(54) ПЕСКОДУВНАЯ МАШИНА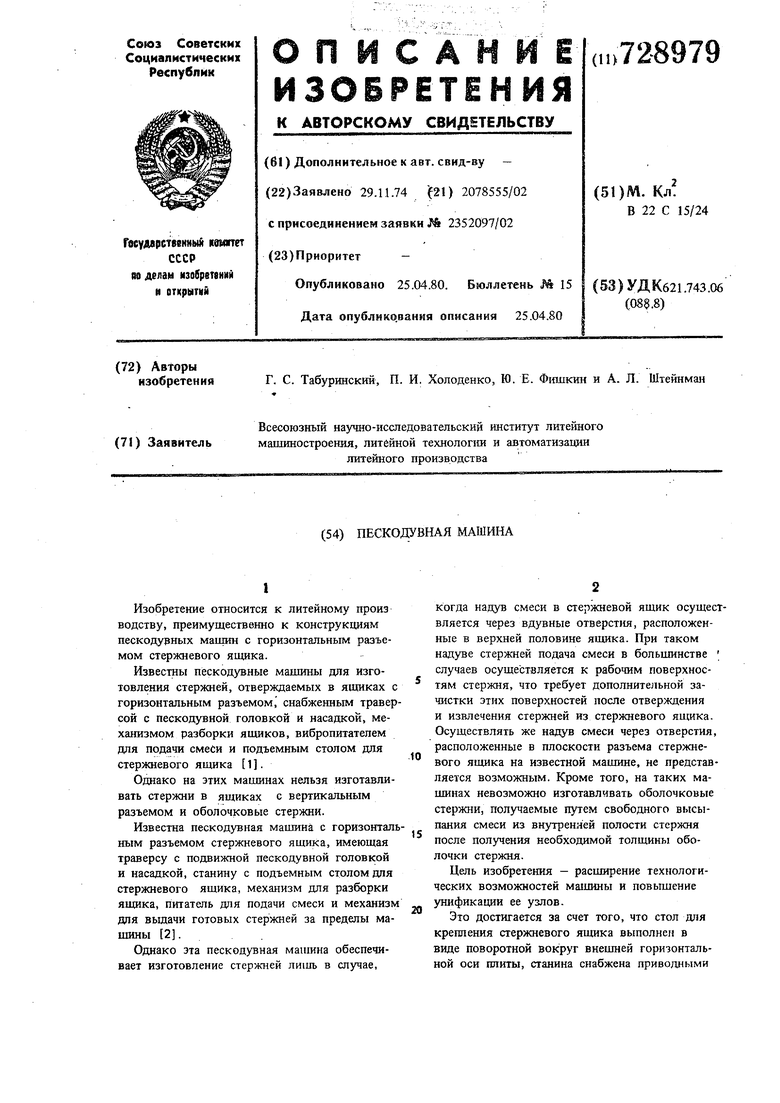
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина | 1977 |
|
SU944751A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| Линия для изготовления литейных стержней | 1982 |
|
SU1026932A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Автомат для изготовления стержней | 1978 |
|
SU768539A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
1
Изобретение относится к литейному произ водству, преимущественно к конструкциям пескодувных маипш с горизонтальным разъемом стержневого ящика.
Известны пескодувные машины для изготовления стержней, отверждаемых в ящиках горизонтальным разъемом, снабженным траверсой с пескодувной головкой и насадкой, механизмом разборки ящиков, вибропитателем для подачи смеСи и подъемным столом для стержневого ящика 1 .
Однако на этих машинах нельзя изготавливать стержни в ящиках с вертикальным разъемом и оболочковые стержни.
Известна пескодувная машина с горизонталным разъемом стержневого ящика, имеющая траверсу с подвижной пескодувной головкой и насадкой, станину с подъемным столом для стержневого ящика, механизм для разборки ящика, питатель для подачи смеси и механизм для вьщачи готовых стержней за пределы машины 2.
Однако эта пескодувная машина обеспечивает изготовление стержней ли11п в случае,
когда надув смеси в стержневой ящик осуществляется через вдувные отверстия, расположенные в верхней половине ящика. При таком надуве стержней подача смеси в большинстве случаев осуществляется к рабочим поверхностям стержня, что требует дополнительной зачистки этих поверхностей после отверждения и извлечения стержней из стержневого ящика. Осуществлять же надув смеси через отверстия, расположенные в плоскости разъема стержневого ящика на известной машине, не представляется возможным. Кроме того, на таких машинах невозможно изготавливать оболочковые стержни, получаемые путем свободного высыпания смеси из внутренней полости стержня после получения необходимой толщины оболочки стержня.
Цель изобретения - расширение технологических возможностей машины и повыщение унификации ее узлов.
Это достигается за счет того, что стол для крепления стержневого ящика выполнен в виде поворотной вокруг внешней горизонтальной оси плиты, станина снабжена приводными
упорами для фиксации плиты в вертикальном и горизонтальном положениях, а на обечайке подвижного рабочего резервуара закреплен силовой поршень цилиндра, встроенного в траверсу.
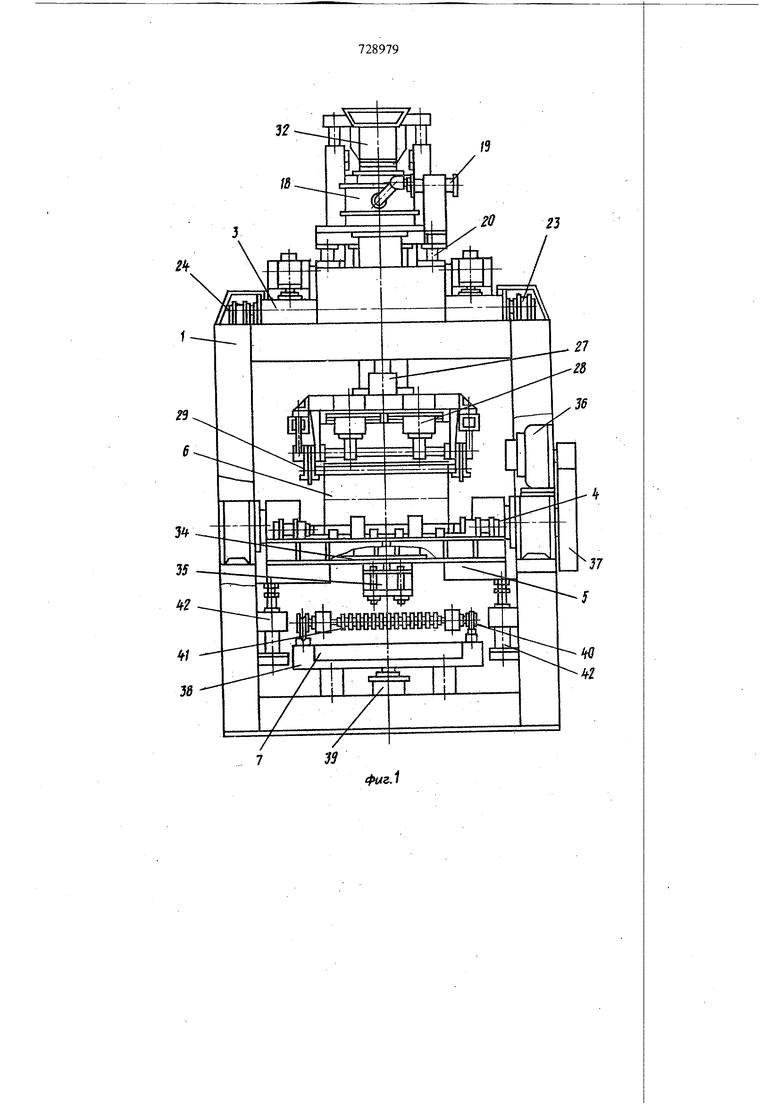
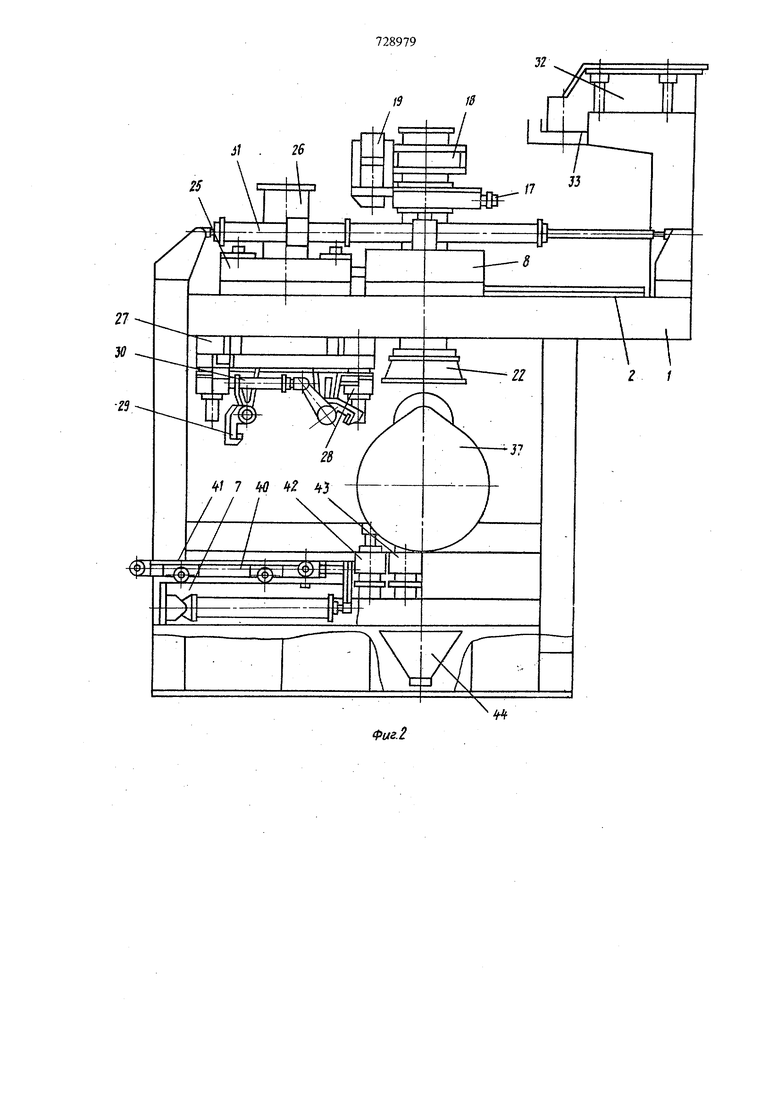
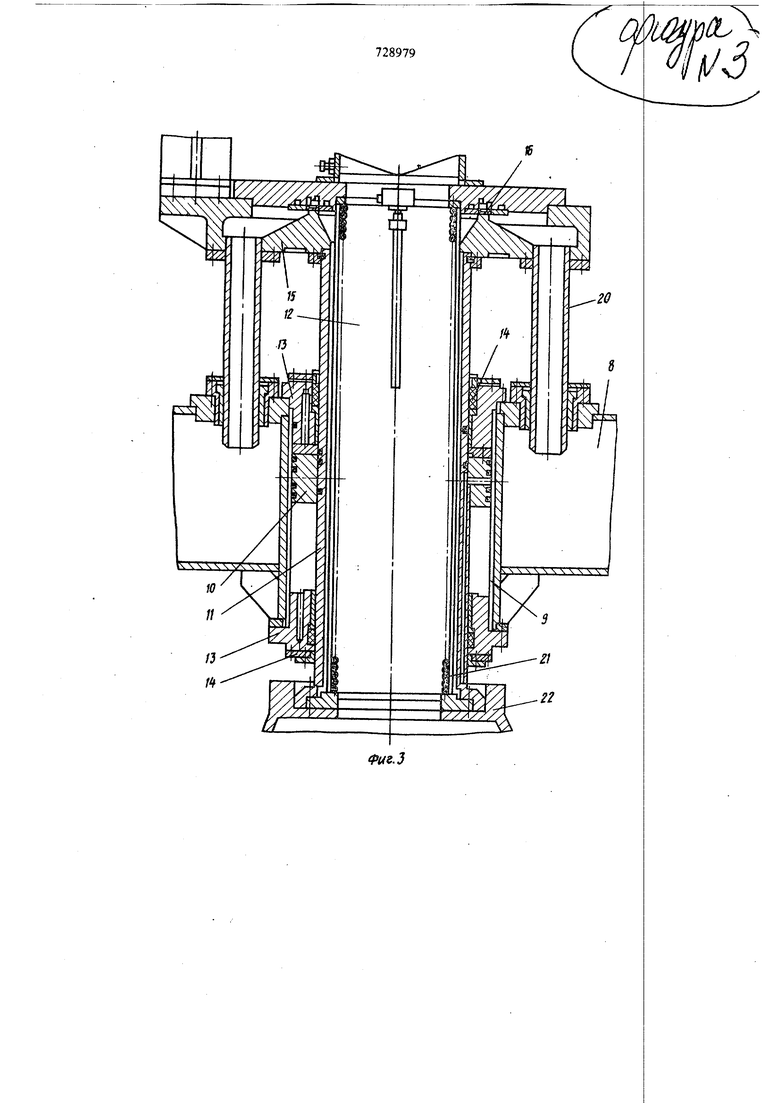
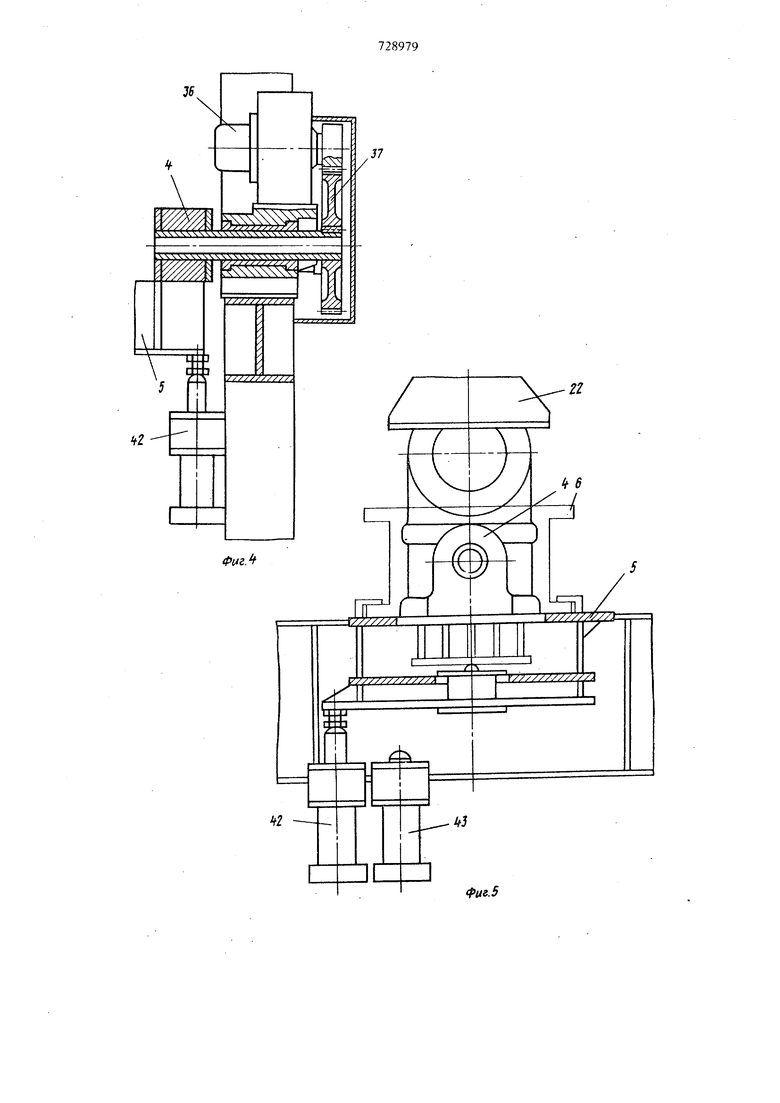
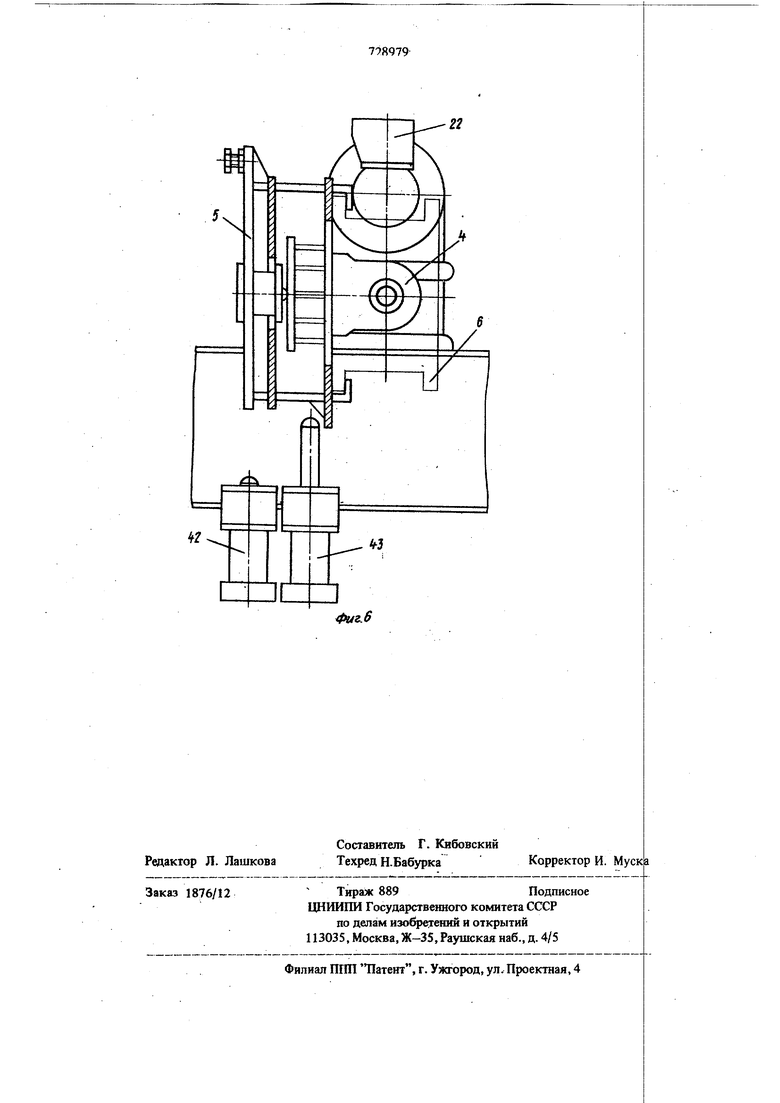
На фиг. 1 изображена предлагаемая машина, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез по пескодувной головке; на фиг. 4, 5 и 6 - пескодувнэя машина в разрезах по месту установки упоров.
Пескодувная машина имеет раму 1, на верхних направляющих 2 которой установлена подвижная тележка 3. В средней части рамы 1 на полых цапфах 4 установлена поворотная плита 5, на которой закреплен стержневой яшик 6, снабженный собственным механизмом запирания его половин. На нижней части рамы расположено устройство 7 для выдачи стержней за пределы машины. Правая часть подвижной тележки 3 выполнена в виде герметичной траверсы 8, служащей в качестве ресивера для сжатого воздуха. В центральной части тележки встроен цилиндр 9, поршень 10 которого закреплен на обечайке 11 пескодувного резервуара 12. Цилиндр 9 сверху и снизу закрыт крышкам 13 с уплотнениями 14, по которым перемешается обечайка 11 при подъеме и опускании пескодувного резервуара. В верхней части обечайки расположена клапанная коробка 15 с кольцевым клапаном дутья 16 и клапаном выхлопа 17 и поворотная шиберная заслонка 18 с пневмоцилиндром 19. Кла, панная коробка 15 снабжена двумя полыми направляющими 20, служащими для подачи сжатого воздуха из траверсы 8 и препятствую.щими повороту пескодувного резервуара 12 вокруг его вертикальной оси. Внутри пескодув ного резервуара 12 расположена гильза 21 для смеси, снизу к нему прикреплена насадка 22 с надувной плитой. Траверса 8 снабжена опорными катками 23 и кожухами 24.
Левая часть подвижной тележки 3 выполнена в виде рамы 25, несущей на себе элементы механизма разборки ящиков и снабженной катками. На этой раме смонтированы цилиндр подъема 26, щшиндры 27 толкательной плиты 28, захваты 29 с поворачивающими их цилиндрами 30.
Левая и правая части тележки 3 соединены между собой и снабжены установленными симметрично оси машины пневмоцилиндрами 31, перемещаюпшми тележку 3 с позиции дутья на позицию загрузки пескодувного резер вуара 12 смесью. На позиции загрузки установлен вибропжатель 32, снабженный шиберным затвором 33.
В поворотной плите 5 расположена толкательная плита 34 с цилиндром 35. Поворот
плиты 5 осуществляется приводом -36 ч&рез шестеренчатую передачу 37, закрытую ксжухом
Устройство 7 для выдачи стержней состоит из рамы 38, снабженной приводом 39 для подъема. На раме установлена тележка ленточным транспортером 41, выполнеин1ым виде параллельно расположенных лент мер, текстропных ремней), закрепленны: средней части рамы 38. В нижней части
имеются подвижные упоры 42 и 43 для сации поворотной плиты 5 со стержневь ящиком 6 соответственно в горизонталь и вертикальном положениях.
Для изготовления стержней в нагрева
ящиках плиты 28 и 34 снабжены газовьйми горелками; для изготовления стержней, отверждаемых с использованием продувки смеси газом или воздухом, эти плиты снабжены устройствами для продувки. При изготозлении
0 оболочковых стержней в нижней части машины под поворотной плитой 5 устанавливается бункер 44, в который ссыпается излишек смеси из внутренней полости сформировавшихся стержней.
5 Предлагаемая пескодувная машина работает следующим образом.
В исходном положении поворотная 5 со стержневым ящиком 6 установлена зонтально (при надуве стержня через отйерстия
0 В верхней половине ящика) или
вертикально
(при надуве стержня через отверстия в готоскости разъема). В первом случае поворс Тная плита 5 опирается на упоры 42, при этом упоры 43 опущены. Во втором случае
прворотнал плита 5 опирается на поднятые упоры 43, а упоры 42 опущены. Тележка 3 занима ет край
33 нее правое положение, шиберный зать вибропитателя 32 открыт, толкательная toiHта 28 поднята, захваты 29 раскрыты, рама 38 устройства 7 для выдачи стержней опуисена, а тележка 40 находится в крайнем положении. Рабочий резервуар 12 с помощью порцшя 10 поднят в верхнее положение,
Клапан дутья 16 закрыт, клапаи выхлопа 1 открыт, открыта щиберная заслонка 18 и
смесь из вибропитателя 32 подается в полость гильзы 21 до заданного уровня.
После загрузки гильзы 21 смесью шиберный затвор 33 закрывает выход смеси из виэро0 питателя 32, щиберная заслонка 18 герлетично закрывает пескодувный резервуар 12 и гележка 3 перемещается пневмоцилиндрами 3 I в крайнее левое положение. Пескодувный резервуар 12 с помощью порпшя 10 опускаемся
5 и прижимает надувную плиту к стержне: юму ящику 6; клапан дутья 16 открывается, клапан выхлопа 17 закрывается и смесь из пескг дувного резервуара 12 вдувается в полость стержневого ящика. По окончании операции 5 надува клапан дутья 16 закрывается, а клапан выхлопа 17 открывается для сброса давления в пескодувном резервуаре 12, после чего пескодувный резервуар 12 поднимается и тележка 3 перемещается в исходное правое положение. Поворотная плита 5 с ящиком 6 поворачиваются в горизонтальное положение, при этом упоры 42 поднимаются и поворотная плита прижимается к ним, упоры 43 при этом опускаются. Эта операция имеет место при на дуве стержня через отверстия, расположенные в плоскости разъема ящика; при надуве стерж ня через отверстия в верхней половине ящика поворотная плита 5 не поворачивается, так как ящик во время надува занимает исходное горизонтальное положение. Далее захваты 29 опускаются и сводятся. После некоторой выдержки во времени, необходимой для отверждения стержня, захваты 29 поднимают верхнюю половину ящика 6, а толкательная пл та 28, опускаясь, удерживает готовый стержен в -нижней его половине. Затем поворотная t плита 5 с нижней половиной ящика, в которой находится стержень, поворачивается плоскостью разъема вниз. К этому моменту тележ ка 40 занимает крайнее правое положение и ленточный транспортер 41 располагается под нижней половиной стержневого ящика. Рама 3 устройства 7 выдачи стержней поднимается и толкательная плита 34 выталкивает стержень на ленточный транспортер 41, после чего рама 38 опускается и тележка 40 перемещается влево. Благодаря тому, что ленты транспортер 41 закреплены на раме 38, при перемещении тележки 40 влево стержни с правого конца транспортера 41 перемещаются в левый его конец и удаляются за пределы машины. Затем поворотная плита 5 поворачивается в исходное горизонтальное положение, на нижнюю половину ящика опускается его верхняя половина, обе половины скрепляются, захваты 29 разводятся, поднимается толкательная плита 28. Далее цикл повторяется. При изготовлении оболочковых стержней последовательность опера1ШЙ сохраняется с той лищь разницей, что после некоторой выдержки во времени для формирования необходимой толщины стенок стержня собранный стержневой ящик, установленный вертикально вдувны ми отверстиями вверх, поворачивается на полоборота этими отверстиями вниз для высыпания через них остатков смеси из полости стежня в бункер 44. После этого вращением в обратную сторону яищк устанавливается в горизонтальное положение для выполнения последующих операций по разборке и удалению из него стержня. Наличие в конструкции машины поворотной вокруг внешней оси плиты для стержневых ящиков, а на станине - упоров для фиксации плиты в вертикальном и горизонтальном положениях позволяет изготавливать на ней стержни в ящиках различной конструкции с надувом смеси как через отверстия в верхней половине ящика, так и через отверстия, расположенные в плоскости его разъема. Машина позволяет также изготавливать и оболочковые стержни. Предлагаемая пескодувная машина для изготовления стержней в ящиках с горизонтальным разъемом позволяет расширить ее технологические возможности и повысить унификацию ее механизмов за счет замены трех типов машин одним типом. Формула изобретения Пескодувная машина с горизонтальным разъемом стержневого ящика, имеющая станину, траверсу, подвижный рабочий резервуар с обечайкой и насадкой, механизм разборки ящиков, стол для крепления стержневого ящика и устройство для выдачи готовых стержней снабженное подъемной рамой, отличающаяся тем, что, с целью расширения технологических возможностей мащины и повышения унификации ее узлов, стол для крепления стержневого ящика выполнен в виде поворотной вокруг внешней горизонтальной оси плиты, а станина снабжена приводными упорами для фиксации плиты в вертикальном и горизонтальном положениях, причем на обечайке подвижного рабочего ревервуара закреплен силовой поршень цилиндра, встроенного в траверсу. Источники информации, принятые во внимание при экспертизе 1.ПИИМАШ. Современное оборудование и технология литейного производства за рубежом. М., 1970, с. 104, рис. 16. 2.НИИМАШ. Современное оборудование и технология литейного производства за рубежом. М., 1971, с. 101, рис. 40 (прототип).
32
/9
3
Фиг.6
22
