Изобретение относится к области машиностроения, в частности к производству сварных труб.
Известные сварочные клети для высокочастотной сварки прямошовных труб выполнены в виде валкового калибра и устройства для удержания кромок от перемещения в вертикальном направлении и создания необходимого давления. Однако сварка труб большого диаметра в них затруднена, так как невозможно получить необходимую элюру распределения удельного давления в стыке без пластического обжатия заготовки по периметру. Кроме того, величина и характер распределения удельного давления в стыке при обжатии заготовки в одном сечении очень чувствительны к периметру заготовки и режиму нагрева, что приводит к нестабильности процесса и качества сварных соединений по длине труб.
Предлагаемая конструкция сварочной клети использует при создании сварочного давления изгиб стенки заготовки вблизи кромок в продольном направлении, появляющийся за счет угла схождения кромок, и обеспечивает подбор необ.ходимой эпюры давления в стыке, т. е. величины и скорости осадки при сварке.
виде шарнирно закрепленного на станине в направляющих onopiHoro валка, под которым расположены один за другим в направлении сварки с наружной стороны заготовки ролики, установленные в обойме, в свою очередь шарнирно смонтированной на станине, при этом обойма закреплена с возможностью установочного продольного перемещения. Обойма упирается в регулируемый упор, который обеспечивает изменение положения роликов вокруг опорного валка с целью перераспределения давления роликов на заготовку вплоть до полного исключения одного из них из работы.
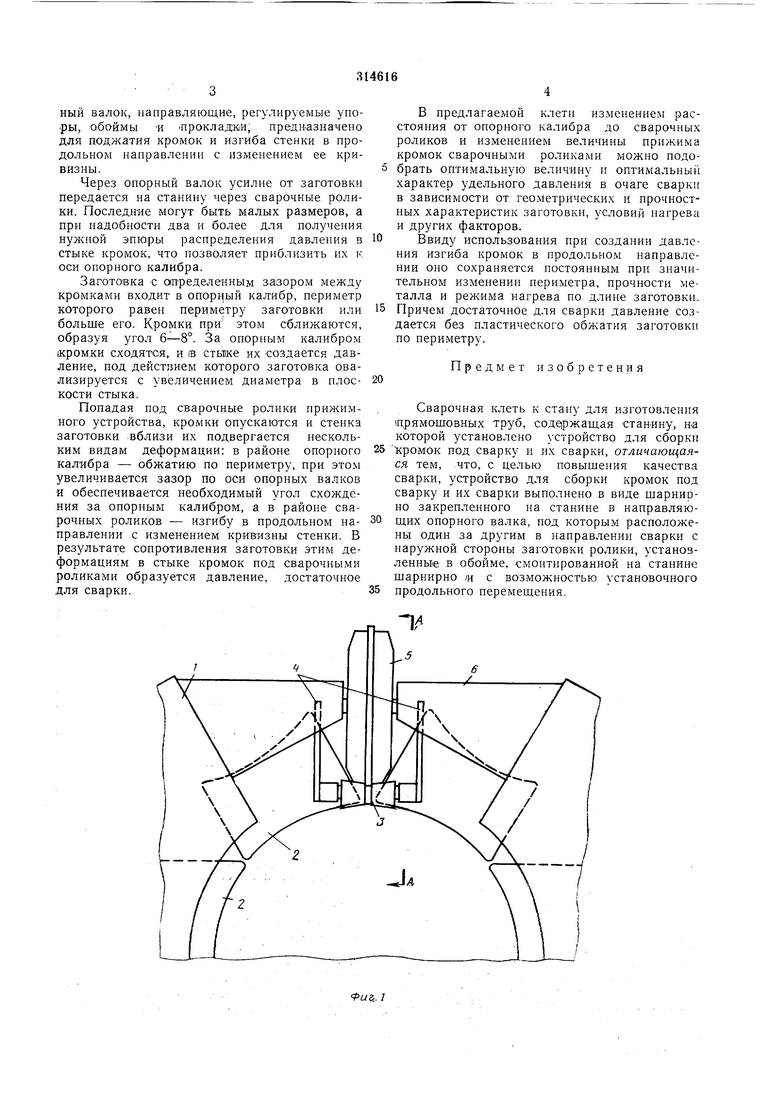
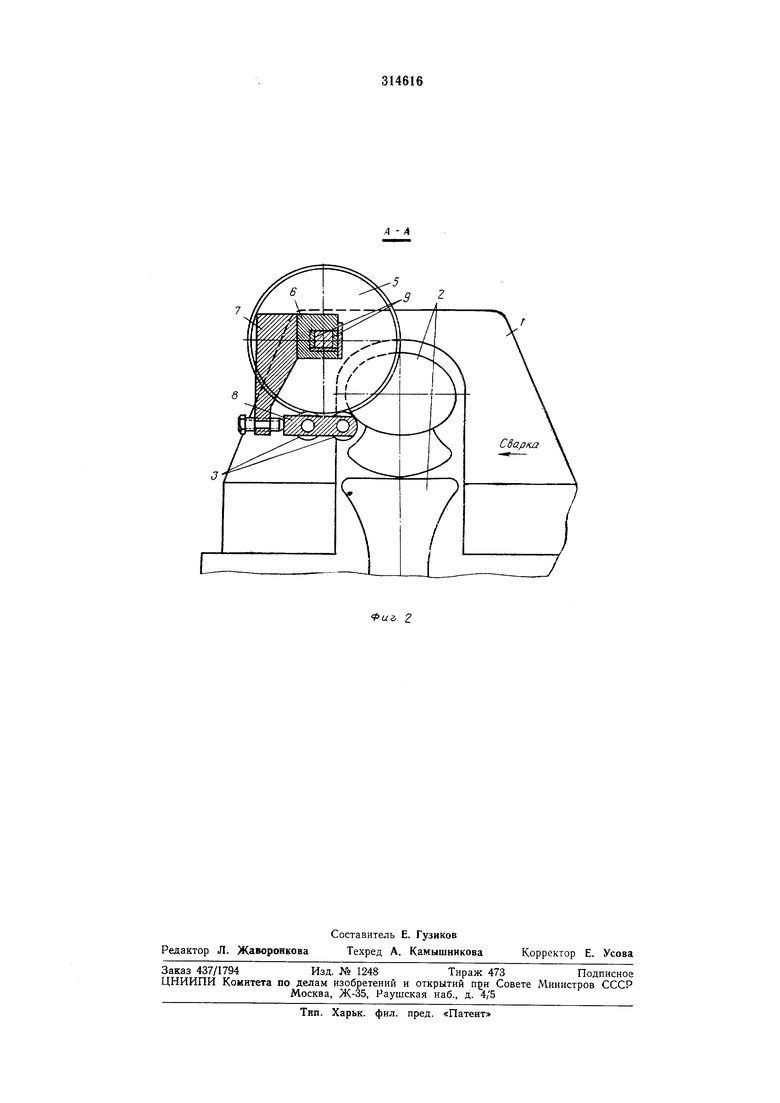
На фиг. 1 схематически представлена сварочная клеть, вид спереди; на фиг. 2 --то же, разрез по А-Л на фиг. 1.
Сварочная клеть содержит станину /, валки 2 опорного кали15ра, сварочные ролики 5, шарнирную подвеску 4, опорный валок 5, напраВляющие 6, регулируе.мый упор 7, обойму 8 и прокладки 9.
На станине расположены все узлы клети. Опорный калибр предназначен для сближения кромок заготовки и является опорой при изгибе стенки заготовки в продольном направлении.
ный валок, направляющие, регулируемые упоры, Озбоймы И Прокладки, предназначено для кромок и изгиба стенки в продольном направлении с изменением ее кривизны.
Через опорный валок усилие от заготовки передается на станину через сварочные ролики. Последние могут быть малых размеров, а при надобности два и более для получения нужной эпюры распределения давления в стыке кромок, что нозволяет приблизить их к оси опорного калибра.
Заготовка с определенным зазором между кромками входит в опорный калибр, периметр которого равен периметру заготовки или больше его. Кромки при этом сближаются, образуя угол . За опорным калибром кромки сходятоя, и (В стыке их создается давление, под действием которого заготовка овализ ируется с увеличением диаметра в плоскости стыка.
Попадая под сварочные ролики прижимного устройства, кромки опускаются и стенка заготовки вблизи их подвергается нескольким видам деформации: в районе опорного калибра - обжатию по периметру, при этом увеличивается зазор по оси опорных валков и обеспечивается необходимый угол схождения за опорным калибром, а в районе сварочных роликов - изгибу в продольном направлении с изменением кривизны стенки. В результате сопротивления заготовки этим деформациям в стыке кромок под сварочными роликами образуется давление, достаточное для сварки.
В предлагаемой клети изменением расстояния от опорного калибра до сварочнь х роликов и изменением величины прижима кромок сварочными роликами можно подобрать оптимальную величину и оптимальный характер удельного давления в очаге сварки в зависимости от геометрических и прочностных характеристик заготовки, условий нагрева и других факторов.
Ввиду использования при создании давления изгиба кромок в продольном направлении оно сохраняется постоянным при значительном изменении периметра, прочности металла и режима нагрева по длине заготовки.
Причем достаточное для сварки давление создается без пластического обжатия заготовки по периметру.
Предмет изобретения
Сварочная клеть к стану для изготовления л.рямошовных труб, соде1ржащая станину, которой установлено устройство для сборки
кромок под сварку и их сварки, отличающаяся тем, что, с целью повышения качества сварки, устройство для сборки кромок под сварку и их сварки выполнено в виде шарнирно закрепленного на станине в направляющих опорного валка, под которым расположены один за другим в направлении сварки с наружной стороны заготовки ролики, установленные в обойме, смонтированной на станине шарнирно (И с возможностью установочного
продольного перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Сборочно-сварочная клеть трубоэлектросварочного стана | 1986 |
|
SU1384353A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ И РАЗРЕЗНАЯ ШАЙБА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149721C1 |
| Сварочная клеть трубосварочного стана | 1987 |
|
SU1438874A1 |
Фи& 2
