Изобретение относится к области трубосварочного производства, а точнее к сварочным клетям для сборки и сварки труб конечной длины.
Известна сварочная клеть для сборки и сварки труб конечной длины, см. а.с. №1636083, М.кл. В21С 37/08, заявл. 02.01.89 г., опубл. 23.03.91 г., содержащая обойму, в основаниях которой установлены верхние и боковые роликовые кассеты с механизмами регулировки их перемещения, а также поддерживающие ролики, верхний прижимной ролик и сварочный аппарат. Механизмы регулировки перемещения роликовых кассет выполнены в виде двух кинематических пар винт-гайка, которые у верхних роликовых кассет установлены параллельно вертикальной оси обоймы, а у боковых роликовых кассет - по радиусу основания обоймы. Винты кинематических пар связаны с сухарем поворотно, а сухарь, в свою очередь, поворотно связан с обоймой основания. Гайки этих пар жестко закреплены на плитах роликовых кассет.
Недостаток известной конструкции сварочной клети для сборки и сварки труб конечной длины заключается в том, что имеют место нарушения геометрии калибра и образуются неконтролируемые превышения кромок трубной заготовки при сборке, которые снижают качество труб. Это вызвано тем, что гайки кинематических пар жестко закреплены на плитах роликовых кассет и перемещаются вместе с роликовой кассетой по прямой, а винт, закрепленный шарнирно на сухаре, поворачивается по дуге. При больших нагрузках и многократных перемещениях роликовых кассет во время работы клети в них происходит интенсивный износ опорных поверхностей в гайках и образуется зазор между опорными плоскостями гайки и плиты, приводящий к изменению геометрии калибра и неконтролируемым превышениям кромок трубной заготовки. Кроме этого, при подаче трубной заготовки в клеть гарантированный зазор между опорной поверхностью сухаря и торцом корпуса роликовой кассеты выбирается в сторону движения трубной заготовки, в результате чего происходит перекос осей винта и гайки в кинематической паре. Износ поверхности гаек вызывает необходимость их частой замены, а частая замена гаек в клети снижает производительность.
Другим недостатком известной конструкции является то, что при изменении угла наклона роликовой кассеты изменяется расстояние, то есть плечо приложения силы от действия роликов кассеты на кромки трубной заготовки, и происходит это потому, что кассета смонтирована на направляющей сухаря и поворачивается вместе с сухарем на основании обоймы при помощи вторых кинематических пар винт-гайка. Этот недостаток конструкции особенно влияет на сборку в клети трубных заготовок большого диаметра, так как чем больше расстояние приложения сил к кромкам заготовки, тем труднее выравнивать кромки по высоте, а значит, часто происходит превышение кромок при сборке, что приводит к браку труб.
Следующим недостатком известной конструкции сварочной клети для сборки и сварки труб конечной длины является то, что во время сварки для того, чтобы убрать зазоры между кромками трубной заготовки, необходимо произвести корректировку калибра за счет перемещения роликовых кассет механизмами регулировки перемещения. Ролики, установленные в кассетах, передают равномерно деформацию по периметру и длине на трубную заготовку, находящуюся в калибре сварочной клети, а значит, и на свариваемый участок шва, который не успел кристаллизоваться. Деформация, действующая во время сварки на шов, который не успел кристаллизоваться, приводит к негативному явлению - образованию в шве трещин. Трещины, образовавшиеся в шве, необходимо разделать и проварить вручную на ремонтных площадках, что снижает качество труб, требует дополнительных затрат.
Из известных наиболее близкой по технической сущности является сварочная клеть для сборки и сварки труб конечной длины, описанная в патенте РФ №2243840, М.кл. В21С 37/08, заявл. 26.03.03 г., опубл. 10.01.05 г.
Эта сварочная клеть для сборки и сварки труб конечной длины содержит сварочный аппарат, верхний прижимной ролик с механизмом перемещения в виде приводной кинематической пары винт-гайка и обойму, в основаниях которой установлены в корпусах верхние, центральные и боковые роликовые кассеты с механизмами регулировки их перемещения, включающими кинематическую пару винт-гайка с приводным зубчатым зацеплением, при этом механизм регулировки перемещения верхних роликовых кассет расположен параллельно вертикальной оси обоймы, механизм регулировки перемещения боковых роликовых кассет - по радиусу основания обоймы, механизм регулировки перемещения центральных роликовых кассет - по горизонтальной оси обоймы.
Недостаток известной конструкции сварочной клети для сборки и сварки труб конечной длины заключается в недостаточном качестве получаемых труб из-за того, что в процессе сварки образуются зазоры между кромками трубной заготовки. Это объясняется тем, что трубная заготовка имеет небольшую криволинейную образующую по всей длине и развал по концам кромок из-за концевых эффектов при формовке и качества материала. Для того чтобы не прерывать процесс сварки необходимо зазоры между кромками убирать, перемещая роликовые кассеты механизмами регулировки перемещения, вращая винты приводных кинематических пар. При перемещении роликовых кассет ролики, установленные в них, равномерно производят деформацию по периметру и длине трубной заготовки, находящейся в клети, которая передается в зоне сварки на сварочный шов, а так как он не успел кристаллизоваться, то в нем образуются трещины. Трещины в дальнейшем необходимо разделать по длине и вновь проварить шов на ремонтных площадках вручную, что снижает качество труб и требует дополнительных затрат на их ремонт.
Другим недостатком известной конструкции является то, что установленный на внутренней стороне основания обоймы со стороны захода трубной заготовки в сварочную клеть один прижимной ролик, перемещающийся вращением винта, не может устранить возникающее во время сварки превышение кромок у трубной заготовки, поскольку заготовка после выхода из-под ролика, где она деформируется на нужный вертикальный размер калибра, имеет возможность изменить свой вертикальный размер за счет снятия частично внутренних напряжений, и чтобы этого не произошло, необходимо придавить кромки трубной заготовки роликами верхних роликовых кассет, переместив их с помощью механизмов перемещения, что приведет к передаче деформации от действия роликов верхних кассет на свариваемый шов и образованию трещин в шве.
Еще одним недостатком известной конструкции является то, что во время сварки толстостенных трубных заготовок из специальных сталей требуются значительные усилия деформации при корректировке вертикального размера калибра. Это можно сделать только за счет перемещения прижимного ролика, для этого необходимо вращать винт, усилий человека для этого недостаточно.
Кроме того, недостатком известной конструкции является то, что, используя ручное управление механизмов перемещения положения роликовых кассет в процессе сварки, нельзя обеспечить одновременно быстрое перемещение всех роликовых кассет для корректировки размера калибра, а значит, нельзя обеспечить высокое качество свариваемого шва.
Задача настоящего изобретения состоит в создании сварочной клети для сборки и сварки труб конечной длины, позволяющей повысить качество труб за счет обеспечения точности совмещения свариваемых кромок.
Поставленная задача достигается тем, что сварочная клеть для сборки и сварки труб конечной длины, содержащая обойму, в основаниях которой установлены в корпусах верхние, боковые и центральные роликовые кассеты с механизмами регулировки их перемещения, верхний прижимной ролик с механизмом перемещения в виде приводной кинематической пары винт-гайка, поддерживающие ролики, установленные внизу обоймы, и сварочный аппарат, при этом механизм регулировки перемещения верхних роликовых кассет расположен параллельно вертикальной оси обоймы, механизм регулировки перемещения боковых роликовых кассет - по радиусу основания обоймы, механизм регулировки перемещения центральных роликовых кассет - по горизонтальной оси обоймы, согласно изобретению снабжена внутренними роликовыми кассетами, расположенными в зоне перед сваркой на направляющих, выполненных в корпусе каждой роликовой кассеты и шарнирно соединенными с механизмами регулировки перемещения, каждый из которых смонтирован на съемной опоре, закрепленной на корпусе роликовой кассеты, и дополнительным верхним прижимным роликом с механизмом его перемещения в виде гидроцилиндра, расположенным параллельно имеющемуся ролику, при этом оба прижимных ролика смонтированы в общем корпусе и каждый из них расположен в подушке, перемещающейся в направляющих, выполненных в общем корпусе.
Такое конструктивное выполнение сварочной клети для сборки и сварки труб конечной длины позволяет повысить качество труб за счет повышения точности совмещения свариваемых кромок благодаря обеспечению в процессе сварки постоянного контроля положения кромок заготовки в зоне перед сваркой. Все возникающие негативные изменения: превышение кромок, зазоры между кромками или то и другое вместе убирают, корректируя профиль калибра за счет перемещения внутренних роликовых кассет и прижимного ролика, управляемых механизмами регулировки их перемещения. Внутренние роликовые кассеты и прижимной ролик могут перемещаться все одновременно, и могут перемещаться каждая внутренняя кассета и прижимной ролик индивидуально. Управление перемещениями внутренних роликовых кассет и прижимным роликом выведено на общий пульт, и все необходимые перемещения внутренних роликовых кассет и прижимного ролика для корректировки профиля выбирает оператор.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображена сварочная клеть для сборки и сварки труб конечной длины, общий вид;
на фиг.2 - вид по стрелке А на фиг.1;
на фиг.3 - разрез Б-Б на фиг.1;
на фиг.4 - разрез В-В на фиг.1;
на фиг.5 - разрез Г-Г на фиг.2:
на фиг.6 - вид по стрелке Д на фиг.2;
на фиг.7 - разрез Ж-Ж на фиг.6;
на фиг.8 - разрез Е-Е на фиг.1.
Сварочная клеть для сборки и сварки труб конечной длины состоит из установленной на плите 1 обоймы 2, верхних прижимных роликов 3, поддерживающих роликов 4, установленных внизу обоймы 2, и сварочного аппарата 5. В основаниях обоймы 2 установлены верхние 7, боковые 8 и центральные 9 роликовые кассеты с механизмами регулировки перемещения 10 каждой роликовой кассеты. Механизм регулировки перемещения каждой роликовой кассеты выполнен в виде кинематической пары винт 11 - гайка 12 и приводного зубчатого зацепления, ведомое колесо 13 которого насажено на гайку 12, смонтированную в корпусе 14, установленном на кронштейне 15. На пальце 16, закрепленном на кронштейне 15, шарнирно установлен корпус 17. Через отверстие, выполненное в кронштейне 15, проходит винт 11 кинематической пары, в головке которого выполнен поперечный паз 18 для перемещения прямоугольной оси 19, закрепленной в стенках сухаря 20, установленного на основании 6 в пазы 21 и зафиксированного с помощью болтов 22 в обойме 2. Стенки сухаря 20 являются направляющими и опорной поверхностью для кронштейна 15. Для поворота роликовых кассет 7, 8, 9 относительно кронштейна 15 на торце корпуса 17 роликовой кассеты шарнирно смонтирована тяга 23, связанная с тягой 24, шарнирно закрепленной на кронштейне 15. Тяги 23, 24 между собой связаны гайкой 25, в которой выполнена левая и правая резьба. Механизмы регулировки перемещения 10 верхних роликовых кассет 7 расположены параллельно вертикальной оси обоймы 2, механизмы регулировки перемещения 10 боковых роликовых кассет 8 расположены по радиусу основания обоймы 2, а механизмы регулировки перемещения 10 центральных роликовых кассет 9 расположены по горизонтальной оси обоймы 2.
В зоне перед сваркой на направляющих 26, выполненных в корпусе 17 каждой роликовой кассеты 7, установлена внутренняя роликовая кассета 27, шарнирно соединенная с механизмом регулировки перемещения 28, смонтированным на съемной опоре 29, закрепленной на корпусе роликовой кассеты 7.
Параллельно верхнему прижимному ролику 3 с механизмом 30 перемещения расположен дополнительный верхний прижимной ролик 31 с механизмом 32 перемещения в виде гидроцилиндра. Оба прижимных ролика 3 и 31 смонтированы в общем корпусе 33, и каждый из них расположен в подушке 34, перемещающейся в направляющих 35, выполненных в этом корпусе. Механизм 30 перемещения верхнего прижимного ролика 3 выполнен в виде приводной кинематической пары винт-гайка, у которой гайка 36 неподвижно закреплена в подушке 34, а винт 37 закреплен в корпусе 33 с возможностью только вращения.
Сварочная клеть работает следующим образом.
Перед началом работы сварочной клети для обеспечения соответствующего калибра верхние роликовые кассеты 7 перемещают в вертикальном направлении, для чего вращают гайки 12 с помощью приводного зубчатого зацепления. Затем верхние роликовые кассеты 7 поворачивают с помощью тяг 23, 24 и гайки 25 и устанавливают по линии радиуса кривизны калибра. Таким же образом настраивают центральные роликовые кассеты 9 и боковые роликовые кассеты 8. Один прижимной ролик 31 при помощи механизма регулировки перемещения 32, а другой прижимной ролик 3 вращением винта 37 настраивают по вертикальному размеру калибра.
После образования калибра трубная заготовка 38 подается в обойму 2 сварочной клети таким образом, чтобы начало трубной заготовки совпало с осью сварочного аппарата 5. При этом на трубной заготовке должны быть сведены кромки без зазора и превышения. Ролики 4 поддерживают низ трубной заготовки на одном уровне. Включают сварочный аппарат 5, и трубная заготовка, собранная в калибре роликовых кассет 7, 8, 9, со сварочной скоростью перемещается посредством транспортных средств. В процессе сварки постоянно контролируется положения кромок заготовки в зоне перед сваркой. Все возникающие негативные изменения: превышение кромок, зазоры между кромками или то и другое вместе убирают, корректируя профиль калибра за счет перемещения внутренних роликовых кассет 27 и прижимных роликов 3, 31, управляемых механизмами регулировки перемещения 28, 30, 32. Внутренние роликовые кассеты 27 и прижимной ролик могут перемещаться все одновременно, и могут перемещаться каждая внутренняя кассета и прижимной ролик индивидуально. Управление перемещениями внутренних роликовых кассет 27 и прижимных роликов 31 выведено на общий пульт, и все необходимые перемещения внутренних роликовых кассет 27 и прижимного ролика 31 для корректировки профиля выбирает оператор.
Предложенная сварочная клеть для сборки и сварки труб конечной длины по сравнению с известными позволяет повысить качество сварных труб за счет точного совмещения свариваемых кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| Сварочная клеть для сборки и сварки труб конечной длины | 1989 |
|
SU1636083A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |
| Сварочная клеть для изготовления труб с продольным швом | 1978 |
|
SU673340A2 |
| Сварочная клеть для изготовления прямошовных труб конечной длины | 1990 |
|
SU1738412A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ | 2006 |
|
RU2344011C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
Изобретение относится к области трубосварочного производства, а точнее к сварочным клетям для сборки и сварки прямошовных труб конечной длины. Сварочная клеть содержит обойму, в основаниях которой установлены в корпусах верхние, боковые и центральные роликовые кассеты с механизмами регулировки их перемещения, верхний прижимной ролик с механизмом перемещения в виде приводной кинематической пары винт-гайка, поддерживающие ролики и сварочный аппарат. В зоне перед сваркой на направляющих корпуса каждой роликовой кассеты расположены внутренние роликовые кассеты, шарнирно соединенные с механизмами регулировки положения, каждый из которых смонтирован на съемной опоре, закрепленной на корпусе роликовой кассеты. Параллельно верхнему прижимному ролику расположен дополнительный прижимной ролик с механизмом его перемещения в виде гидроцилиндра. Оба прижимных ролика смонтированы в общем корпусе. Изобретение позволит повысить качество сварных труб за счет точного совмещения свариваемых кромок. 8 ил.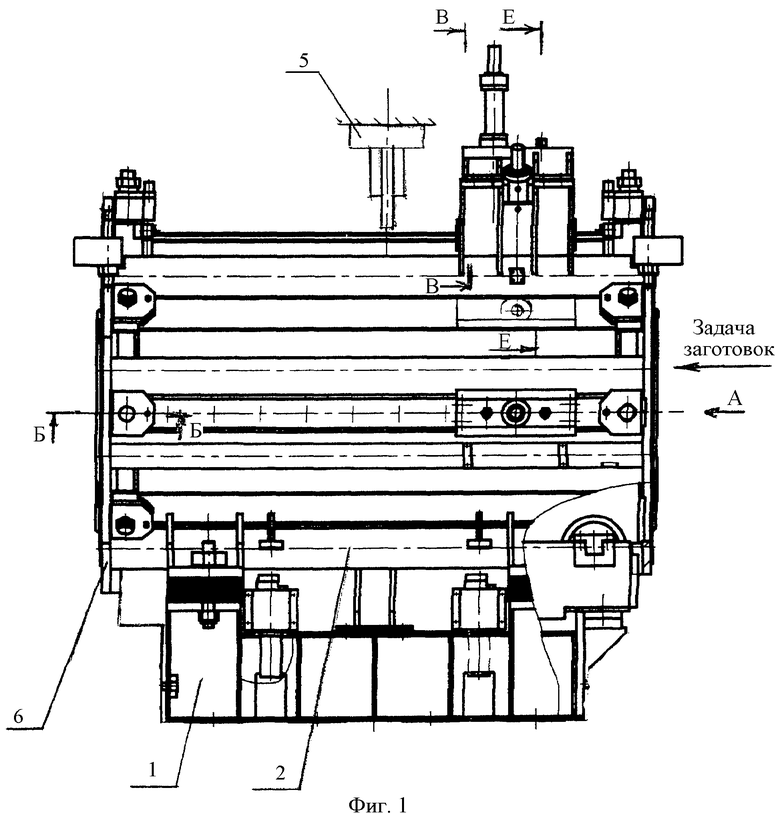
Сварочная клеть для сборки и сварки труб конечной длины, содержащая обойму, в основаниях которой установлены в корпусах верхние, боковые и центральные роликовые кассеты с механизмами регулировки их перемещения, верхний прижимной ролик с механизмом перемещения в виде приводной кинематической пары винт - гайка, поддерживающие ролики, установленные внизу обоймы, и сварочный аппарат, при этом механизм регулировки перемещения верхних роликовых кассет расположен параллельно вертикальной оси обоймы, механизм регулировки перемещения боковых роликовых кассет - по радиусу основания обоймы, механизм регулировки перемещения центральных роликовых кассет - по горизонтальной оси обоймы, отличающаяся тем, что она снабжена внутренними роликовыми кассетами, расположенными в зоне перед сваркой на направляющих, выполненных в корпусе каждой роликовой кассеты и шарнирно соединенными с механизмами регулировки их перемещения, каждый из которых смонтирован на съемной опоре, закрепленной на корпусе роликовой кассеты, и дополнительным верхним прижимным роликом с механизмом его перемещения в виде гидроцилиндра, расположенным параллельно верхнему прижимному ролику, при этом оба прижимных ролика смонтированы в общем корпусе и каждый из них расположен в подушке, перемещающейся в направляющих, выполненных в общем корпусе.
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| Сварочная клеть для сборки и сварки труб конечной длины | 1989 |
|
SU1636083A1 |
| Устройство для изготовления сварных труб конечной длины | 1990 |
|
SU1774888A3 |
| SU 999257 A, 20.08.1999 | |||
| Обойма сварочной клети | 1973 |
|
SU498132A1 |
| GB 1405523 A, 10.09.1975 | |||
| Способ остановки кровотечения у родильниц после экстирпации матки | 1982 |
|
SU1128925A1 |

