4
со со
оо
Изобретение относится к металлургии, конкретнее к разливке стали из сталеплавильного агрегата в сталеразливочный ковш.
Цель изобретения - повышение надежности работы затвора путем предотвращения настылеобразования в верхней части канала шиберного затвора.
Способ осуществляют следующим обраЗО.1.
Выплавленную в конвертере сталь сливают в сталеразливочный ковщ, оборудованный шиберным затвором. Перед началом наполнения ковща разливочный канал неподвижной части шиберного затвора заполняют сыпучим материалом. Первые 5- liO мас.% стали подают на участок днища Ковща, расположенный на радиусе, разделяющем на две равные части свободную от зазора половину днища на расстоянии от 11,ентра 0,5-0,8 радиуса ковша, после чего рстальную массу стали подают по центру днища ковша.
Подача стали на участок днища, располо- )кеиный к центру ближе, чем 0,5 радиуса днища, нецелесообразна, так как происходит попадание первых порций металла (брызг) и капал затвора и образование настыли, возникает необходимость применения кислорода для ее удаления, снижается надежность )аботы затвора, увеличиваются потери ме- тал.ма во время разливки и ухудщается ка- ijecTBO слитков, так как не достигается по- (1тавлеиная цель.
Подача стали на участок днища, располо женн1 1Й от центра дальше, чем 0,8 радиуса дпи1ца, нецелесообразна, так как при этом наблюдается повышенный локальный из
нос огнеупорной футеровки стен ковша, что снижает стойкость ковшей.
Подача стали на эксцентрично расположенный участок днища приводит к изменению характера движения металла в ковше, могут возникать участки локального износа футеровки, поэтому масса стали первой порции не должна превышать 10% общей массы стали в ковше.
Уменьщение массы стали менее 5% также нецелесообразно, так как наблюдается вымывание порошкообразных материалов из канала затвора и образование настыли, возникает необходимость применения кислорода для ее удаления, снижается надежность 5 работы затвора, увеличиваются потери металла во время разливки и ухудщается качество слитков.
Пример Выплавленную сталь в 250-тонном конвертере массой 240 т сливают в Q сталеразливочный ковщ, оборудованный шиберным затвором, причем диаметр дниш.а ковша 3,2 м. Перед началом наполнения ковша каналы неподвижной части шиберного затвора заполняют сыпучим материалом (ставролитовым концентратом). Первые 18т стали (7,5% от массы стали) подают в ковш на участок, расположенной от центра на расстоянии 1,04 м (0,65 радиуса днища), после чего остальную сталь подают в сталеразливочный ковщ по центру днища.
При разливке стали настыль в канале затвора не образуется, работа щиберного затвора надежная, нет потерь металла во время разливки.
Результаты испытаний по минимальным и максимальным значениям заявляемых 5 параметров, а также яо известному способу сведены в таблицу.
0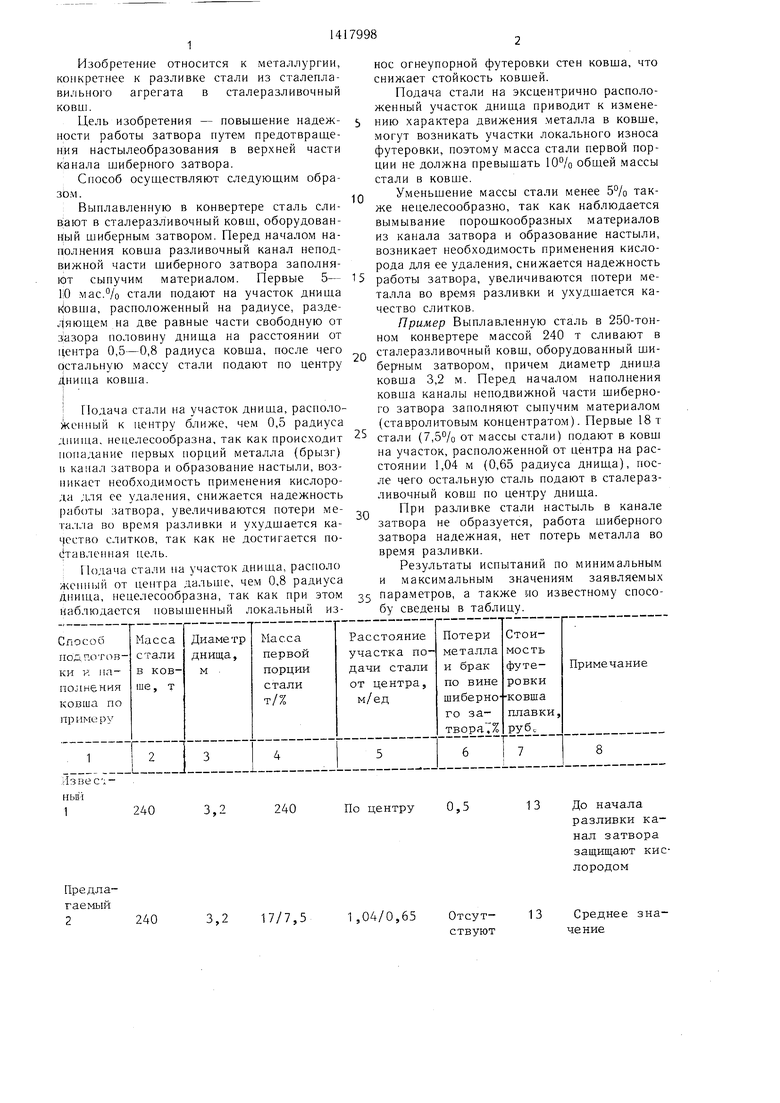
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты струи металлаиз КОВшА пРи НЕпРЕРыВНОй РАзлиВКЕМЕТАллОВ | 1979 |
|
SU846077A1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2005 |
|
RU2296647C2 |
| Способ разливки металлов и сплавов | 1990 |
|
SU1780922A1 |
| Ковш для продувки металла через шиберный затвор | 1986 |
|
SU1588501A1 |
| Устройство для крепления затвора сталеразливочного ковша | 1976 |
|
SU586967A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ШЛАКА В ПОТОКЕ РАСПЛАВА МЕТАЛЛА | 2016 |
|
RU2662850C2 |
| Способ начала разливки стали из бесстопорного ковша | 1987 |
|
SU1424965A1 |
| СПОСОБ ПОДГОТОВКИ ШИБЕРНОГО ЗАТВОРА СТАЛЕРАЗЛИВОЧНОГО КОВША | 2018 |
|
RU2682062C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
Изобретение относится к металлургии, а именно к разливке стали. Цель изобретения - повышение надежности затвора в работе путем предотвращения настылеобра- зования. Выплавленную в конвертере сталь сливают в сталеразливочный ковш, оборудованный шиберным затвором, разливочный канал неподвижной части которого заполнен сыпучим материалом. Первые 5-10 мас.% стали подают на участок днища, расположенный на радиусе, разделяющем на две равные части свободную от затвора половину днища ковша на расстоянии от центра 0,5-0,8 радиуса ковща. Предлагаемый способ позволяет повысить надежность в работе шиберны.х затворов и за счет этого сократить потери металла при разливке и брак проката на 0,5°/о. 1 табл.
240
3,2
240
По центру
240
3,2 17/7,5
1,04/0,65
13 До начала
разливки канал затвора защищают кислородом
Отсутствуют
13 Среднее значение
9 10
240 3,2 18/7,5 1,44/0,9
240 3,2 10/4,2 1,04/0,65 240 3,2 26/10,8 1,04/0,65
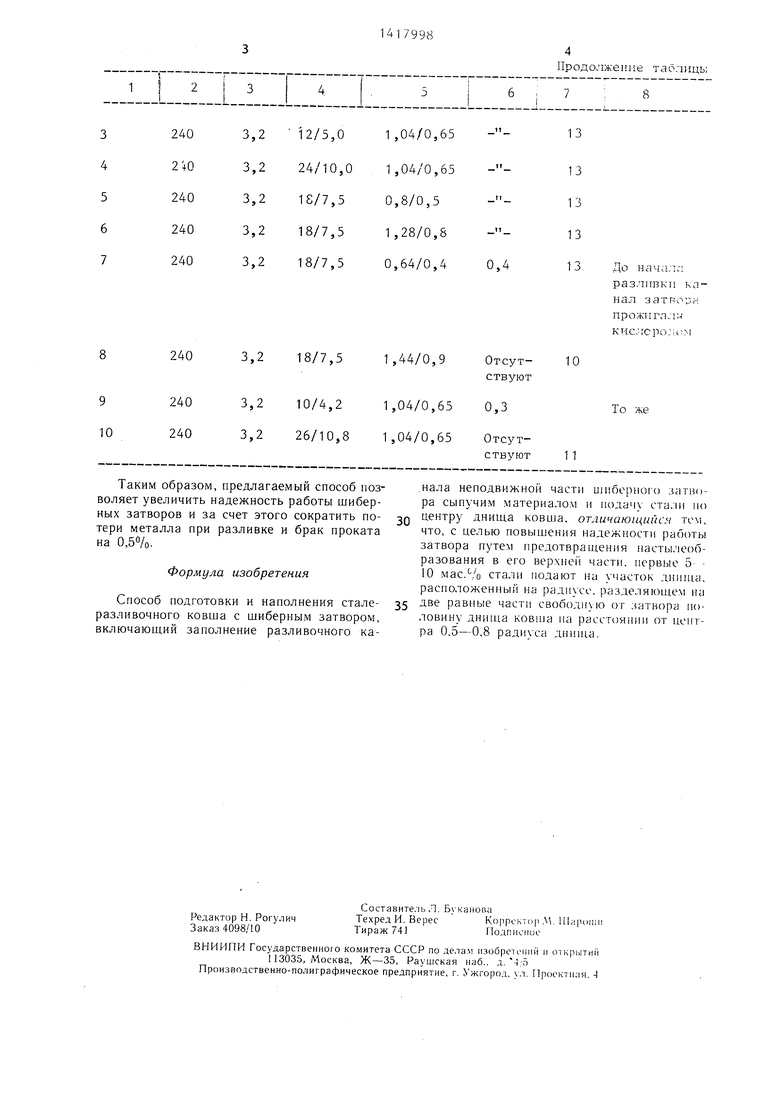
Таким образом, предлагаемый способ позволяет увеличить надежность работы шиберных затворов и за счет этого сократить потери металла при разливке и брак проката на 0,5%.
Формула изобретения
Способ подготовки и наполнения стале- разливочного ковша с шиберным затвором, включаюший заполнение разливочного каПродолжение таолиць;
разливки канал затвора прожигл.:г.-| кислсро;1ом
10
То же
1 1
нала неподвижной части ишберногч) затвора сыпучим материалом и подачу ста.1и но
центру дниш,а ковша, отличающийся том, что, с целью повышения надежности работы затвора путем предотвращения насты.чеоб- разования в его верхней части, первые 5 - 10 масЛ/о стали подают на участок днипии расположенный на рад1п-се. разделяющем на
две равные части свободную от затвора половину днища KOBnja па расстоянии от центра 0,5-0,8 радиуса дниниь
| Сталь | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
