И:н)Г)чч еиие отисх ится к алектромашино- строеник) и может быть использовано в .лекгротехнической промышленности при из- г()Г()11.,1ении коллекторов электрических машин с нластмассовым корпусом.
1 U . ib изобретения упрощение технологического процесса и повьииение ироизводи- гельиости.
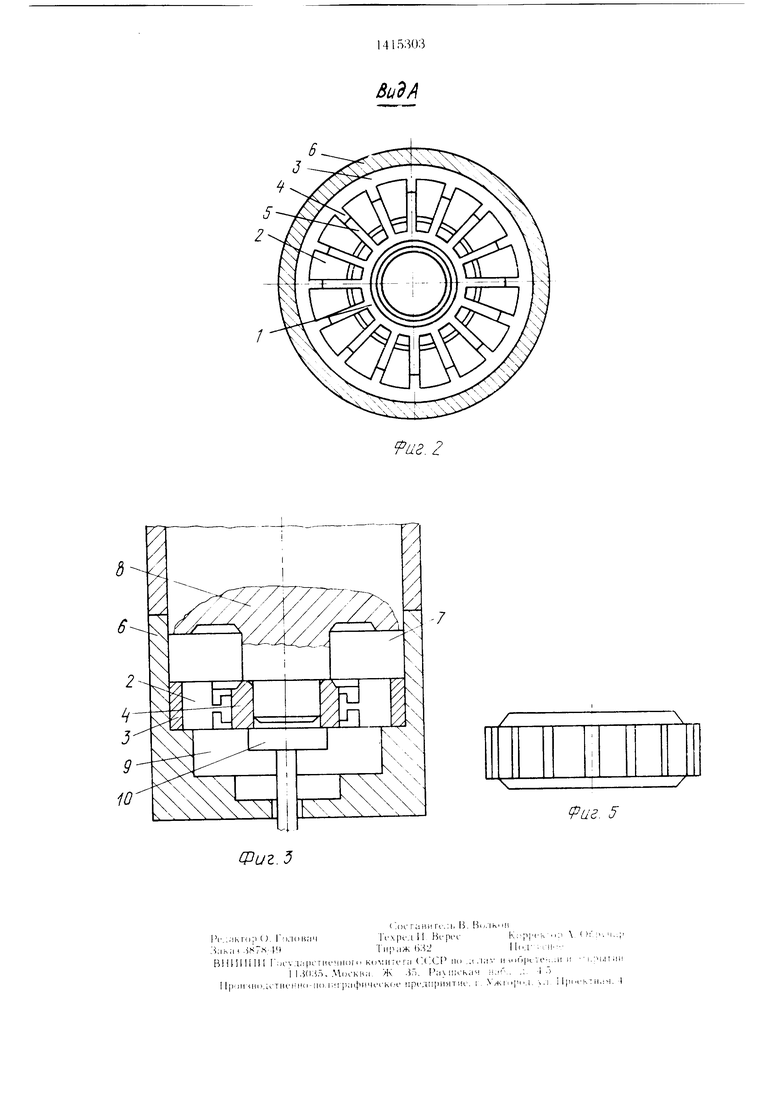
На фи1. I изображена пресс-форма с тсх- по.югическим кольцом и зубчатой оправкой и сГ) с гоковедушими пластинами; на (|и1г. 2 вид Л на (|)иг. 1; на фиг. 3 ирссс -форма в момент начала движения 1убчаго11 О11)авки вниз; па фиг. 4 го же, Hoc.ie окончании изготовления коллектора; на ||)И1. Г) roroHi.iii коллектор.
(люсоб И31 ()тов;1ения коллектора ълектри- MccKoii машины реализуется следую ним об|)азом.
убчагук оправку 1 с собранными в ее пазах токоведущими н,тастинами 2 номе- Hi;iK)T и гсхиологическое ко/или) 3 так, 410 ci о радиа.льные пк. пшы 4 совпадают с 1убьями Г) зубчатой онравки 1 (фиг. 2). 5аг(. М гсхнологическое кольцо 3 в сборе с u64ai oii он|1авкой I и токоведущими 1лас- гииами 2 номени1Н)т в нресс-форму 6, в камеру 7 к(Л орой подают п:1астмасс д.. 1я онрес- С1ГЦКИ ко.мек юра, нап|П1мер, в виде дозиро- tiaHiibiK но массе волокон ., Hoc;ie чего 1л апсоном (S л бчатук) оправку 1 переменшют liiiH) I, iji-BC| i i3ie i пресс-формы (т па глубин}, ) ее HI.ICOTC, и при одновременном сообнюнни eii вибрации от вибрато)а 10 производя г онрессовку ко,.лектора пластмас- coir Ьлаголапя вибрации зубчатой оправки пластм;1сса быстрее и более равномерно заполняет промежутки между пластинами 2. После опрессовки ко. клектора н,тастмассой пх апсон 8 во врап1аю1 вверх, раскрывают прессфо)му и уда.ляют отовый кол.лектор змеси с . 1о| ическим ко,льцом 3 и зубча0
5
0
той оправкой 1 с последующими извлечением коллектора из технологического кольца и передачей его на механическую обработку.
Предлагаемый способ изготовления коллектора электрической машины позволяет исключить процесс продораживания пазов между токоведущими пластинами коллектора, образуемых в процессе опрессовки коллектора пластмассой шлицами 4 технологического кольца 3, причем число шлицев соответствует числу зубьев зубчатой оправки, а высота равна глубине продоражива- пия ко.ллектора.
Таким образом, предлагаемый способ позволяет унростить технологию изготовления коллектора и новысить производитель- г.ость опрессовки токоведупшх п:;астнп г.лat гмассси и п)од()ражпвапия 1сл-;.ла- ме.льпой изоляции соимещепия процесса удаления зубчатой онравки с уда;1ение.м жончательно опрессоваиного коллектора.
Формула ii:i()6pei ения
Способ изготовления коллектора электри- ческо11 MaiHHHbi, включающий сборку пакета
25 кол,лекториых пластин в зубчатой оправке, число зубнов которой равно числу коллекторных пластин, размещение зубчатой оправки в технологическом кольце, опрессовку пакега кол.лекторных iLiacTHH в техпологи- ческом кольце, удаление зубчатой онравки
30 и последующую механическую обработку, отличающийся тем, что, с целью упрощения лехнологического процесса и повышения про- изводительпости, одновременно с опрессов- кои пакета коллекторных пластин в техноло- rniR CKoM ко.льпс зубчагую оправк донол35 пнте.льпо ;1одвер|-аюл вибрации и ocyniccT- в, 1як)Л се осевое перем пение впиз па расстояние, равное се высоте, осуществляя тем сам 1)1 м удаление , бчат()| оправки.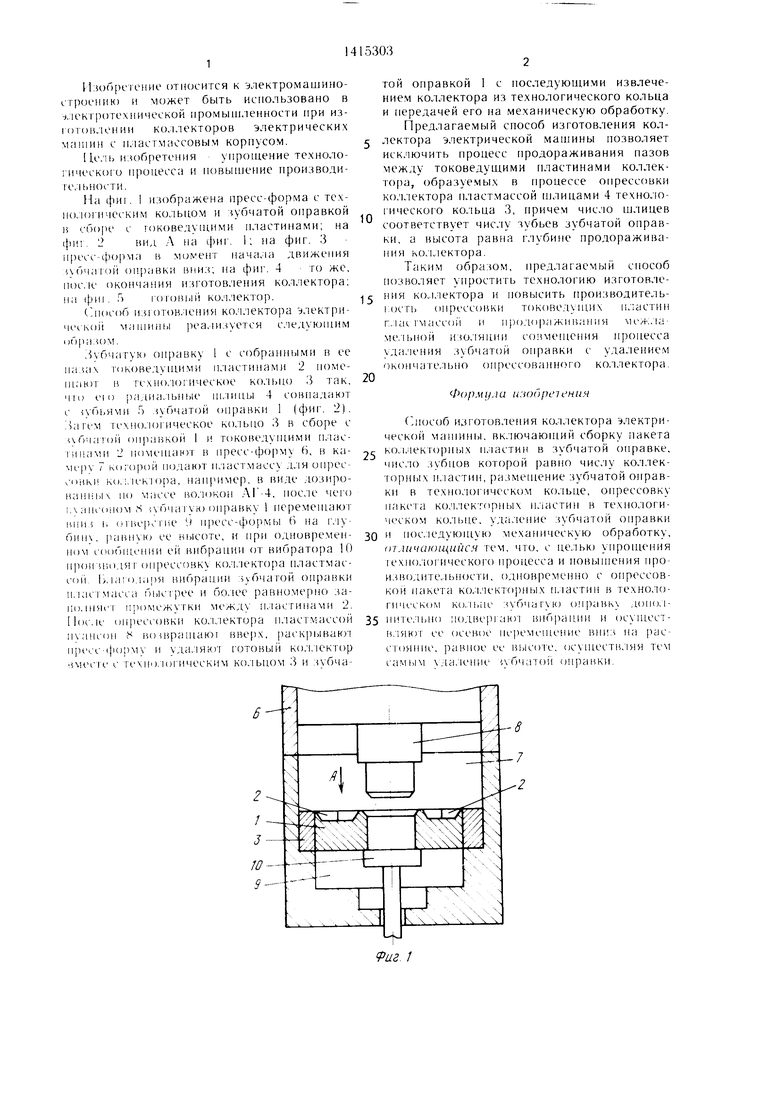
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1982 |
|
SU1070631A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2079196C1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1233235A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2002 |
|
RU2236734C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХМАШИН | 1967 |
|
SU205930A1 |
| Способ изготовления коллектора электрической машины | 1985 |
|
SU1282248A1 |
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU658637A1 |
| Способ изготовления коллекторов для электрических машин | 1948 |
|
SU75615A1 |
| Способ изготовления алюминиевого коллектора электрической машины | 1985 |
|
SU1411870A1 |
И;юбретение относится к леь;трома- шиностроению, может быть использовано нри изг 1 товле11ии кол.лекторов электрических машин с n. iacгмассовым KopnycoN:. Целью изобретении является упрощение те.но,тог:1- ческого процесса и повьпнеиие произво- дите. и ности (нособ вк. сборку токо- ведущи.х пластин в на,-;а зубчатой онрав- KI 1, размещение собранно11 зубчатой oiqiaB- в те.хноло; ическом 3 с последующим размен1ением в нресс-форме и подачей ч;|;|стмассы. опрессовку накета носредстиом пуансона щтамна нресс-формы, удаление опрессованного нластмассой коллектора из пресс-формы и техно.югичрского кольца 3, .механическую обработку. Оправку допо;1ни- тельно подвергают вибрации и осуществляют ее осевое перемещение вниз на расстояние. авное ее выссге, производя тем самы.м да- ление зубчатой оправки. 5 ил. S (Л с 4 ел с о со
иг. 2
Л
иг. 5
| Способ изготовления коллекторов электрических машин | 1976 |
|
SU658637A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
