, совершающим возвратно-поступательное движение в направляющей 38 при помощи привода 39, Толкатель В имеет возможность поворачивать ся в опоре 14 вращения и соединен с приводом 16 вращения через тягу 15. При помощи привода 17 толкатель 8 и полуконусы 31 со щтенгелем совершают вертикальное перемещение по оси
отверстия уплотнительного вкладьша 40. При достижении торцом штенгеля уплотнительного вкладыша 40 толкатель 8 начинает поворачива ться в опоре 14. Проходя через отверстие вкладыша 40, штенгель совершает поступательно-вращательное движение. При этом на внутренней поверхности вкладьшха 40 образуются спиралевидные канавки, которые увеличивая путь возможного проникновения воздуха в откачное гнездо 3 при уплотнении штенгеля, уменьшают вероятность натекания, 2 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для откачки трубчатых газоразрядных ламп | 1974 |
|
SU528634A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ ПОЛУАВТОМАТ ДЛЯ СВЕРХМИНИ.ЛТЮРНЫХ ЛАМП НАКАЛИВАНИЯ | 1967 |
|
SU200021A1 |
| Устройство для изготовления люминесцентных ламп | 1990 |
|
SU1786531A1 |
| Автомат для откачки и наполнения ламп накаливания с кварцевой оболочкой | 1981 |
|
SU1014070A1 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛАМП НАКАЛИВАНИЯ С ДАВЛЕНИЕМ НАПОЛНИТЕЛЬНОГО ГАЗА ВЫШЕ АТМОСФЕРНОГО | 1970 |
|
SU260741A1 |
| Полуавтомат для откачки и наполнения электрических ламп | 1987 |
|
SU1529318A1 |
| Автомат для приварки штенгелей | 1977 |
|
SU736210A1 |
| Устройство формования вкладышей для ампул | 1985 |
|
SU1274961A2 |
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 1971 |
|
SU320215A1 |
Изобретение относится к устройствам для производства электровакуумных приборов , в частности, к машинам для откачки и наполнения ламп накаливания. Целью изобретения является повышение надежности автомата. На откачной карусели, установленной на станине, расположены откачные гнезда 3. На станине установлены механизм уплотнения штенгеля, механизм загрузки полуфабрикатов с загрузочным толкателем 8, механизм центрирования штенгеля. Последний включает в себя центрирующий элемент, состоящий из полуконусов 31. Последние связаны со штоком 37, совершающим возвратно-поступательное движение в направляющей 38 при помощи привода 39. Толкатель 8 имеет возможность поворачиваться в опоре 14 вращения и соединен с приводом 16 вращения через тягу 15. При помощи привода 17 толкатель 8 и полуконусы 31 со штенгелем совершают вертикальное перемещение по оси отверстия уплотнительного вкладыша 40. При достижении торцом штенгеля уплотнительного вкладыша 40 толкатель 8 начинает поворачиваться в опоре 14. Проходя через отверстие вкладыша 40, штенгель совершает поступательно-вращательное движение. При этом на внутренней поверхности вкладыша 40 образуются спиралевидные канавки, которые, увеличивая путь возможного проникновения воздуха в откачное гнездо 3 при уплотнении штенгеля, уменьшают вероятность натекания. 2 ил.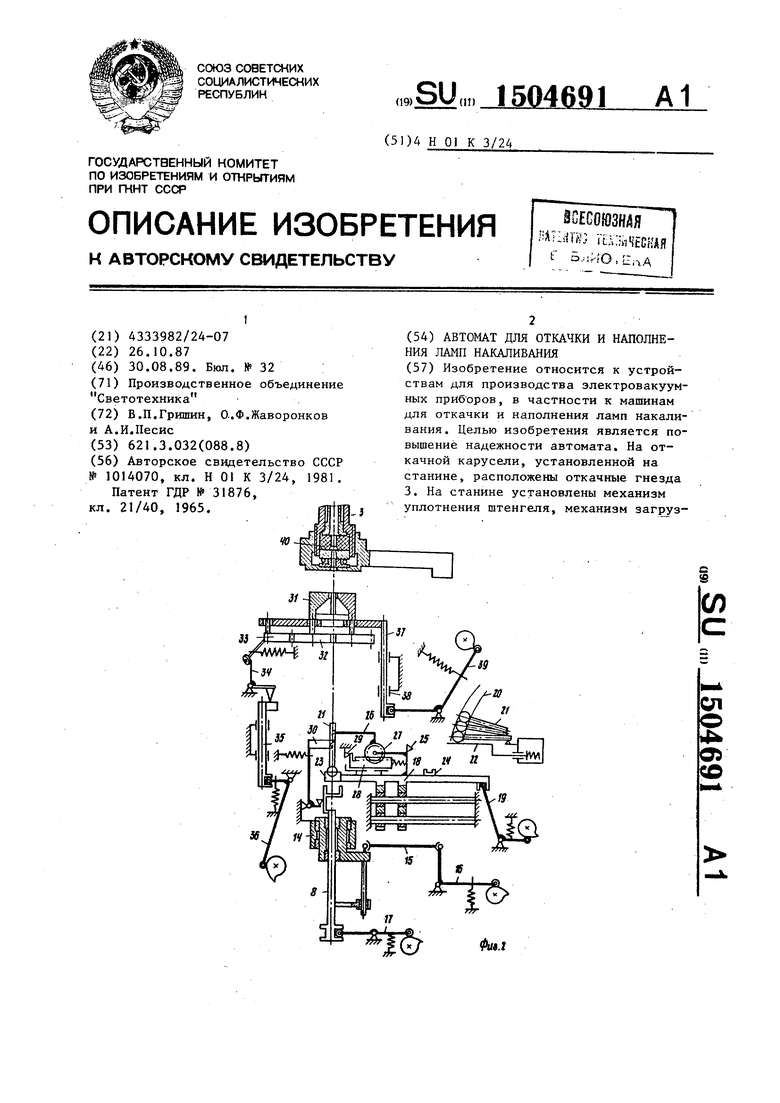
1 Изобретение относится к устройствам для производства электровакуумных приборов, в частности к машинам для откачки и наполнения ламп накаливания . .
Цель изобретения - повышение надежности автомата с откачки.
На фиг.1 изображен автомат откачки и наполнения ламп накаливания,, вид в плане; на фиг.2 - механизмы загруз- ки и центрирования.
Автомат (фиг.1) содержит откачную карусель 1, установленную на станине 2. На -откачной карусели расположены откачные гнезда 3, соединенные трубо проводами с золотником 4. На станине
2установлены механизмь 5, управляю- клапанами откачного гнезда 3, механизм 6 уплотнения штенгеля, механизм 7 загрузки полуфабрикатов с загрузочным толкателем 8, механизм
9 центрирования штенгеля, горелки 10 обезгаживания колбы, механизм 11 для подачи напряжения на тело накала полуфабриката, ванна 12 с жидким азотом, механизм 13 отпайки полуфабриката.
Механизм загрузки полуфабрикатов (фиг.2) включает загрузочный толкатель 8, имеющий возможность поворачиваться в закрепленной на станине опоре 14 вращения, тягу 15, соединяющую толкатель 8, с приводом 16 вращения, П15ИВОД 17 вертикального перемещения толкателя В, каретку 1В, перемещаемую с помощью привода 19, ма газин 20 с полуфабрикатами 21 и отсекатель 22. На каретке 18 установлены призмы 23, базирующая колбу по
0 5
0
0
5
0
луфабриката поддержка 24 для штенгеля, упор 25, захват 26 штенгеля и связанное с ним зубчатое колесо 27, находящееся в зацеплении с зубчатой рейкой 28, которая имеет возможность перемещаться, взаимодействуя с упором 29, установленным на станине. На станине расположен подвижный упор 30, базирующий штенгель полуфабриката при его переориентации. Упор 30 управляется толкателем 8.
Механизм центрирования штенгеля полуфабриката (фиг.2) включает центрирующий элемент, состоящий из полуконусов 31, соединенных с зубчатыми колесами 32, одно из которых находится в зацеплении с зубчатым сектором 33, который управляется рычагом 34, через шток 35 и привод 36., Полуконусы 31 с зубчатыми колесами 32 и сектором 33 связаны со штоком 37, способным совершать возвратно- поступательное движение в направляющей 38 при помощи привода 39. Ось, относительно которой толкатель 8 может совершать поступательное и вращательное движение, совпадает с осью цилиндрического отверстия центг рирующего элемента, состоящего из .полуконусов 31, и осью внутреннего отверстия уплотнительного вкладьппа 40 откачного гнезда 3.
Автомат работает следующим образом.
Карусель 1 с откачными гнездами 3 и механизмы, установленные на станине, кинематически связанные между собой и с распределительным кулачковым валом, задающим последовательность срабатывания механизмов. Каретка 18, находясь в. крайнем правом положении, упором 25 воздействует на отсекатель 22 открывая магазин 20 с полуфабрикатами 21. Колба полуфабриката попадает на призму 23, а приваренный к ней штенгель на поддержку 24 каретки 18. Затем каретка 18 начинает перемещаться при помощи привода 19, освобождая отсекатель 22, который закрывает магазин 20. При движении каретки 18 производится переориентация полуфабриката 21 путем изменения положения штенгеля с горизонтального на вертикальное с помощью захвата 26, осуществляющего съем штенгеля с поддержки 24 и поворачивающегося совместно с зубчатым колесом 27, получающим вращение от зубчатой рейки 28, которая перемещается под воздействием упора 29. При достижении кареткой 18 крайнего левого положения штенгель ориентируется вертикально при помощи захвата 26 и упора 30. Затем производится спускание в направляющей 38 штока 37 при помощи привода 39. Центрирующие полуконусы 31, связанные с штоком 37, опускаются до.базирования штенгеля их в цилиндрическом отверстии. При помощи привода 17 загрузочный толкатель 8 совершает вертикальное перемещение и, отпуская упор 30, производит съем полуфабриката с призмы 23 каретки 18, которая, перемещаясь в крайнее правое положение под загрузку следующим полуфабрикатом, освобождает рейку 28 от воздействия упора 29. Рейка 28, перемещаясь влево, через зубчатое колесо 27 поворачивает захват 26 до исходного перед съемом штенгеля с поддержки 24 положения. Толкатель 8 с полуфабрикатом 21 при помощи привода 17, а шток 37 и связанные с ним центрирующие полуконусы 31 с базированным в них штеигелем при помощи привода 39 совершают одновременно вертикальное перемещение по оси внутреннего отверстия уплотни- тельного вкладьппа 40 откачного гнезд 3. При достижении торцом штенгеля уплотнительного вкладыша 40 толкател 8 начинает поворачиваться в опоре 14 при помощи тяги 15 и привода 16. При прохождении через отверстие вкла дьш1а 40 штенгель совершает поступательно-вращательное движение. При этом за счет износа на внутренней
а ь -
5046916
уплотняющей поверхности вкладьш1а 40 образуются спиралевидные канавки, которые увеличивая путь возможного проникновения воздуха в откачное гнездо 3 при уплотнении штенгеля, уменьшают вероятность натекания. При загрузке в откачное гнездо 3 полуфабрикатов с одновременным вращением
10 щтенгеяя различной длины относительно оси внутреннего отверстия уплотнительного вкладыша 40 возникает биение торца штенгеля, что ведёт в несоосно- му внедрению штенгеля в уплотнитель15 ный вкладьпп и к его износу. Поэтому центрирующие полуконусы 31 через связанный с ними шток 37 снабжены направляющей 38, позволяющей полуконусам 3 сопровождать центрированный
20 в них штенгель до его внедрения в отверстие 3 вкладыша 40. После уплотнения штенгеля механизмом 6 в откач- ком гнезде 3 производится отвод загрузочного толкателя 8 в исходное
25 положение. Для перемещения откачного гнезда 3 с загруженным полуфабрикатом на следующую позицию автомата осу- ществляется разведение полуконусов 31. При зтом с помощью привода 36
30 посредством штока 35, рычага 34 и
зубчатого сектора 33 производится вращение зубчатых колес 32 и связанных с ними центрирующих полуконусов 31, которые после подвода следующего откачного гнезда занимают исходное положение. После загрузки полуфабриката в откачное гнездо.3 карусели 1 на первых позициях откачной карусели производится вакуумная обработка
40 полуфабриката, проверка его на вакуум-, ную плотность и обезгаживание колбы при помощи горелок 10,. Затем для очищения тела накала к нему с помощью механизма I1 подводится напряжение.
45 После этой операции полуфабрикат подвергается вакуумной обработке, по окончании которой с помощью механизма 5, переключающего клапаны откачного гнезда 3, в полуфабрикат подает50 ся наполняющий газ, который перемораживается в колбу при ее погружении в ванну 12 с жидким азотом. По окончании операции перемораживания наполняющего газа с помощью механизма 13
55 производится отпайка колбы полуфабриката от штенгеля и выгрузка отпаянной лампы из автомата.
Использование опоры вращения загрузочного толкателя и тяги, соеди35
Редактор Л.Пчолинская
4&./
Составитель В.Горчанова
Техред М.Ходанич Корректор М.Васильева
| Автомат для откачки и наполнения ламп накаливания с кварцевой оболочкой | 1981 |
|
SU1014070A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для сигнализации о прорыве трубопровода | 1932 |
|
SU31876A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
