-- $$$$$$$ щт$$ $$$ т
ФtJLZЛ
со
О5
11 А
Изобретение относится к обработке, металлов давлением и может быть использовано в различных отраслях машиностроения- при вырезке деталей эластичной средой из листовой заготовки.
Цель изобретения - уменьшение расхода матетриала за счет сокращения величины припуска и уменьшение величины усилияштамповки за счет создания Предварительного напряжения материала заготовки.
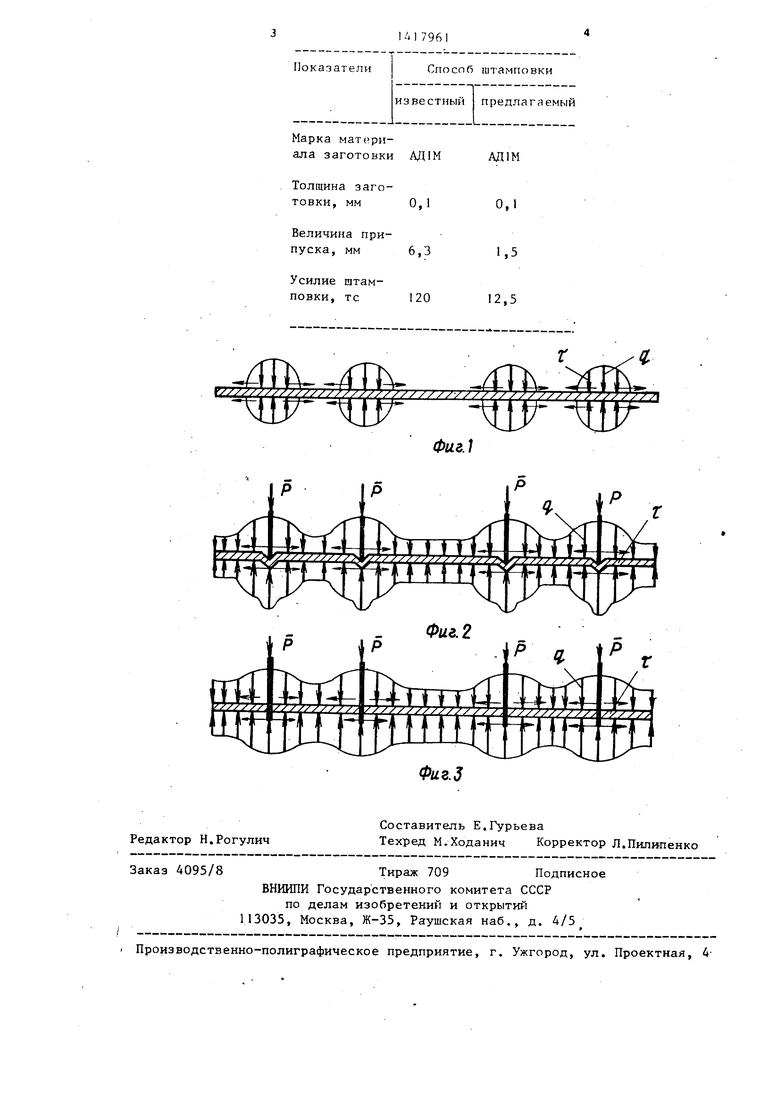
На фиг.1 показан характер и распределения сжимающих (q) и, растягивающих (i)) усилий при первоначальном локальном воздействии двух эластичных сред на заготовку; на фиг,2 - характер распределения усилий воздействия эластичных сред по всей поверхности заготовки в начальный момент действия усилием Р жесткого вырезного инструмента; на фиг.3 - характер распределения усилий воздействия эластичных сред на заготов ку в момент окончания штамповки; на фиг.4 - устройство для, осуществления вырубки пробивки (слева от оси - исходное положение, справа - момент окончания штамповки).
Устройство для реализации способа содержит две подштамповых плиты 1 и 2, закрепленные на них эластичные среды 3 и 4, и вырезные инструменты 5 и 6 для внутреннего и наружного контуров. При этом модуль упругости среды 3 больше модуля упругости среды 4.
Способ осуществляют следующим образом.
Заготовку 7 помещают между эластичными средами 3 и 4, при этом мо-.. дуль упругости эластичной среды 4 меньше модуля упругости эластичной среды 3 Первоначально, сближая подштамповые плиты 1 и 2 поверхностями эластичных сред 3 и 4, сжимают часть заготовки-7 и создают растягивающие напряжения в материале только в зонах, расположенных по линии действия жестких вырезных инструментов 5 и 6„ Затем действием со стороны эластичной среды 4 кромками жестких инструментов 5 и 6 доводят концентрацию напряжения в материале заготовки 7
96 2
до величины предела прочности и производят вырезку, пробивку и отрезку. При этом усилие взаимодействия эластичных сред по остальной поверхности заго- , товки создают минимальным.
Пример. вливают деталь из фольги толщиной О, мм из сплава габаритных размеров мм,
Q модуль упругости эластичной среды 3 30 МПа, а среды 4 10 МПа, определенный для 300%-ного удлинения.
Экспериментальные лабораторные исследования показали, что величина
припуска может быть уменьшена на 80%, а усилие штамповки примерно в 10 раз меньше по сравнению с известным способом штамповки.
Результаты исследований приведеQ ны в таблице.
Экономическая эффективность достигается за счет уменьшения расхода металла путем уменьшения величины припуска, а также за счет уменьшения
5 усилия штамповки.
Формула изобретения
Способ штамповки деталей из лис- Q тового материала путем воздействия на заготовку с одной стороны локальным усилием эластичной среды, распространяемым затем на всю поверхность заготовки, а с другой - усилием жесткого вырезного инструмента, обеспечивающим вырезку-пробивку наружного и внутреннего контуров де тали, отличающийся тем, что, с целью уменьшения расхода материала за счет сокращения величины припуска и уменьшения усилия штамповки за счет создания предварительно- - го напряжения материала заготовки,, на заготовку перед вырезкой-пробивкой дополнительно воздействуют ло-- 5 кальным усилием эластичной среды
со стороны воздействия жесткого ин- струмента, распространяемым затем на . всю поверхность заготовки, при этом эластичная среда, воздействующая на 0 заготовку со стороны воздействия жесткого инструмента, имеет модуль упругости меньше модуля упругости эластичной среды, воздействующей на нее с противоположной стороны.
5
0
Показатели
Способ штамповки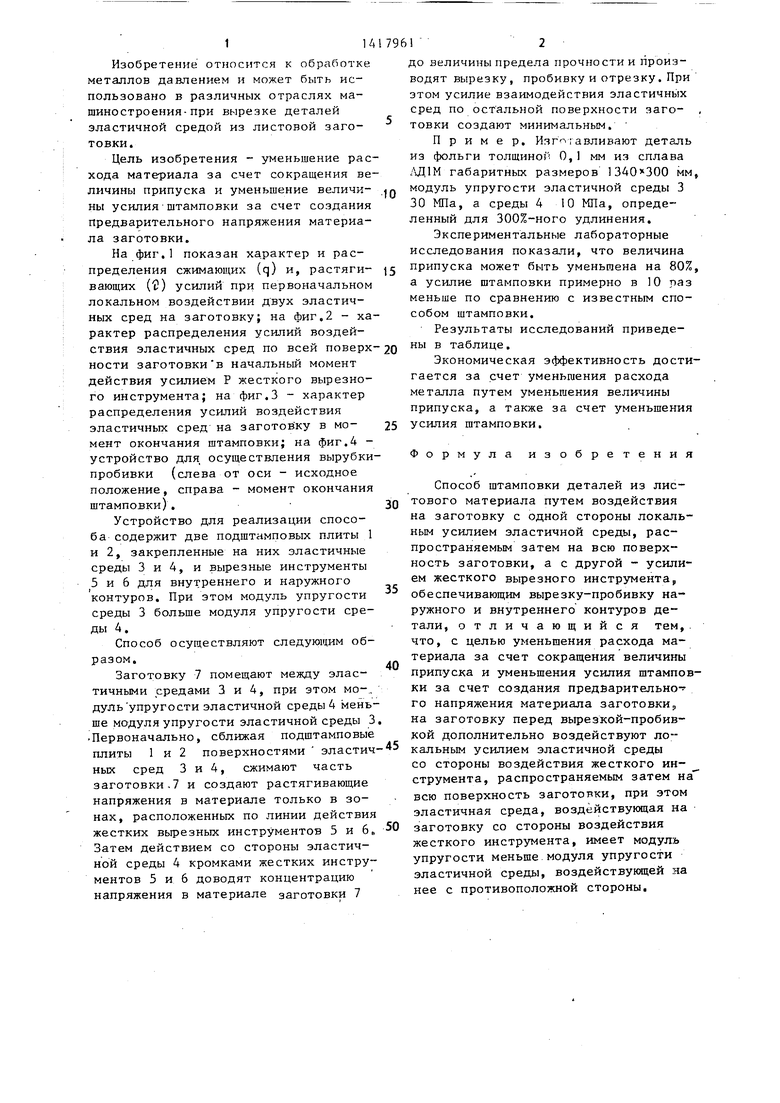
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырубки деталей из тонколистового материала | 1975 |
|
SU659244A1 |
| Способ вырезки деталей из листового материала | 1983 |
|
SU1414492A1 |
| Штамп для вырезки-пробивки | 1980 |
|
SU867475A1 |
| СПОСОБ ВЫРУБКИ-ПРОБИВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МАТЕРИАЛА ЭЛАСТИЧНОЙ СРЕДОЙ В ОТКРЫТОМ ОБЪЕМЕ | 2004 |
|
RU2280524C2 |
| Устройство для пробивки отверстий в трубчатых изделиях эластичной средой | 1977 |
|
SU624686A1 |
| Устройство для штамповки деталей эластичной средой | 1986 |
|
SU1323166A1 |
| Способ получения чистовых отверстий в толстолистовых заготовках и устройство для его осуществления | 1980 |
|
SU897338A1 |
| СПОСОБ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МНОГОСЛОЙНЫХ МАТЕРИАЛОВ С ЦЕНТРАЛЬНЫМ МЕТАЛЛИЧЕСКИМ СЛОЕМ И НАРУЖНЫМИ ЭЛАСТИЧНЫМИ СЛОЯМИ | 2011 |
|
RU2483823C1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
Изобретение относит ся к обработке металлов давлением и может быть использовано в различных отраслях машиностроения при вырезке деталей эластичной средой.из листовой заготовки. Цель - уменьшение расхода материала за счет сокращения величины припуска и уменьшение усилия штамповки за счет создания предварительного напряжения материала заготовки. Заготовку 7 помещают между эластичными средами (ЭС)3 и 4. Сжимают часть заготовки 7 и создают растяги-, вающие напряжения в материале заготовки 7 в зонах по линии действия жестких вырезных инструментов 5,6. Производят вырезку, пробивку, отрезку. Усилие взаимодействия ЭС 3, 4 по остальной поверхности минимальное. Модуль упругости ЗС 4 меньше модуля упругости ЭС 3. 4 ил. 1 табл.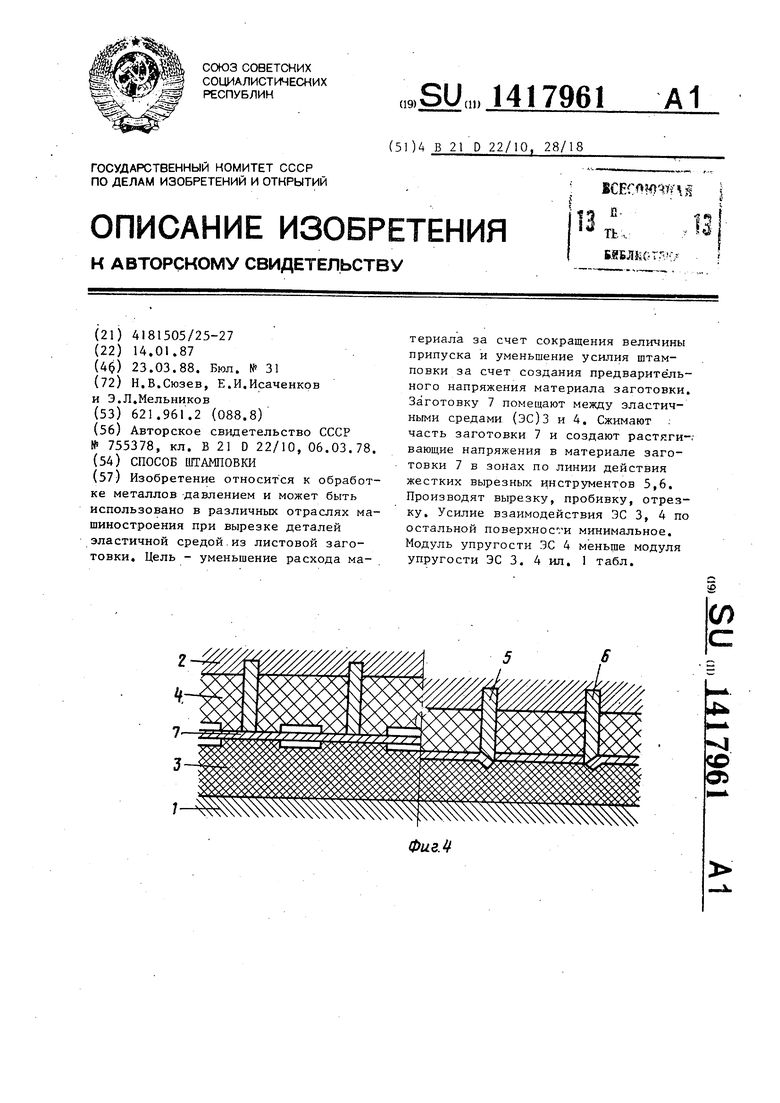
АД1М АД1М
0,1 0,1
6,3 1,5
120 12,5
известный предлагаемый
гИДллМ
у X / V Х
x zv /v-y/T.ATГН f ff
Фиг. 2
| Авторское свидетельство СССР № 755378, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
