(54) СПОСОБ ПОЛУЧЕНИЯ ЧИСТОВЫХ ОТВЕРСТИЙ В ТОЛСТОЛИСТОВЫХ ЗАГОТОВКАХ И УСТРОЙСТВО ДЛЯ ЕГО
ОСУЩЕСТВЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий и устройство для его осуществления | 1981 |
|
SU1005985A1 |
| Способ пробивки цилиндрических отверстий | 1983 |
|
SU1140855A1 |
| Устройство для окончательной пробивки отверстий | 1980 |
|
SU937081A1 |
| Способ получения отверстий с фасками в толстолистовых заготовках | 1981 |
|
SU1017422A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ФАСКОЙ | 1995 |
|
RU2080950C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2183525C2 |
| Способ получения отверстий с фасками и штамп для получения отверстий с фасками | 1984 |
|
SU1201026A1 |
| Устройство для пробивки отверстий | 1985 |
|
SU1265007A1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Штамп для вырубки деталей из металлической заготовки или пробивки отверстий | 1981 |
|
SU1032994A3 |
I
Изобретение относится к штамповке и может быть использовано для пробивки отверстий в толстолистовых заготовках из однородных материалов, а также волокнистых композиционных материалов на металлической и полимерной основах, преимушественно при диаметре пробиваемых отверстий, равном или меньше толпхйны заготовки.
Известен способ, пробивки отверстий малого диаметра, заключающийся в предварительном получении отверстия с размерами заданных, размещении заготовки на матрице и фиксации ее .прижимом больщой величины с последующим снятием припуска зачисткой 1.
Недостатком такого способа является то, что распирающие усилия, а следовательно, и объемная схема сжатия имеют место не по всей толщине заготовки и не на всем протяжении процесса пробивки. Величина их не регулируема у по толщине заготовки распределена неравномерно. Указанный недостаток приводит к образованию утяжины в начальный момент вне.црения пуансона в заготовку, и как следствие, к ухудщению качества пробиваемого отверстия.
Известно также устройство, в котором, с целью повыщения качества поверхности получаемых деталей, пуансон для получения отверстия выполнен полым с возможностью упругой раздачи под действием расположенного в его полости .упругого элемента 2.
Известно также устройство для получения чистовых отверстий, содержащее привод перемещения, выполненный в виде магнитноимпульсной установки и взаимодействующего с ней бойка, пуансон, взаимодействующий с бойком, прижим, охватывающий пуансон, матрицу и установленный в ее отверстие контрпуансон 3.
Известно также устройство для получения чистовых отверстий в толстолистовых заготовках, предназначенное для осуществления известногЬ способа, при котором в заготовке получают отверстие меньше заданного, а затем снимают припуск путем зачистки, содержащее привод перемещения, пуансон, охватывающий его прижим, матрицу и установленный в ее отверстии контрпуансон 1.
Недостатком известных устройств является то, что они создают состояние напряженного сжатия не по всей толщине заготонки и не на всем протяжении процесса получения отверстия, в результате чего поверхность получаемых деталей имеет недостаточно высокое качество.
Целью изобретения является повышение качества получаемых деталей путем исключения образования утяжек в момент внедрения инструмента в материал заготовки.
Указанная цель дocfигaeтcя тем, что согласно способу получения чистовых отверстий в толстолистовых заготовках, при котором в плоскости заготовки с отверстием меньше заданного прилагают усилия прижима и снимают припуск путем зачистки, одновременно с приложением усилий зачистки ко всей поверхности, ограничивающей предварительно полученное отверстие, прилегают радиальные усилия, направленные от оси отверстия.
В устройстве, содержащем привод перемещения, пуансон, охватывающий его прижим и матрицу, пуансон выполнен в виде податливой втулки, и устройство снабжено контрпуансоном, установленным в отверстии матрицы, упругим элементом, опирающимся одним концом на контрпуансон, а другим входящим в отверстие во втулочном инструменте, и имеющим поперечное сечение, соответствующее поперечному сечению отверстия, предварительно полученного в заготовке, и стержнем, подвижно установленным в отверстии втулки и взаимодействующим одним концом с приводом перемещения, а другимс упругим элементом.
На фиг. 1 схематически показано устройство для осуществления предлагаемого способа; на фиг. 2 - вариант выполнения устройства для осуществления способа.
Способ осуществляется следующим образом.
В заготовке 1 из толстолистового малопластичного материала получают, в частности пробивают, отверстие 2, и устанавливают ее на матрице 3, к плоскости заготовки прикладывают усилие прижима Ррр , в материал заготовки внедряют инструмент 4 для снятия припуска путем зачистки и одновременно ко всей поверхности предварительно полученного отверстия 2 прилагают радиальные усилия, направленные от оси отверстия.
Устройство для осуществления предлагаемого способа получения чистовых отверстий путем снятия припуска в предварительно полученном отверстии содержит помещенный в отверстии матрицы 3 контрпуансон 5, снабженный пружиной 6, инструмент (пуансон) для снятия припуска путем зачистки, выполненный в виде податливой втулки, подвижно установленной в прижимной плите 7, упор 8, ограничивающий верхнее положение пуансона, упругий элемент 9, в частности выполненный из полиуретана, опирающийся одним концом на контрпуансон 5, а другим
входящий в отверстие во втулочном инструменте 4 и имеющий высоту больше толщины обрабатываемой заготовки, стержень 10, подвижно, установленный в отверстии втулочного инструмента 4, взаимодействуюц.1ИЙ одним концом с упругим элементом 9, а другим - выступающий за торец втулочного инструмента 4 и взаимодействующий с приводом 11 перемещения этого стержня и втулочного инструмента 4.
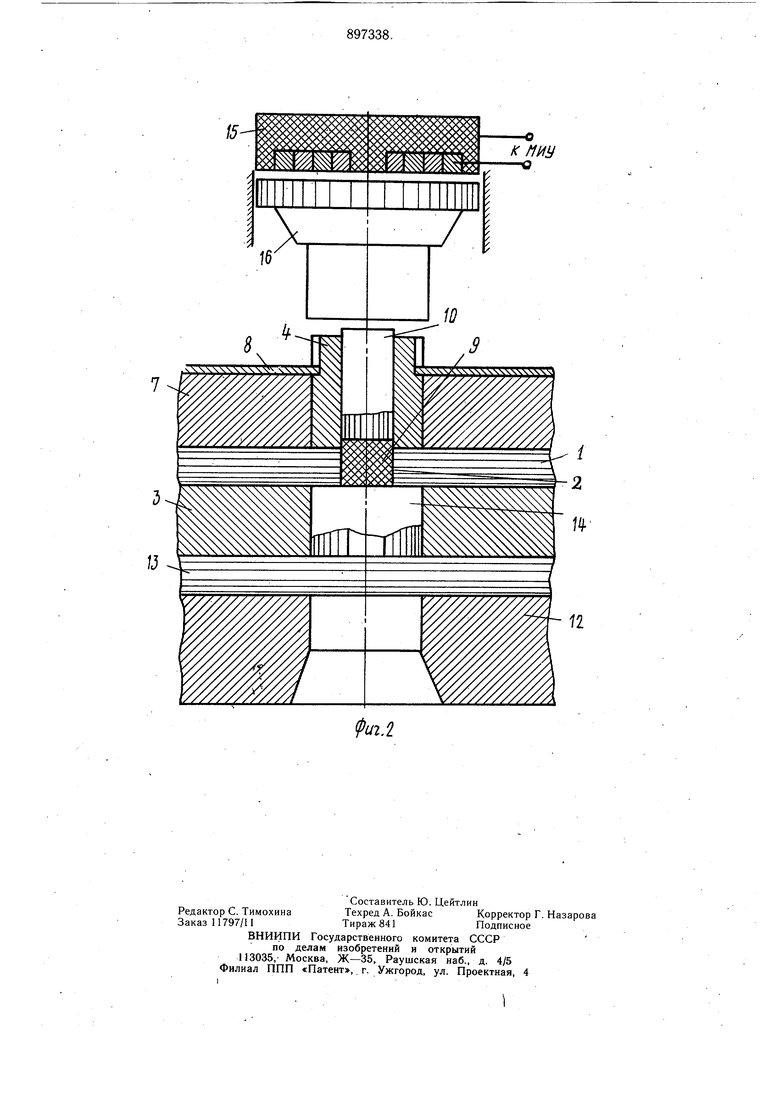
Устройство в соответствии с вариантом
выполнения, показанным на фиг. 2, содержит также дополнительную матрицу 12 с отверстием, соосным с отверстием в матрице 3 и имеющим с ним одинаковое поперечное сечение. На дополнительной матрице 12 расположена дополнительная заготовка 13,
не имеющая отверстия. Контрпуансон 14, расположенный в отверстии матрицы 3, опирается на дополнительную заготовку 13. В качестве привода перемещения подвижных частей устройства служит магнитно-импульсная установка с индуктором 15 и боек 16. Устройство работает следующи м образом.
При разряде магнитно-импульсной установки от индуктора 15 на боек 16 передается импульсная сила нагрузки, которая через стержень 10 сжимает упругий элемент 9. В результате сжатия последнего в замкнутом объеме между торцом стержня 10, контрпуансоном 14 и поверхностно предварительно пробитого отверстия 2 создаются радиальные сжимающие напряжения, величина которых определяется разностью между высотой упругого элемента 9 и толщиной заготовки 1 и соответствующей ей величиной выступания стержня 10 над верхнимторцом
5 втулочного инструмента 4. Усилие подпора создается за счет усилия пробивки дополнительной заготовки 13, имеющей размеры и механические свойства, аналогичные размерам и свойствам заготовки 1.
0 При обработке на устройстве, показанном на фиг. 1, жесткость пружины 6 выбирают таким образом, чтобы при очистке упругого элемента 9 в результате разряда контрпуансон 5 оставался неподвижным. Сжимающие напряжения радиального направления совместно с осевыми сжимающими напряжениями, создаваемыми усилием прижима от плиты 7, обеспечивают в зоне разделения заготовки схему, близкую к неравномерному всестороннему сжатию, что обеспечивает повышенную точность и качество пробиваемых отверстий и получаемой детали в целом.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
1979, с. 44, фиг. 416.
кл. В 21 D 28/14, 19.03.79.
