а
СП СА
11
Изобретение относится к производству полимерных материалов, преимущественно пленок, и может быть использовано для контроля процесса формования эфироцеллюлозной основы для производства кинопленок, получаемой из раствора триацетата целлюлозы в смеси легколетучих растворителей.
Цель изобретения - повьшение точности контроля.
На фиг.1 представлена схема технологического процесса; на фиг.2 - пример реализации устройства, посредством которого осуществляется способ; на фиг.З - временная диаграмма температуры слоя и сушащего агента.
Способ осуществляют следующим образом.
В сушильной камере 1 перемещается металлическая лента 2, на которую поступает раствор полимера 3 путем выдавливания его через фильеру ,4. Перемещение ленты 2 происходит посредством приводных роликов 5. Измерение .производят с помощью дифференциального датчика 6 температуры, сканируемого вдоль поверхности отлитого слоя раствора полимера, который через первичный 7 (ПЧТ-142) и вторичный 8 (ПБ-ОЮЮ) преобразователи связан с регистратором 9.
10 - верхняя стенка сушильной камеры 1; 11 - окно, выполненное из материала, прозрачного в области дли волн 7,5-12,5 мкм; 12 - зеркальный слой; 13 - контролируемый слой раствора полимера; 14 - зачерненньш таллический сектор, вращаемый через ось 15 двигателем 16 с редуктором.
Пример 1. Датчик 6 перемещаю вдоль ленты 2 от фильеры 4 по ходу движения ленты. Одновременно с помощью регистратора 9 фиксируют измеренные значения разности температур поверхности формуемого слоя и омываю щего его поверхность сушащего агента При достижении разности температур принятого предельного значения определяют точку, в которой произошло это изменение, и принимают ее за начало зоны затвердевания слоя (в экспериментах предельное значение разности температур было принято равным 2° С).
П р и м е р 2. По ходу перемещени ленты 2 на разном фиксированном расстоянии от фильеры 4 устанавливают два или более указанных датчиков 6,
0
5
0
5
5 0
5
0
подключенных к регистратору, и определяют разность температур поверхности слоя и сушащего агента. За начало зоны затвердевания принимают положение того датчика 6, который показал наименьшее отличие разности температур от принятого предельного значения.
Измерение разности температур производят следующим образом. Вследствие интенсивной циркуляции в камере 1 сушащего агента (пароазотной . смеси) температура верхней поверхности сектора 14 практически совпадает с температурой сушащего агента, поэтому в полупериод перекрытия сектором поля зрения преобразователя 7 последний выдает через преобразователь 8 на регистратор 9 сигнал, соответствующий температуре сушащего агента. В полупериод открытия поля зрения преобразователя 7 измерительная система 7-8-9 регистрирует температуру по-:
верхности слоя раствора полимера 13,
II
представляющего собой черное тело в области спектра 7,5-12,5 мкм.
На фиг.З представлен вид фрагмента временной диаграммы температуры слоя (нижняя граница) и сушащего агента (верхняя граница), полученных с помощью датчика 6, установленного на участке влажного и застекловавшего- ся слоя полимера, когда концентрация сухого остатка составляет 42%, Представление данных измерений температур в виде приведенных меандров наглядно ;и удобно использовать для непосредственной .оценки определяемой разности температур, представляющей информативный параметр дЛя способа контроля положения зоны затвердевания полимерных материалов.
Ф о
р м, у л а
изобретения
Способ контроля положения зоны затвердевания полимерных материалов, преимущественно пленок, формуемых на несущую металлическую подложку, с использованием сушащего агента путем измерения косвенного показателя ,.-. .- свойств материала от фильеры вдоль
направления л и ч а ю щ
его перемещения, о т - и и с я тем,.что, ,с
целью повышения точности контроля, в качестве косвенного параметра принимают разность температур поверхности формуемого слоя и омывающего
31416537
его поверхность сушащего агента и достижении равенства измеренной раз- задают ее предельное значение, а на- ности температур заданному предель- чало зоны затвердевания фиксируют по ному значению.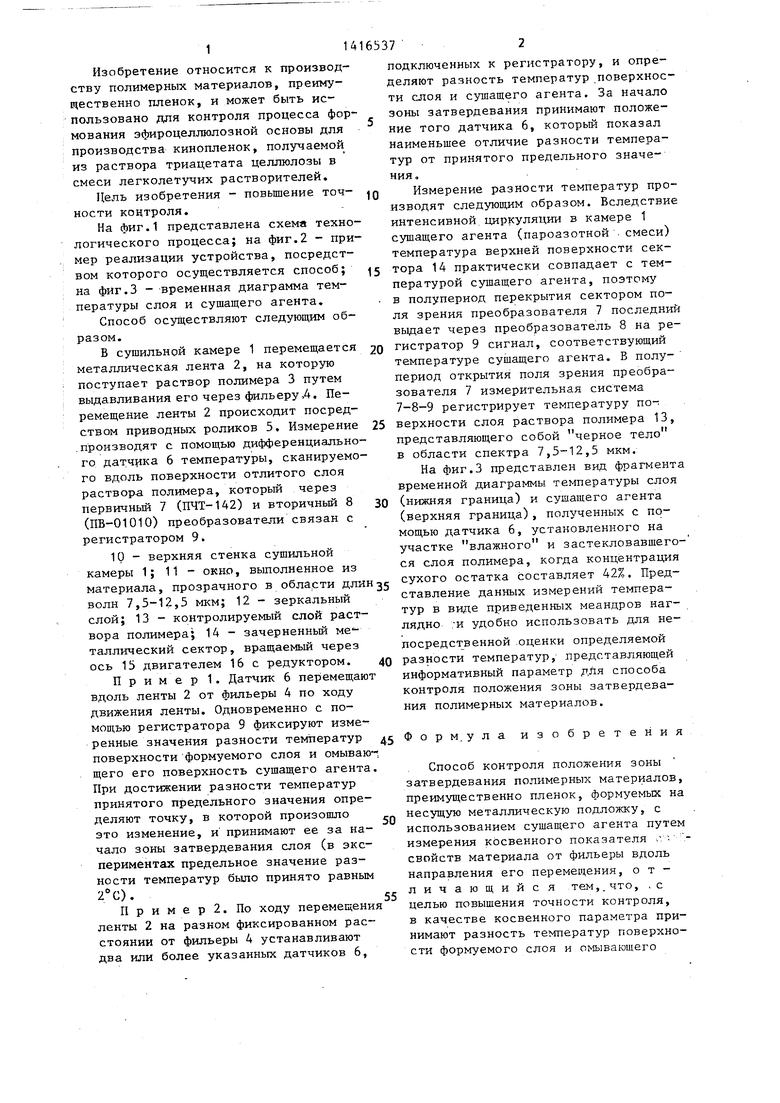
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления пленок из полимерных материалов | 1987 |
|
SU1740193A1 |
| Устройство для изготовления пленок из полимерных материалов | 1984 |
|
SU1199660A1 |
| Способ управления процессом формования синтетических нитей на многоместной прядильной машине | 1990 |
|
SU1784670A1 |
| Способ контроля процесса формования полимерных нитей | 1981 |
|
SU1245627A1 |
| Способ электрохимической активации электродов преобразователей | 1981 |
|
SU983780A1 |
| Устройство для изготовления пленок из полимерных материалов | 1978 |
|
SU724347A1 |
| Способ контроля процесса получения химических волокон из расплава полимера | 1977 |
|
SU705339A1 |
| Установка для получения сорбционно-фильтрующих материалов из растворов полимеров методом аэродинамического формования с повышенной сорбционной активностью | 2023 |
|
RU2810291C1 |
| Способ управления процессом формования полимерных материалов | 1981 |
|
SU1004492A1 |
| Способ управления формованием изделий из триацетата целлюлозы | 1981 |
|
SU953023A1 |

Изобретение относится к области производства полимерных материалов. Цель изобретения - повьшение точности контроля. Способ осуществляют путем измерения тразности температур поверхности формуемого слоя и омывающего его поверхность сужающего агента, а за начало зоны затвердевания принимают точку, в которой измеренная разность температур равна его предельному значению. 3 ил.
f
фигЛ
75 сриг.2
jimuL
| Способ контроля процесса формованияХиМичЕСКиХ ВОлОКОН | 1979 |
|
SU817105A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ,(54) СПОСОБ КОНТРОЛЯ ПОЛОЖЕНИЯ ЗОНЫ ЗАТВЕРДЕВАНИЯ ПОЛШЕРНЫХ МАТЕРИАЛОВ | |||
