Изобретение относится к устройс- | твам для обработки металлов давлением, а именно для штамповки деталей эластичной средой.
Цель изобретения - улучшение ка- чества получаемых деталей и повышение стойкости эластичной среды.
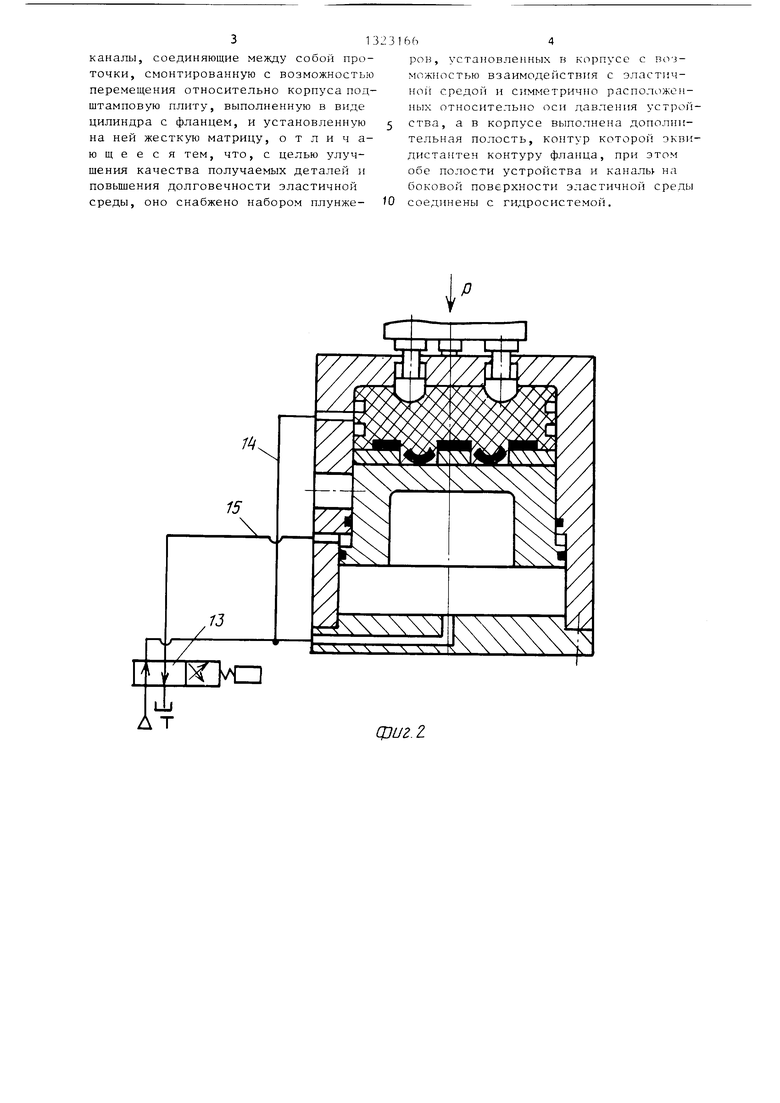
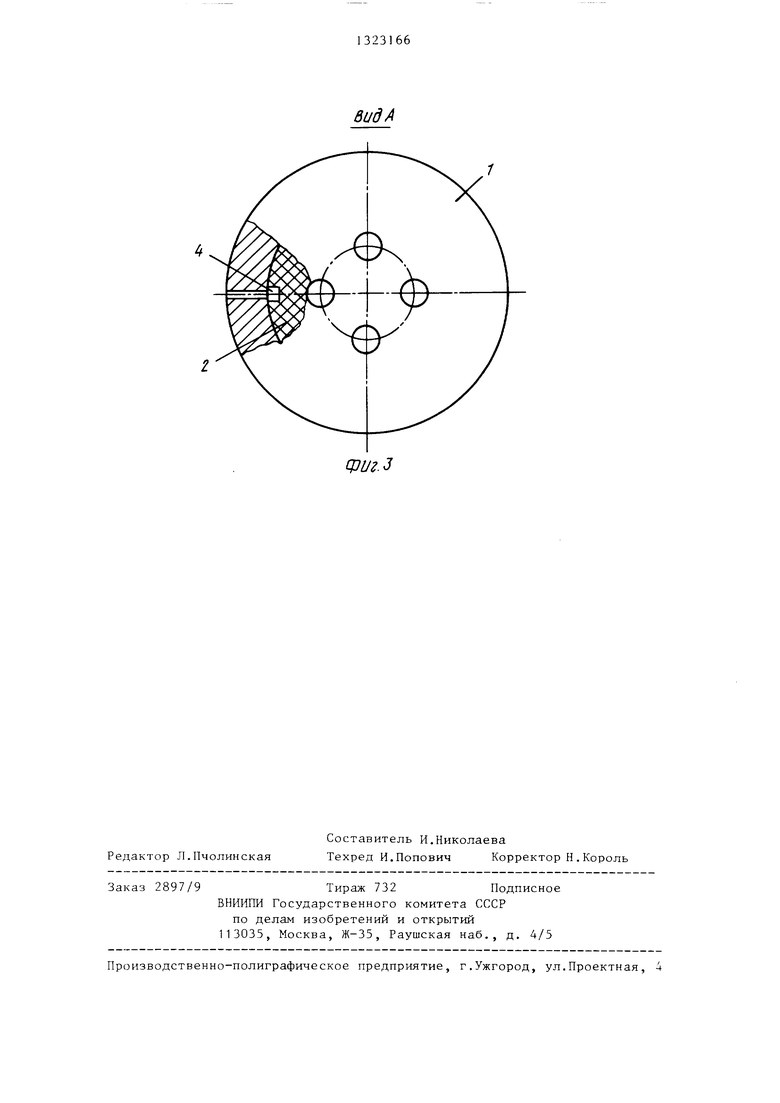
На фиг.1 изображено устройство для штамповки деталей эластичной средой (слева от оси - устройство в исходном положении, справа от оси - в начальный момент деформирования); на фиг.2 - то же, на завершающей стадии процесса; на фиг.З - то же, вид сверху .
В полости корпуса 1 устройства размерена эластичная среда 2, на бо- K jBoi поверхности которой выполнены кольцевые проточки 3 и каналы 4, соединяющие между собой проточки 3. Плун жеры 5 установлены в корпусе 1 с возможностью взаимодействия с эластич- Hiiii средой 2 и равномерно расположены относительно торцовой нерабочей поверхкости эластичной среды 2. Под- штамповая плита выполнена в виде цилиндра 6 с фланцем 7 и представляет собой двухступенчатый поршень, смон- тированньш с возможностью перемещения относительно корпуса 1. Крышка 8 прикрь плена к корпусу 1 . Соответствующие поверхности корпуса 1, поршня и крьш1ки 8 образуют полость 9 и дополнительную полость 10, являющиеся соответственно напорной и вспо- могатс льной камерами. Полости 9 и 10 и каналы 4 связаны с гидросистемой. Па подштамповой плите установлена жесткая матрица 11. Обрабатываемый материал обозначен позицией 12.
Гидросистема содержит гидрораспределитель 13, трубопровод 14, связывающий каналы 4 и полость 9 с гид- рораслределителем 13, и трубопровод 15, связывающий гидрораспределитель 13 с дополнительной полостью 10.
Б корпусе 1 выполнено окно 16 для установки матрицы 11 и обрабатываемо г о материала 12.
Устройство работает cлeдyюш IM образом.
На подштамповую плиту устанавливают жесткую матрицу 11 и укладывают на нее обрабатываемый материал 12. Вспомогательную камеру соединяют с напорной магистралью гидросистемы, а напорную камеру и каналы 4 - со сливной магистралью гидросистемы.
10
15
20
| 5е
я н- .. я 350
-
я о-
50
тсг
30
40
662
После переключения гидрораспределителя 13 жидкость под давлением из напорной магистрали гидросистемы поступает в каналы 4 и полость 9; одновременно происходит слив жидкости из вспомогательной камеры. Под действием давления жидкости поршень перемещается в направлении эластичной среды 2 и вместе с обрабатываемым материалом 12, установленным на матрице 11, внедряется в эластичную среду 2. Одновременно жидкость под давлением поступает в кольцевые проточки 3 эластичной среды 2, создавая в ней радиальные сжимающие напряжения. При дальнейшем ходе поршня происходит частичное деформирование обрабатываемого материала. В обрабатываемом материале 12 создается предварительное напряжение - деформированное состояние за счет образования выпуклости по контуру рабочего отверстия матрипы 11 и давления на торцы заготовки. После достижения требуемого давления плунжеры 5, внедряясь в эластичную среду 2, создают в ней давление, обеспечивающее пробивку отверстий в обрабатываемом материале 12. Затем переключают гидрораспределитель 13, соединяя полость 9 и каналы 4 со сливной магистралью, а дополнительную полость 10 - с напорной магистралью гидросистемы. Подштамповая плита с установленной на ней матрицей 11 и обрабатываемым материалом 12 перемещается в исходное положение.
Через окно 16 извлекают готовую деталь. Затем на матрицу 11 укладывают новую заготовку. Цикл работы повторяется.
Изобретение позволяет улучшить качество получаемых деталей в результате предварительной концентрации напряжений в зоне реза и послудующего приложения высокого равномерно распределенного поля деформирующего давления на заготовку и повысить стойкость эластичной среды за счет создания в ней радиальных сжимающих напряжений.
Формула изобретения
Устройство для щтамповки деталей эластичной средой, содержащее корпус, размещенную в его полости эластичн то среду, на боковой поверхности которой выполнены кольцевые проточки и
313
каналы, соединяющие между собой проточки, смонтированную с возможностью перемещения относительно корпуса под- штамповую плиту, выполненную в виде цилиндра с фланцем, и установленную на ней жесткую матрицу, отличающееся тем, что, с целью улуч- щения качества получаемых деталей и повышения долговечности эластичной среды, оно снабжено набором плунже664
ров, уста1ювле}шых в R-opnyce с возможностью взаимодействия с эластич- Hoit средой и симметрично расположенных относительно оси давления устрой- ства, а в корпусе выполнена дополнительная полость, контур которой эквидистантен контуру фланца, при этом обе полости устройства и каналы на боковой поверхности эластичной среды
соединены с гидросистемой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Гидравлический пресс | 1979 |
|
SU946980A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| Устройство для листовой штамповки жидкостью | 1981 |
|
SU958012A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 1995 |
|
RU2089313C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Импульсный горизонтальный молот с двусторонним ударом | 1983 |
|
SU1110531A1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1990 |
|
SU1748900A1 |
| ТЕПЛОИЗОЛЯЦИОННАЯ ПОДУШКА ДЛЯ ШТАМПОВ | 2011 |
|
RU2455101C1 |
Изобретение относится к области обработки металлов давлением, а именно к штамповке деталей эластичной средой. Целью изобретения является улучшение качества полученных деталей и повышение долговечности эластичной среды. Устройство содержит корпус 1 с размешенной в его полости эластичной средой 2. Подштамповая плита выполнена в виде двухступенчатого поршня, образующего с соответствующими поверхностями корпуса 1 и крьшки 8 напорную и вспомогательную камеры. При подаче давления в напорную камеру 9 и каналы происходит предварительное деформирование заготовки. Дальнейшнее повышение давления происходит за счет внедрения плунжеров 5 в эластичную среду 2. 3 ил. р г СО ФигЛ
л т
сриг.г
ВидА
сриг.З
Редактор Л.Пчолинская
Составитель И.Николаева
Техред И.Попович Корректор Н.Король
Заказ 2897/9Тираж 732Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Блок для штамповки деталей эластичной средой | 1981 |
|
SU995989A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
