(21)4077662/23-02
(22)20.06.86
(46) 15.08.88. Бюп. № 30
(71)Государственный научно-исследовательский, проектный и конструкторский институт сплавов и обработки цвет-. ных металлов Гипроцветметобработка
(72)A.M. Кац, В.В. Седов, В.Ф. Запорожец, Н.К. Гайсинская, Е.Р. Хани- на. В,А. Корытов, Л.Ф. Вьюгин,
В.А. Гутов, А,И. Суворов, А.Г. Титова, Н.М. Лещинер и Н.Н. Никитин (53) 621.746.047 (088.8) (56) Авторское свидетельство СССР 430949, кл. В 22 D 11/04, 1969.
(54) КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРШНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ (57) Изобретение относится к области металлургии, в частности к непрерыв- ному литью. Цель - повышение стойкости кристаллизатора за счет зт еныпения коробления гильзы. Во фланцах 2 3 корпуса 1 кристаллизатора выполнены Г-образные выступы 8, 9,.расположенные в кольцевых проточках 6, 7j выполненных, в свою очередь, в верхней и нижней частях выступа 5 гильзы, что позволяет уменьшить коробление гильзы и увеличить стойкость кристаллизатора. 1 ил 4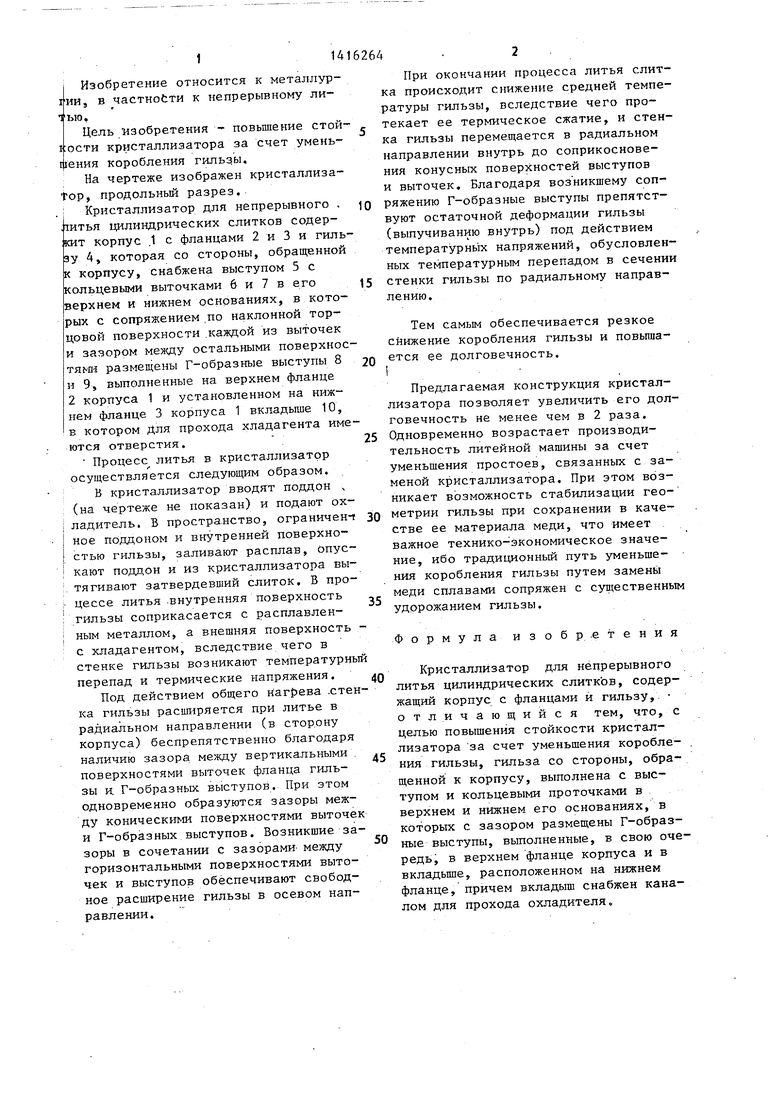
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для литья слитков из медных сплавов | 1982 |
|
SU1071352A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ АЛЮМИНИЕВЫХ СЛИТКОВ | 2019 |
|
RU2742553C1 |
| Кристаллизатор для установок непрерывного литья намораживанием | 1979 |
|
SU904876A1 |
| СПОСОБ КРЕПЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ | 2006 |
|
RU2338803C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
RU2037360C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| Кристаллизатор машины непрерывного литья металла | 2018 |
|
RU2709078C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ МЕДИ И МЕДНЫХ СПЛАВОВ | 1993 |
|
RU2038186C1 |

(Л
ю
Изобретение относится к металлургии, в частноЬти к непрерывному ли1ыо.
Цель тизобретения - повышение стой гости кристаллизатора за счет умень- фения коробления гильзы.
На чертеже изображен кристаллиза- top, продольньй разрез. : Кристаллизатор для непрерывного . литья цилиндрических слитков содер- кит корпус .1 с фланцами 2 и 3 и гильзу 4, которая со стороны, обращенной к корпусу, снабжена выступом 5 с кольцевыми выточками 6 и 7 в его верхнем и нижнем основаниях, в которых с сопряжением ,по наклонной торцовой поверхности .каждой из выточек и зазором между остальными поверхиос размещены Г-образные выступы 8 и 9, выполненные на верхнем фланце
2корпуса 1 и установленном на нижнем фланце 3 корпуса 1 вкладыше 10,
в котором Для прохода хладагента имеются отверстия.
Процесс литья в кристаллизатор осуществляется следующим образом.
В кристаллизатор вводят поддон (на чертеже не показан) и подают охладитель. В пространство, ограничена ное поддоном и внутренней поверхно стью гильзы, заливают расплав, опускают поддон и из кристаллизатора вытягивают затвердевший слиток. В процессе литья .внутренняя поверхность гильзы соприкасается с расплавленным металлом, а внешняя поверхность с хладагентом, вследствие чего в стенке гильзы возникают температурнь перепад и термические напряжения.
Под действием обш:его Нагрева .стенка гильзы расширяется при литье в радиальном направлении (в стор.ону корпуса) беспрепятственно благодаря наличию зазора между вертикальными . поверхностями выточек фланца гильзы и. Г-образных выступов. При этом одновременно образуются зазоры между коническими поверхностями выточек и Г-образных выступов. Возникшие зазоры в сочетании с зазорами между горизонтальными поверхностями выточек и выступов обеспечивают свободное расширение гильзы в осевом направлении.
0
5
0
5
0
5
0
5
0
При окончании процесса литья слитка происходит снижение средней температуры гильзы, вследствие чего протекает ее термическое сжатие, и стенка гильзы перемещается в радиальном направлении внутрь до соприкосновения конусных поверхностей выступов и выточек. Благодаря возникшему сопряжению Г-образные выступы препятствуют остаточной деформации гильзы (выпучиванию внутрь) под действием температурных напряжений, обусловленных температурным перепадом в сечении стенки гильзы по радиальному направлению.
Тем самым обеспечивается резкое сйнжение коробления гильзы и повышается ее долговечность.
i. .
Предлагаемая конструкция кристаллизатора позволяет увеличить его долговечность не менее чем в 2 раза. Одновременно возрастает производительность литейной машины за счет уменьшения простоев, связанных с заменой кристаллизатора. При этом возникает возможность стабилизации геометрии гильзы при сохранении в качестве ее материала меди, что имеет важное технико-экономическое значение, ибо традиционный путь уменьше- НИН коробления гильзы путем замены меди сплавами сопряжен с суп ественным удорожанием гильзы.
Формула изобр.е тения
Кристаллизатор для непрерывного литья цилиндрических слитков, содержащий корпус с фланцами и гильзу,. - отличающийся тем, что, с целью повышения стойкости кристаллизатора за счет уменьшения коробления гильзы, гильза со стороны, обращенной к корпусу, выполнена с выступом и кольцевыми проточками в верхнем и нижнем его основаниях, в которых с зазором размещены Г-образные выступы, выполненные, в свою очередь, в верхнем фланце корпуса и в вкладьш1е5 расположенном на нижнем фланце, причем вкладыш снабжен каналом для прохода охладителя.
