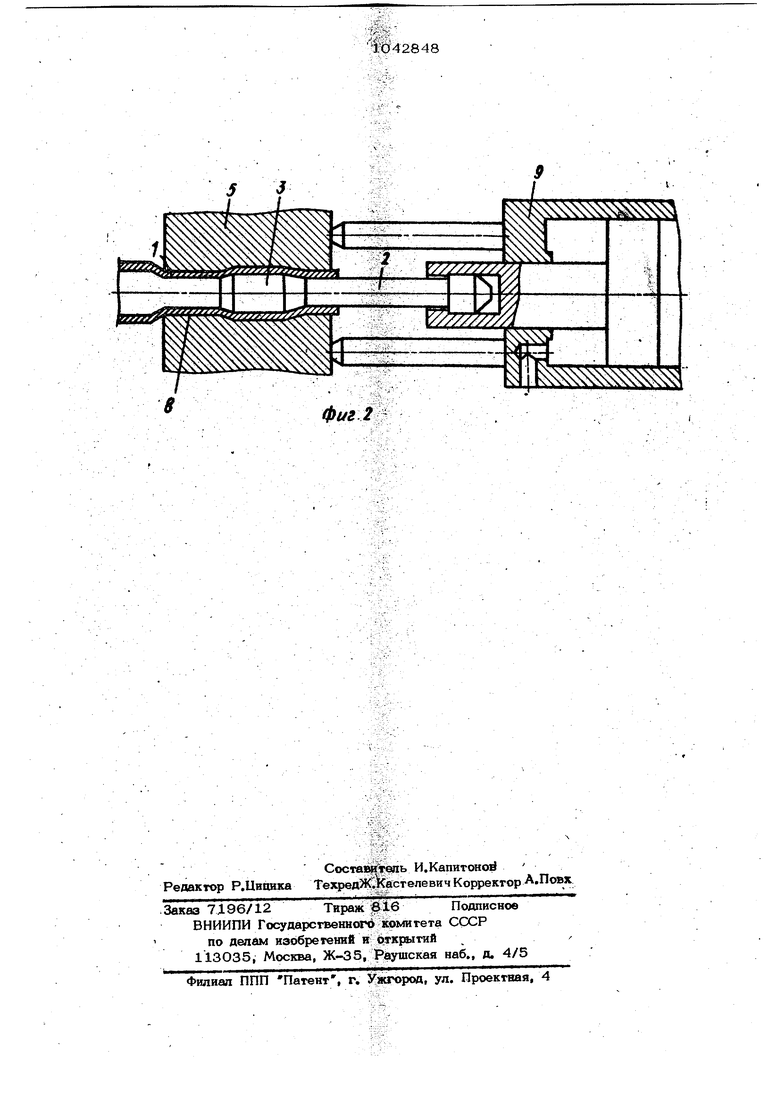
Иэобрегвниеотносится к соединению труб методом обработки давлением и мо Жет быть использовано при изготовлении теппообменной аппаратуры. Известен способ крепления трубы в отверсгии трубной решетки раздачей трубы Дорном С 3 Однако такое соединение обладает ма лой надежностью, которая объясняется тем, что материал трубной эешетки, как правило, более твердый, чем материал трубы. Поэтому после снятия давления развальцовки между трубой и решеткой могут образоваться микрозазоры, которые и служит причиной последующего нарушения герметичности соединения. Целью изобретения является повышение надежности и долговечности соединени я трубы с трубной решеткой, путем исключения возможности появления зазо ра между трубой и решеткой после окон чания раздачи. Указанная цель достигается тем, что согласно способу крепления трубы в отверстии трубной решетки раздачей тру бй, перед раздачей трубу упрочняют например, обгкимом до получения твердо ти, превышающей твердость материала трубной решетки. На фиг. 1 показан процесс обжима конца трубы, реизрез вдоль оси трубы5 на фиг. 2 - процесс извлечения оправки .Способ осуществляется следующим образом. В трубу 1 с наружщлм диаметром, например, 12 мм и внутренним диаметром 9 мм вводят цилиндрическую оправку 2 диаметром 8,4 мм с вальцов ной головкой 3, диаметр которой близо к внутреннему диаметру грубы 1 { в данном случае он составляет 8,9 мм), 1и с хвостовиком 4 на глубину, превыша ГЮЩую сумму тогацины трубной решетки 5 6 данном случае 60 мм) и высоты валь цовочной гоповки 3 (10 мм), а именно на глубину 73 мм. Конец трубы 1 в месте размещения вальцовочной головки 3 оправки 2 закрепляют шаговым механизмом б (для предохранения трубы от смятия и обеспечения ее надежногср крепления). Затем осевым перемещением втулки 7 с помсшью механизма с гидравлическим приводом (не показан) производят обжим конца трубы 1 на цилиндрической части оправки 2, т.е. на Длине, превышающей толшину трубной решетки 5, уменьшая его диаметр на 5-1О % с повышением твердости материала конца трубы 1 до величины, превышающей твердость ма.териала трубной решётки 5, При этом помимо упрочнения матери ала трубы уменьшается шероховатость ее наружной поверхности. В решетке 5 комбинированным инструч ментом, состоящим из сверла и зенкера (не показаны), образовывает отверстие 8, диаметр которого больше диаметра опре- ссованного конца трубы 1 на 0,05-0,2 мм. Затем обжатый конец трубы 1 с оправкой 2 вводят в отверстие 8 решетки 5, после чего приспособлением 9, имекядим упор в решетку, за хвостовик 4 извлекают оправку 2 с вальцовочной головкой 3 из трубы 1. Так как вальцовочная головка 3 оправки имеет больший диаметр чем отверстие опрессованной части трубы, она при этом развальцовывает трубу 1, вдавливая ее в канавку 9 и в трубную решетку 5. Поскольку yni::yroe последействие материала решетки больше чем у обжатого конца трубы, плотность соединения трубы с решеткой после разв1аль- цовки не снижается, как в известном способе, а увеличивается. Внедрениепредлагаемого способа позволит -значительно повысить ге1 летичность и долговечность соединения трубы с трубной решеткой, а следовательно повысить надежность теплообменных аппаратов с tpy6eMB, укрепленными в трубных решетках. Jf Фиг2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177852C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2196657C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2179903C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174888C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174886C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2177853C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2174887C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2163850C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182056C2 |
СПОСОБ КРЕПЛЕНИЯ ТРУБЫ В ОТВЕРСТИИ ТРУБНОЙ РЕШЕТКИ раздачей трубы, отличаюши.йс я тем, 4TCk с целью повышения надежности и долговечности соединения путем исключения воэмояадости появления зазора между трубой и решеткой после окончания раздачи, перед раздачей трубу упрочняют, например, обжимом до получения твердости, превышающей твердость материала трубной решетки. / 7 2 Ч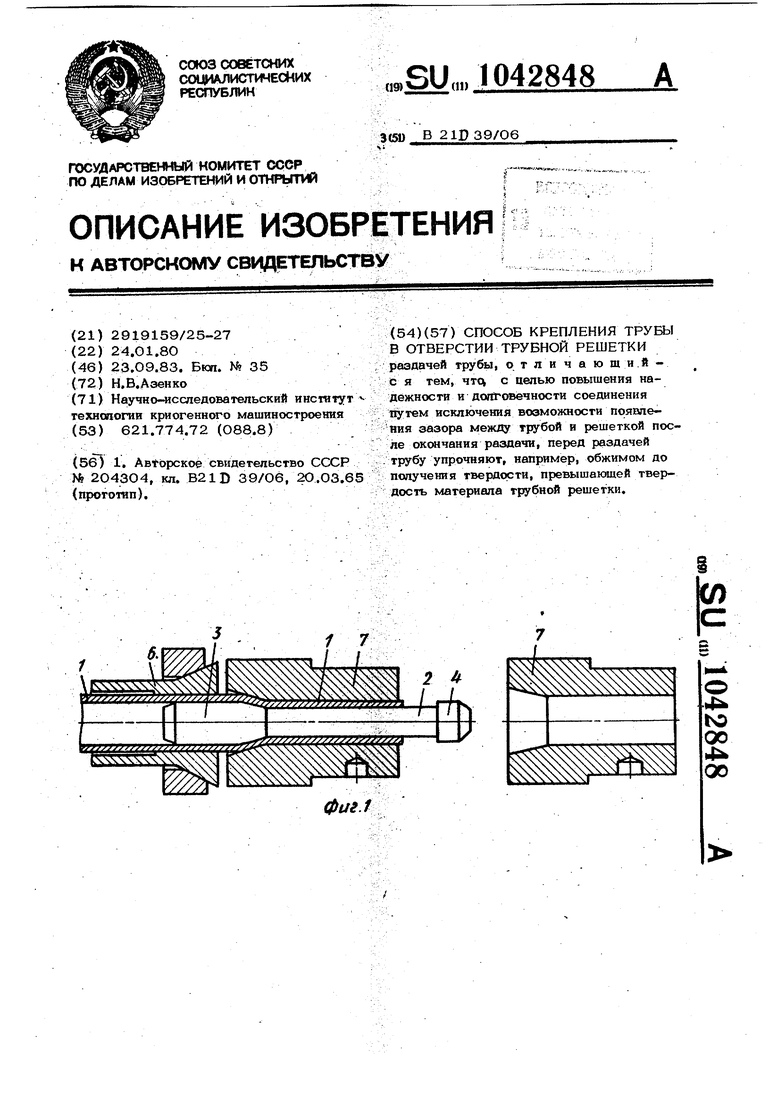
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
