(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕР1 КОНИЧЕСКОЙ ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| Способ изготовления полых деталей с фланцем | 1984 |
|
SU1186325A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| Способ вытяжки полых изделий из листового металла | 1954 |
|
SU101055A1 |
| Штамп для глубокой вытяжки | 1977 |
|
SU700238A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ отбортовки отверстий малого диаметра | 1985 |
|
SU1274806A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
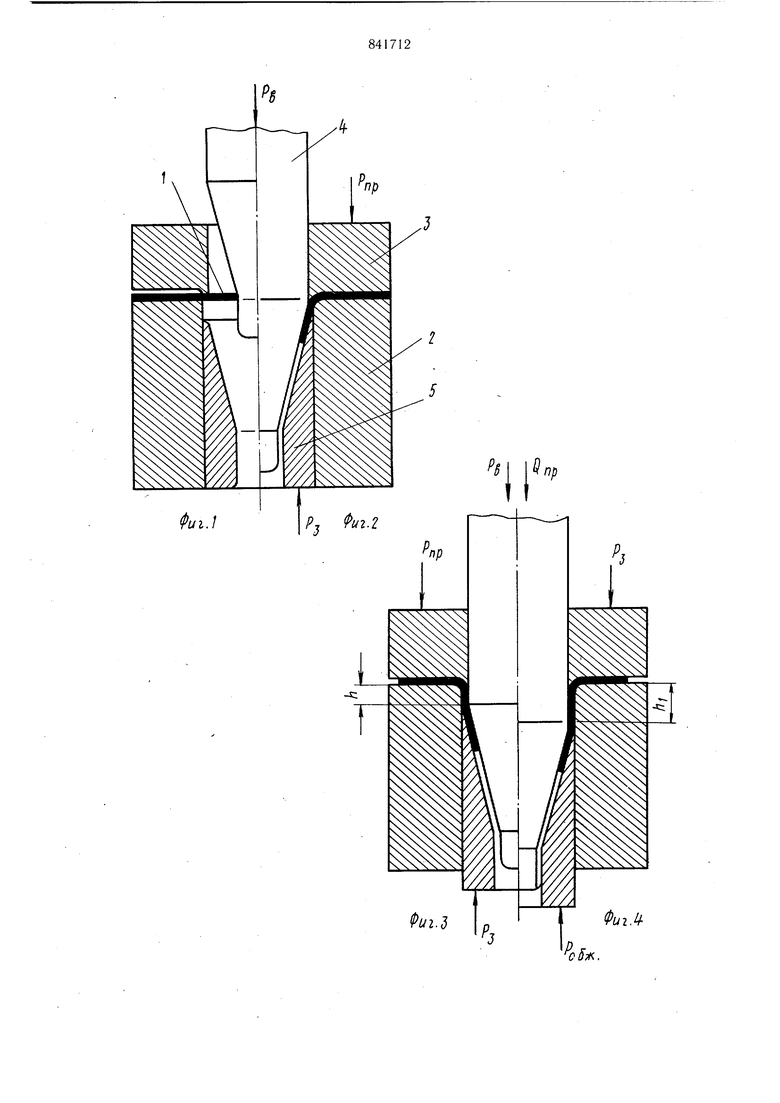

Изобретение относится к листовой штамповке и касается, в частности, изготовления полых деталей конической формы. Известен способ получения конической детали, при котором в листовой заготовке образуют отверстие, прижимают фланцевую часть заготовки и последовательно по участкам отбортовывают центральную, придавая ей коническую форму 1. Однако этим способом невозможно получить достаточно глубокие детали, так как технологические возможности обуславливаются допустимым коэффициентом отбортовки. Цель изобретения - увеличение высоты получаемых деталей. С этой целью каждый отбортованный конический участок зажимают по внутренней и наружной поверхности и перемещают вдоль оси изделия, обеспечивая вытяжку в цилиндр участка фланцевой части заготовки, затем фланец зажимают усилием, исключающим его пластическое деформирование, а полученные, цилиндрические и конические участки обжимают до получения требуемой конической формы. На фиг. 1 показано исходное положение заготовки перед отбортовкой; на фиг. 2 - положение заготовки после конической отбортовки; на фиг. 3 - положение заготовки в промежуточный момент образования цилиндрической стенки при перемещении защемленной конической отбортовки от прижатого фланца заготовки; на фиг. 4 - положение заготовки, соответствующее окончанию вытяжки фланца заготовки на глубину hi (началу переформовки цилиндрической стенки и конической части детали); на фиг. 5положение заготовки в промежуточный момент обжима; на фиг. 6 - положение заготовки в конечный момент обжима. В листовой заготовке 1 предварительно образуют отверстие. Заготовку устанавливают на цилиндрическую матрицу 2, центрируют и прижимают к ней прижимом 3 усилием , необходимым для предотвращения складкообразования штампуемого материала при вытяжке. При опускании пуансона 4 осуществляется коническая отбортонка центральной части заготовки, причем в конце отбортовки усилие со стороны пуансона преодолевает противодавление РЗ со стороны конической матрицы Бив результате коническая отбортовка в защемленном состоянии между пуансоном 4 и конической матрицей 5 {исключающим проскальзывание ее между этими элементами штампа) перемещается вниз, осуществляя вытяжку участка фланцевой части заготовки с образованием в промежуточный момент вытяжки цилиндрической стенки высотой h (фиг. 3).
Конечный момент образования цилиндрической стенки высоты h i показан на фиг. 4. Следует иметь в виду, что вытяжка фланца до образования цилиндрической стенки высотой h I обуславливается тем, чтобы возникающие на вытяжном ребре конического пуансона 4 напряжения щтамповки-вытяжки не превышали предела прочности щтампуемого материала. Как только высота цилиндрической стенки достигнет значения h t, сразу же обеспечивается изменение силового воздействия на очаги деформирования; усилие на прижиме Р/0 существенно увеличивают до усилия зажима РЗ, исключающего пластическое деформирование (разбортовку) на последующем этапе обжима, а усилие на пуансоне Рд снижают до усилия противодавления Q/, исключающего складкообразование в конической отбортовке при переформовке цилиндрической -стенки в коническую часть изделия (фиг. 4).
На фиг. 6 показан конечный этап переформовки цилиндрической стенки в коническую часть детали, на чем собственно и заканчивают первый цикл пульсации при осуществлении предлагаемого способа формообразования детали.
Следующий цикл пульсации производится согласно схемам на фиг. 2-6, однако при этом следует отметить следующее весьма важное обстоятельство, которое свойственно рассматриваемому процессу; на вытяжном ребре матрицы 2 находится м.атериал не с исходным пределом прочности (как это было вначале первого цикла пульсации), а метариал, получивший нагартовку (упрочнение) при пластическом деформировании фланцевой части заготовки, у которого предел прочности СЗ (э , а это
значит, что и при втором цикле пульсации можно вытягивать фланцевую часть заготовки при напряжениях щтамповки 6, на заданную амплитуду пульсации, позволяющую получить цилиндрический участок высотой h f с последующей переформовкой полученной цилиндрической стенки в коническую часть детали. Учитывая, что аналогичные явления имеют место при 3-м и последующих циклах пульсации, можно считать, что технологические возможности рассматриваемого процесса с точки зрения глубокой вытяжки значительно шире,чем при вытяжке в обычных инструментальных штампах.
Использование предлагаемого способа в практике заготовительно-штамповочных работ позволяет упростить изготовление широко распространенных деталей, наряду с повышением их качества и обеспечить годовой экономический эффект не менее 10 тыс.р.
Формула изобретения
Способ изготовления полых деталей конической формы, при котором в листовой заготовке образуют отверстие, прижимают ее фланцевую часть и последовательно по участкам отбортовывают центральную часть придавая ей коническую форму, отличающийся тем, что, с целью увеличения высоты изготавливаемых деталей, каждый отбортованный конический участок зажимают по внутренней и наружной поверхности и перемещают вдоль оси изделия, обеспечивая вытяжку в цилиндр участка фланцевой части заготовки, затем фланец зажимают усилием, исключающи.м его пластическое деформирование, а полученные цилиндрический и конический участки обжимают до требуемой конической формы.
Источники информации принятые во внимание при экспертизе 1. Мещерин В. Г. Листовая щтамповка. Атлас схем. М., 1975, с. 137, рис. 419. Р Фиг.г Риг. Фиг Л
иг.5
Фиг. 6
