Изобретение относится к обработке металлов давлением, в частности к технологии изготовления изогнутых трубных изделий, преимущественно укладочных труб виткоукладчиков катанки высокоскоростных проволочных станков, и может быть использовано при изготовлении составных укладочных труб.
Целью изобретения является расширение технологических возможностей за счет обеспечения пространственной гибки при уменьшении расхода материала сердечника и возможности его неоднократного использования.
Способ включает следующие опера- , ц ии.
Партию прямолинейных стальных трубных заготовок, возможно с разной толщиной стенок, суммарной длиной, равной требуемой длине трубы, размещают без зазоров на круглый сердечник и фиксируют на нем с помощью, например, резьбовой затяжки по концам сердечника, В качестве материала сердечника используют металл с температурой плавления 1000°С и более и пределом текучести материала трубной заготовки при соотношении предела прочности к пределу текучести 3,9 - 5,0 (например,латунь, бронзу). Заготовка с сердечником нагревается в печи до 960 - 980°С, устанавливается в устройстве
сд
СП СП
для гибки, закрепляется и изгибается по шаблону. После изгиба заготовка остывает до 300-400°С и снимается с устройства. Сердечник освобожда- ется от затяжки и производится разделение изогнутьк изделий путем деформирования оправки до радиуса отделяемого изогнутого изделия,
Выбор материала сердечника обус- ловлей оптимальными условиями деформации трубы. Нижний предел температуры плавления определен технологической температурой нагрева заготовки перед изгибом до 980°С. При отно- шении предела текучести сердечника к пределу текучести трубы более 0,08 возникают трудности при снятии изогнутых отрезков трубы с сердечника, т.е. происходит травмирование внут- ренней поверхности трубы и возможна некоторая деформация трубы, снижающая точность ее изготовления. Низкие значения предела текучести сердечника обуславливают и низкие абсолютные значения предела прочности материала приводящие к разрушению сердечника при деформации. Поэтому необходимо в качестве сердечника использовать металл с относительно высоким преде- лом прочности при максимально низком значении предела текучести, Определено, что при использовании сердечника с соотношением предела прочности к пределу текучести менее 3,9 (при соблюдении заданного отношения предела текучести материала сердечника к пределу текучести материала трубы) происходят повреждения серденика как при изгибе, так и при отги- бании сердечника, при снятии изогнутых отрезков трубы Верхний предел отношения предела прочности к пределу текучести 5,0 обусловлен механическими характеристиками применяемых в технике металлов и сплавов.
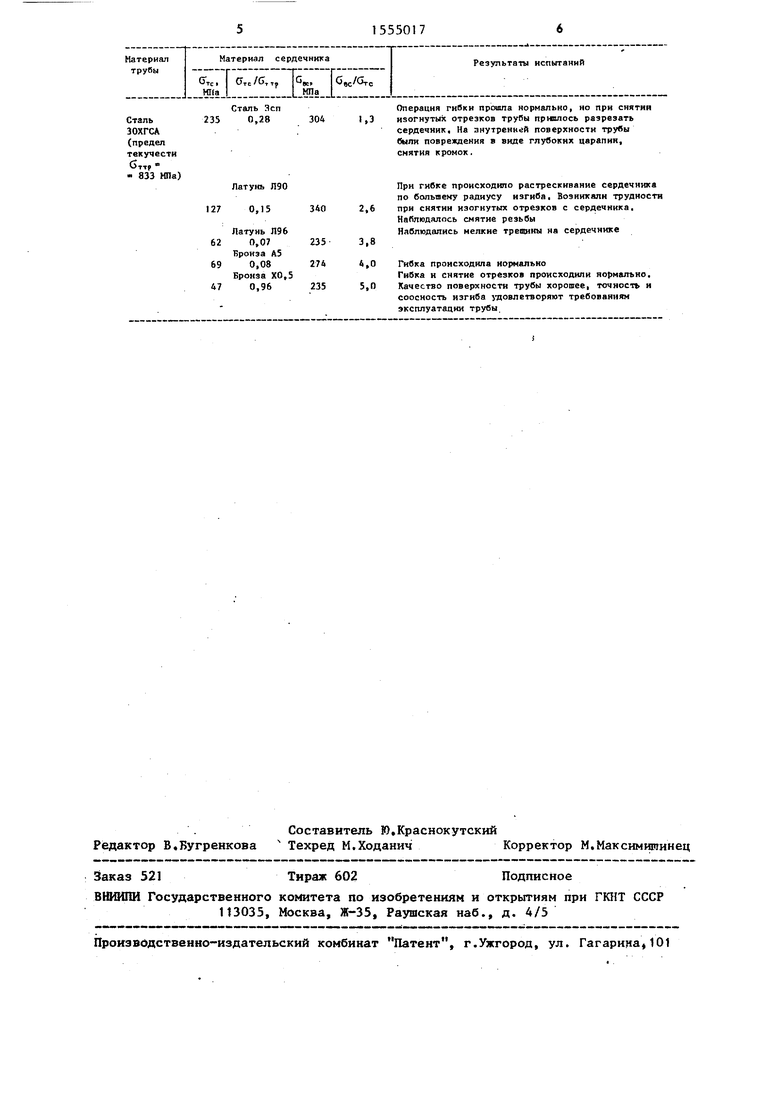
Пример, Изготавливают партию составных труб из стали ЗОХГСА. В качестве сердечников используют различ-, ные материалы, Результаты испытаний приведены в таблице. Из данных таблицы видно, что наилучшие результаты дает применение в качестве материала
0 5
0
сердечника бронзы марки А 5 или Х0,5 с соотношениями предела текучести материала трубы 0,06-0,08, предела прочности к пределу текучести 4,0 - 5,0.
Реализация предлагаемого способа позволяет одновременно производить пространственную гибку партии стальных трубчатых заготовок, преимущественно разнотолщинных, при уменьшении расхода материала сердечника и возможности его неоднократного использования.
Формула изобретения
1,Способ одновременного получения партии изогнутых стальных трубных изделий, преимущественно разно- толщинных с одинаковым внутренним диаметром для укладочных труб укладчика витков катанки, включающий размещение заготовок на сердечнике,поджим торцов заготовок, гибку и поштучное разделение изделий, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения пространственной гибки при уменьшении расхода материала сердечника и возможности его неоднократного использования,поджим торцов заготовок осуществляют после размещения их на сердечнике, перед гибкой заготовки вместе с сердечником нагревают, а после гибки охлаждают, поштучное разделение изогнутых изделий производят путем деформирования сердечника до радиуса отделяемого изделия,
2,Способ поп.1, отлич а ю- щ и и с я тем, что в качестве материала сердечника используют металл
с температурой плавления не менее 1000 С и пределом текучести,составляющим не более 0,08 предела текучести материала трубной заготовки,при этом отношение предела прочности к пределу текучести материала сердеч- ника составляет 3,9 - 5,0,
3,Способ поп,1, отличающийся тем, что поджим торцов заготовки осуществляют посредством резьбовых пар по концам сердечника.
Материал сердечника
GTC, I ,,7 |Ga, Ogc/Crc MIjaJL™2 L
Результаты испытаний
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стальных укладочных труб виткоукладчика каталки | 1989 |
|
SU1682007A1 |
| Проводка виткоукладчика катанки проволочного стана | 1987 |
|
SU1417955A1 |
| Устройство для охлаждения катанки | 1989 |
|
SU1740458A1 |
| ПРОДОЛЬНАЯ ИЛИ ПОПЕРЕЧНАЯ РУЛЕВАЯ ТЯГА С ЦЕЛЬНОЙ СОЕДИНИТЕЛЬНОЙ ТРУБОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2732807C2 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНОЙ ХОЛОДНОДЕФОРМИРОВАННОЙ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ | 2023 |
|
RU2822910C1 |
| Способ изготовления полых деталей из трубной заготовки | 2018 |
|
RU2703010C2 |
Изобретение относится к обработке металлов давлением, в частности к технологии изготовления трубных изделий (И), преимущественно укладочных труб виткоукладчиков катанки высокоскоростных проволочных станов, и может быть использовано при изготовлении составных укладочных труб. Цель изобретения - расширение технологических возможностей за счет обеспечения пространственной гибки при уменьшении расхода материала сердечника (С) и возможности его неоднократного использования. Способ включает размещение партии заготовок на С, поджим торцов заготовки перед гибкой, гибку и поштучное разделение изогнутых И путем деформирования С до радиуса отделяемого изогнутого И. В качестве материала С используют материал с пределом текучести не более 0,08 предела текучести материала трубной заготовки. Отношение предела прочности к пределу текучести материала С составляет 3,9...5,0. 1 з.п. ф-лы, 1 табл.
ти
Па)
235
Сталь Зсп 0,28
304
Латунь Л90 127 0,15
Латунь Л96 62 0,07
Бронза А5 69 0,08
Бронза Х0,5 47 0,96
340
235 274 235
Операция гибки прошла нормально, но при снятии изогнутых отрезков трубы приелось разрезать сердечник. На внутренней поверхности трувы были повреждения в виде глубоких царапин, смятия кромок.
При гибке происходило растрескивание сердечника по больпеку радиусу изгиба. Возникали трудности при снятии изогнутых отрезков с сердечника. Наблюдалось смятие резьбы Наблюдались мелкие трещины на сердечнике
Гибка происходила нормально
Гибка н снятие отрезков происходили нормально. Качество поверхности трубы хорошее, точность н соосность изгиба удовлетворяют требованиям эксплуатации трубы
| Пресс для изготовления крутоизог-нутых отводов | 1974 |
|
SU508294A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
