УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ НАПЛА&КИ
Заявлено 16 ноября 1959 г. за № 644200/25- ,. : .
в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений Л 19 за 1961 г.
Известны устройства для импульсно-дуговой наплавки и сварки металлов, работающие в режиме периодического замыкания электрода с изделием и содержащие механизм подачи электродной проволоки, выполненный в виде двух роликов, один из которых связан с электроприводом. Однако такие устройства ненадел-сны в работе.
В описываемом устройстве для повышения точности и надежност} его работы приводной ролик связан с выходным валом привода через фрикционную муфту и спиральную пружину, которая закручивается во время соприкосновения электрода с изделием и ускоряет подачу электрода к изделию после оплавления электрода. Для упрощения конструкции и создания возможности применения устройства при электроискровой обработке металлов приводной ролик связан с валом привода только через спиральную нружину.
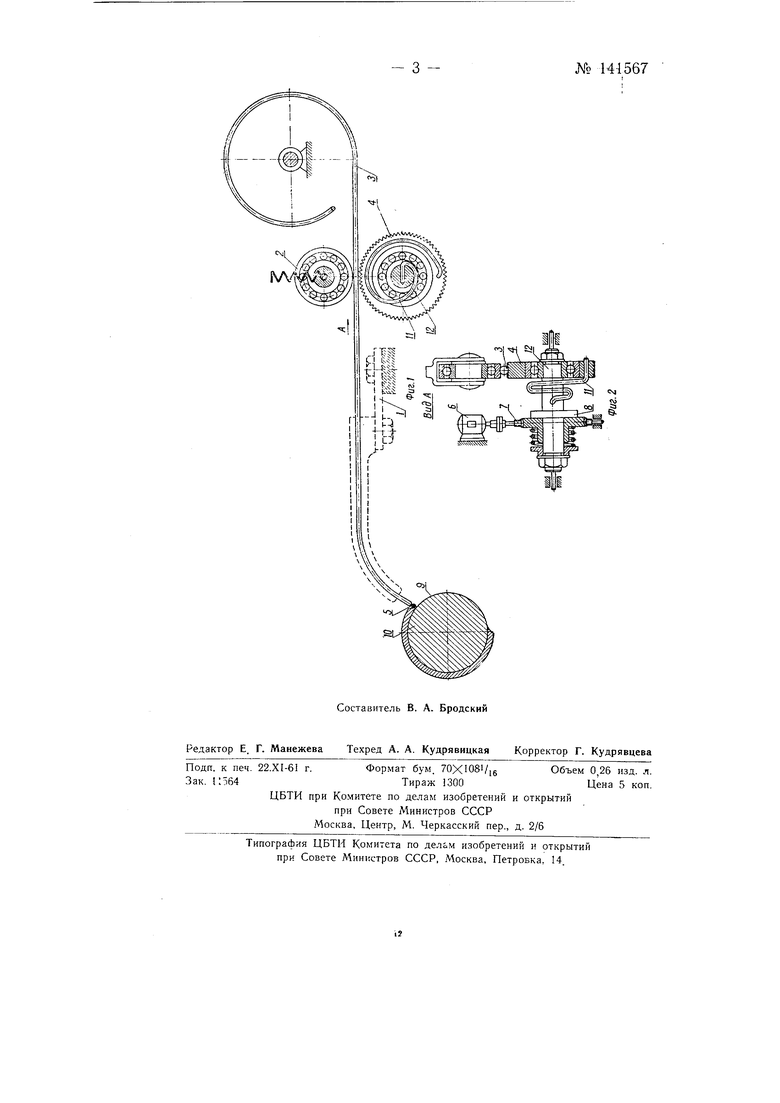
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид по стрелке А на фиг. 1.
Устройство для импульсно-дуговой наплавки и сварки состоит из механизма / наплавки и механизма 2 подачи электродной проволоки 3.
Приводной ролик 4 механизма 2 подает проволоку 3 из кассеты в механизм /, который создает вибрацию конца 5 проволоки 3 или сообщает ему круговые и т. п. движения, необходимые для осуществления процесса сварки. Привод ролика 4 осуществляется от электродвигателя 6 через червячную передачу 7 и фрикционную муфту 8. В момент касания концом 5 проволоки 3 поверхности 9 наплавляемого изделия 10 возникает сила реакции, которая создает тормозящий момент, позволяющий спиральной пружине П, связывающей ролик 4 с валом 12, увеличить угол закручивания. После этого ролик 4 мгновенно реагирует на любое изменение скорости подачи электродной проволоки 3 в зависимости от
И СВАРКИ
№ 141567- 2 скорости оплавления ее конца 5, автоматически поддерживая оптимальную величину амплитуды вибрации конца 5. Фрикционная муфта 8 обеспечивает пробуксовку приводного ролика 4 при повышенном тормозящем моменте и резкое увеличение скорости подачи проволоки 3 при его уменьи1ении в результате оплавления конца 5.
Описываемое устройство позволяет вести наплавку и сварку в оптимальном режиме и получать шов хорошего качества, не содержаш,ий нор или раковин, а также уменьшить потери электродного материала.
Предмет изобретения
1.Устройство для импульсно-дуговой наплавки и сварки металлов, работаюшее в режиме периодического замыкания электрода с изделием и содержащее механизм подачи электродной проволоки, выполненный в виде двух роликов, один из которых связан с электроприводом, отличающееся тем, что, с целью повышения точности и надежности работы устройства, приводной ролик связан с выходным валом привода через фрикционную муфту и спиральную пружину, которая закручивается во время соприкосновения электрода с изделием и ускоряет подачу электрода к изделию после оплавления электрода.
2.Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции и создания возможности применения его при электроискровой обработке металлов, приводной ролик связан с валом привода только через спиральную пружину.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для импульсно-дуговой наплавки и сварки | 1957 |
|
SU113868A1 |
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU112808A1 |
| Автомат для импульсно-дуговой наплавки | 1959 |
|
SU129269A1 |
| Сварочный пистолет для импульсно-дуговой наплавки и сварки | 1958 |
|
SU118924A1 |
| Сварочная головка для автоматической импульсно-дуговой наплавки и сварки | 1959 |
|
SU125635A1 |
| Автомат для импульсно-дуговой наплавки | 1957 |
|
SU114194A1 |
| Устройство управления амплитудными характеристиками вибродугового процесса наплавки | 1986 |
|
SU1428546A1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2022737C1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| Устройство для импульсно-дуговой сварки с подогревом электродной проволоки | 2018 |
|
RU2726493C2 |