Изобретение относится к производству гнутых профилей, а точнее к производству сварных гнутых профилей, и может быть использовано в конструкции сварочных клетей для продольной сварки токами высокой частоты замкйутых гнутых профилей в линиях профилёгибочных станов.
Известна сварочная клеть для производства труб круглого сечения продольной сваркой, содержащая станину с валковым сварочным калибром, сварочные валки которого попарно размещены на установленных в направляющих станины приводных кассетах. При этом между одной из кассет и нажимным винтом привода ее nepeMeia-ения установлен гидроцилиндр;, работающий по аккумуляторной схеме. Это позволяет во время сварки труб поддерживать постоянное сварочное давление при колебании параметров заготовки путем изменения раствора боковых сварочных валков, что необходимо для обеспечения высокого качества сварки 1.
Основным недостатком данной конструкции является невозможность ее использования для сварки замкнутых гнутых профилей при форме их сечени существенно отличающейся от круглой Это обусловлено тем, что при сварке например, прямоугольного гнутого прфиля, сближение и осадка кромок полок осуществляется за счет- изменения наклона его боковых стенок сварочными валками. Поэтому для поддержания постоянного сварочного давления требуется изменение не только раствора боковых сварочных валков, но и угла наклона их осей к вертика. ли. При этом, чтобы созда/ь в верхней части боковой стенки профиля услие, необходимое для сближения и осадки кромок, а в нижней части усилие, не превышающее величины, при которой возможна потеря устойчивости нижней стенки профиля, но достаточное для исключения выпучивания боковой стенки, необходимо обеспечить разные усилия на опорах бокового сварочного валка.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является сварочная клеть для производства замкнутых гнутых профилей, содержащая станину с валковым сварочным калибром, боковые валки которого установлены в кассетах, каждая из которых связана с плунжерами двух гидроцилиндров, размещенных на установленных в направляющих станины приводных траверсах 23Недостатком известной конструкци является жесткая связь кассет с плунжером цилиндров траверсы , исключающая возможность наклона боковых
сварочных валков при сварке замкнутых гнутых профилей. Кроме того, консольное закрепление кассет на плунжерах гидроцилиндров не обеспечивает необходимой жесткости сварочного калибра, необходимой для высокого качества сварки.
Цель изобретения - повышение качества изготавливаемых замкнутых сварных профилей.
Поставленная цель достигается созданием сварочной клети для производства замкнутых гнутых профилей, содержащей станину с валковым сварочным калибром, боковые сварочные валки которого установлены в кассетах, каждая из которых связана с плунжерами двух гидроцилиндров, размещенных на установленных в направляющих станины приводных траверсах, в которой кассеты с боковыми сварочными валками шарнирно связаны с плунжерами гидроцилиндров, снабжены цилиндрическими опорными поверхнос-. тями и установлены в направляющих станины.
На чертеже изображена сварочная . клеть во время сварки, поперечный разрез.
Сварочная клеть состоит из стаНИН1 1, валкового сварочного кJ Iибра, образованного двумя боковыми сварочными валками 2, двумя уста новленными V-образноверхними прижимными валками 3 и нижним опорным валком 4. Боковые сварочные валки размещены в кассетах 5, снабженных сверху и снизу цилиндрическими опорными поверхностями 6 и установленных в направляющих станины. Кассеты через шарнирные соединения 7 связаны с плунжерами 8 гидроцилиндров 9, установленных на траверсах 10, Ход плунжеров ограничен упорами 11 и 12, которые в крайних положениях плунжеров обеспечивают вертикальное положе. ние оси сварочного валка. Траверса 10 установлена в направляющих станины и соединена с приводом 13 ее перемещения. Верхние валки 3 установлены на суппортах 14, имеющих механизмы перемещения 15, Нижний опорный валок 4 установлен на станине стационарно, 1 - . I - i
Клеть работает следующим образом.
В начале работы сформованный под сварку профиль, например прямоугольный, подается в сварочную клеть, где он опирается на опорный валок 4. Боковые стенки профиля до сварки имеют наклон наружу, обусловленный заданным зазором между кромками свариваемых полок и припуском на их осадку. Приводами 13 траверсы 10, связанные , с кассетами 5 сварочных :валнов 2, сближаются до сведения встык сварочными валками кромок по5 - профиля. При этом давление в
гидроцилиндрах 9 отсутствуег, и плунжеры 8 отходят от упоров 12. Положение боковых стенок профиля в процессе сварки изменяется в зависимости от колебания параметров исходной заготовки. При отклонениях положения боковых стенок от вертикали кассеты 5 со сварочными валками 2, благодаря наличию цилиндрических опорных поверхностей 6 и шарнирных соединений 7, разворачиваются и сварочные валки устанавливаются в соответствии с положением боковых стенок .
В данной конструкции сварочной клети кассеты с боковыми сварочньми валками установлены в направляющих станины, чем обеспечивается высокая, жёсткость сварочного-калибра.
Каждая кассета сварочных валков связана с плунжерами двух гидроцилиндров приводной траверсы через
шарнирные соединения и снабжены цилиндрическими опорными поверхностями. Это обеспечивает возможность наклона боковых сварочных валков в процессе сварки и создания различных усилий на их опорах.
Предложенная конструкция сварочной клети позволяет получать сварные замкнутые преимущественно прямоугольные, профили высокого каче0ства. Вследствие этого становится возможным производство широкого сортамента сварных замкнутых тнутых профилей в линиях профилегибочных станов, т.е. наиболее производительным и экономичным способом.
5
Освоение опытной сварочной клети показало, что сварочная клеть предлагаемой конструкции позволяет осуществлять высококачественную продольную сварку гнутых профилей широкого
0 сортамента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная клеть | 1987 |
|
SU1416231A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Трубосварочная клеть | 1978 |
|
SU810330A2 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| Сборочно-сварочная клеть трубоэлектросварочного стана | 1986 |
|
SU1384353A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
СВАРОЧНАЯ КЛЕТЬ ДЛЯ ПРОИЗВОДСТВА ЗАМКНУОЫХ ГНУОЫХ ПРОФИЛЕЙ, содержащая станину с валковым сварочным калибром, боковые сварочные валки которого установлены в каст сетах, каждая из которых связана с плунжерами двух гидроцилиндров, размеа(енных на установленных в направляющих станины приводных траверсах, отличающаяся тем, что, с целью повшоения качества изготавливаемых профилей, кассеты с боковыми сварочными валками шарнирно связаны с плунжерами гидроцилиндров, снабжены цилиндрическими опорными поверхностями и установлены в направ(ляющкх станины. -S (П С в 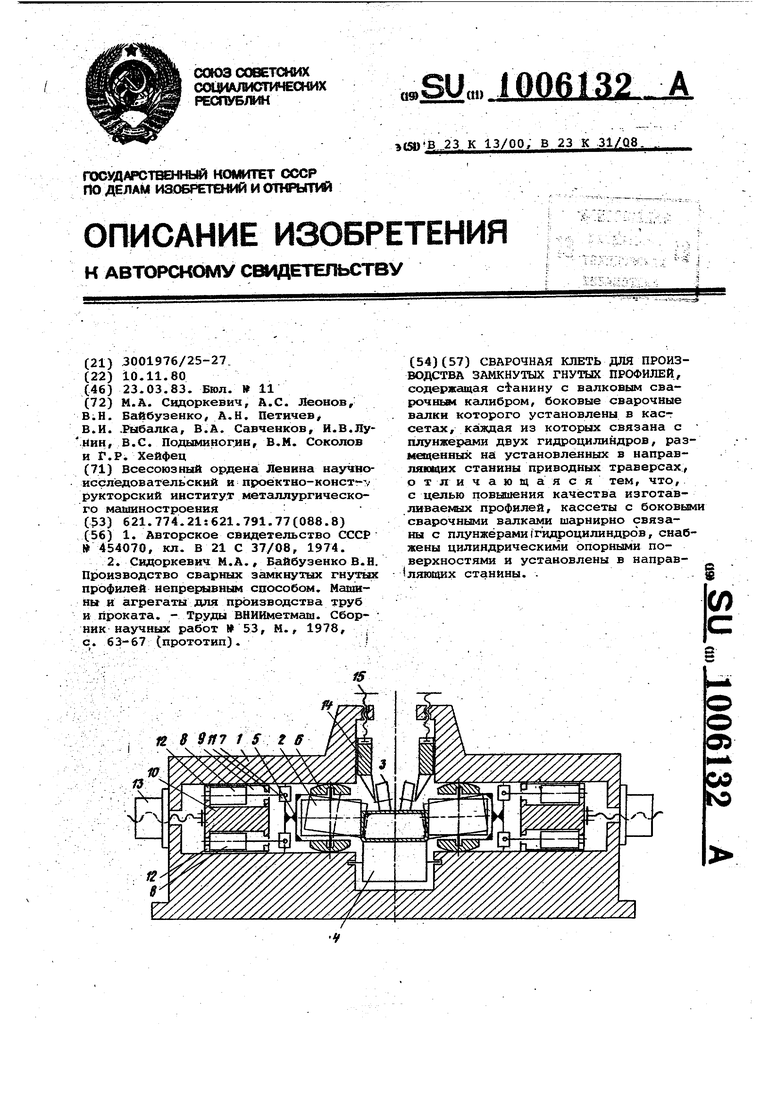
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Трубосварочная клеть | 1972 |
|
SU454070A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сидоркевич М.А., Байбузенко В.Н | |||
| Производство сварных замкнутых гнутых профилей непрерывным способом | |||
| Мавшны и агрегаты для производства труб и проката | |||
| - Труды ВНИИметмаш | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
