m
Изобретение относится к производству гнутых профилей; а точнее к производству сварных замкнутых гнутых профилей и может быть использовано в конструкциях сварочных клетей для продольной высокочастотной сварки замкнутых гнутых профилей, преимз - щественно прямоугольных, в линиях профилегибочных агрегатов с широким сортаментом.
Цель изобретения - повьппение производительности агрегата и сокращени парка валков.
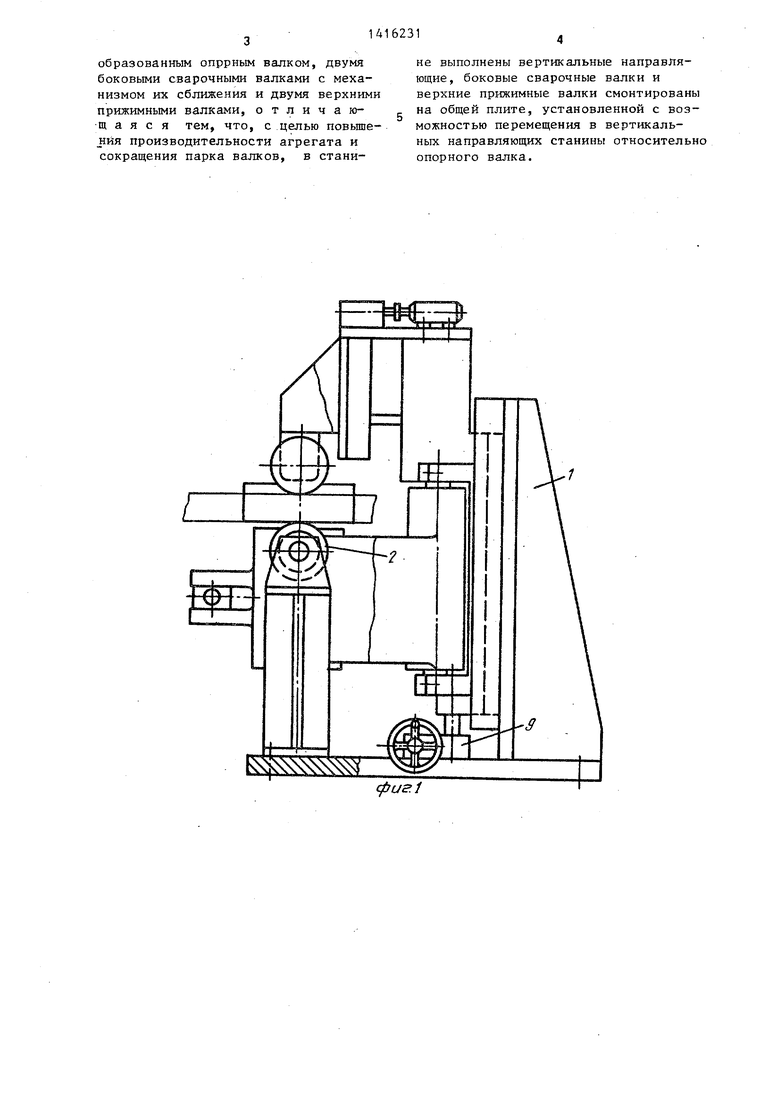
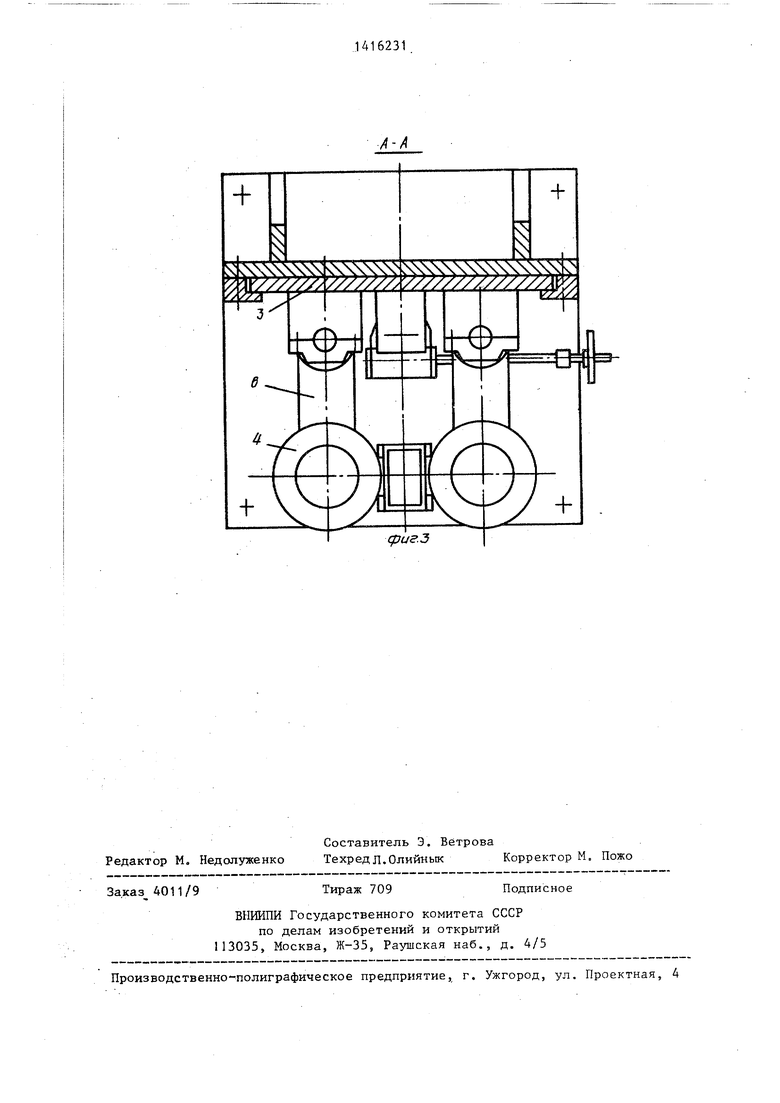
На фиг. 1 г1редставлена сварочная клеть, вид сбоку; на фиг, 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 2.
Сварочная клеть состоит из станины 1 на которой стационарно установ лен нижний опорный валок 2,, а в ее вертикальных направляющих установлена плита 3 с двумя боковыми сварочными валками 4 и двумя верхними прижимными валками 5. Оси всех валков.распола- гаются в одной вертикальной плос- , кости.
Сварочные валки 4 консольные установлены в поворотных рычагах 6, опоры которых расположены на плите 3. Рыча ги 6 стягиваются между собой гидро- цилиндром 7, обеспечивающим заданное сварочное усилие и его постоянство при колебании размеров свариваемой заготовки, а также требуемую сширину калибра. Верхние прижимные валки 5 расположен V-образно, Оси их закреплены -в суппортах настроечных механизмов 8, смонтированных на плите 3. Плита 3. соединена с механизмом 9 ее перемещения, установленным на станине 1 .
Такое конструктивное выполнение сварочной клети обеспечивает повьше- ние производительности агрегата, ка честна сварных профилей и экономию
легированной стали. I
Это достигается тем, что при переходе на сварку профилей других размеров перевалка валков не требуется. Новый валковый калибр образуется перемещением плиты с регулируемыми по ширине йрофилл сварочными валками и верхними прилсимными валками в вертикальных направляющих станины отно- сительно опорного валка, установленного на неподвижной станине.
Устройство работает следующим образом.
.
5
0 5
О
5
0
5
0
Сформированный под сварку профиль, например прямоугольный, проходит через валковьм калибр сварочной клети. При этом профиль опирается на опорный валок 2, а его кромки сверху прижаты верхними прижимными валками 5i Гидроцилиндр 7, в который подается заданное давление, стягивает рычаги 6 со сварочными валками 4, которые, упираясь в верхнюю часть боковых стенок профиля, создают необходимое усилие для сварки встык его кромок. Нагретые токами вь сокой частоты кромки профиля, проходя через сварочный калибр, обжимаются, образуя сварное соединение.
При переходе на сварку профиля другого типоразмера сварочные валку 4 разводятся гидроцилиндром 7, а плита 3 со сварочными 4 и верхними прилсим- ными 5 валками перемещается механизмом 9 в вертикальных направляющих станины 1 относительно опорного валка 2 до образования требуемой высоты калибра. В сварочную клеть задается заготовка профиля другого типоразмера. Б гидроцилиндр 7 подается трё- буемое давление и он стягивает рычаги 6 со сварочными валками 4. Последние, сближаясь, упираются в верхние части боковых стенок заготовки профиля и сводят встык кромки его полок. После включения высокочастотного нагрева, кромки движущегося профиля обжимаются, образуя сварное соединение.
При отклонении фактических разме г ров заготовки профиля от расчетных для корректировки высоты калибра плита 3 со сварочными 4 и верхними прижимными 5 валками перемещается относительно опорного валка 2 механизмом 9 для образования скорректированной высоты калибра.
Устройство обеспечивает повьшение качества сварных профилей за счет уточнения размеров валкового калибра по фактическим размерам профилей без перевалки и переточки сварочных валков.
Кроме того, устройство обеспечивает экономию легированной стали путем, сокращения парка сварочных валков.
Формула изобретения
Сварочная клеть для производства замкнутых преимущественно прямоуголь- ных сварных Г11УТЫХ профилей j содержащая станину с валковым калибром.
образованным опррным валком, двумя боковыми сварочными валками с механизмом их сближения и двумя верхними прижимными валками, отличающаяся тем, что, с целью повьше- кя производительности агрегата и сокращения парка валков, в станине выполнены вертикальные направляющие, боковые сварочные валки и верхние прижимные валки смонтированы на общей плите, установленной с возможностью перемещения в вертикальных направляющих станины относительно опорного валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная клеть для производства замкнутых гнутых профилей | 1980 |
|
SU1006132A1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| СВАРОЧНАЯ КЛЕТЬ | 1971 |
|
SU314616A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2563394C2 |
| Электросварной профиль двутаврового сечения и способ его непрерывного изготовления | 1980 |
|
SU1026997A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
Изобретение относится к производству гнутых профилей и может быть использовано в конструкциях сварочных клетей для продольной высокочастотной сварки замкнутых гнутых профилей, преимущественно прямоугольных. Цель изобретения - повьше- ние производительности агрегата и сокращение парка валков. При сварке профилей в калибре, образованном опорным валком 2, опорными валками 4 и верхними валками 5, постоянство сварочного давления обеспечивается гидроцилиндром. При переходе на другой размер профилей требуемый размер калибра образуется перемещением плиты 3, на которой установлены валки 4 и 5, относительно опорного валка 2. Использование устройства сокращает- парк валков за счет возможности изготовления профилей раз-, личных размеров одним комплектом инструмента. 3 ил. SB
риг.1
Составитель Э. Ветрова Редактор М. Недолуженко Техред л. Олийнык Корректор М. Пожо
Заказ 4011/9
Тираж 709
ВИИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| 0 |
|
SU403466A1 | |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заявка Японии, 59-199113, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
