Изобретение относится к металлургии, в частности к продувке металла в ковше различными газами и последующей разливке.
Цель изобретения - упрощение конструкции и эксплуатации и повышение качества металла путем улучшения растворения ферросплавов и равномерное распределение химических элементов в металле.
Изобретение поясняется чертежом.
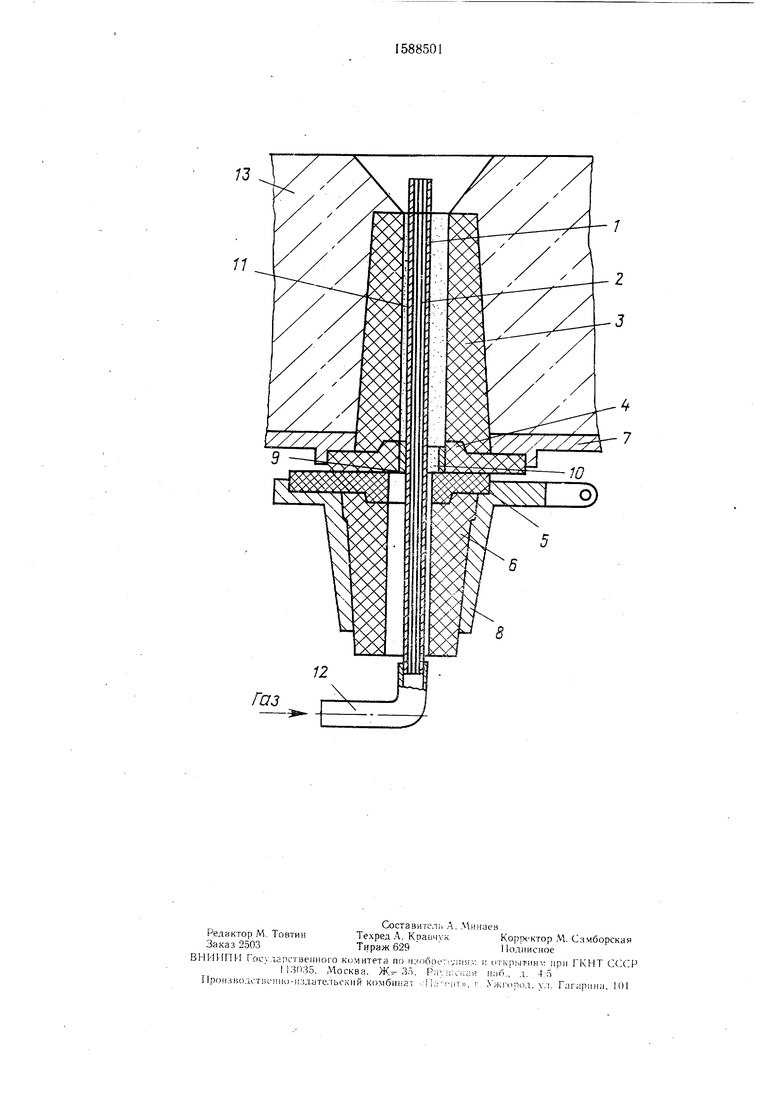
Ковш в огнеупорной футеровке днища содержит полую металлическую штангу 1, в которой размещен металлический стер- жень-холодильник 2. Полая штанга 1 проходит через канал ковшевого разливочного
стакана 3, отверстия в верхней неподвижной и нижней подвижной огнеупорных плитах (4 и 5) шиберного затвора и канал стакана- коллектор.а 6. Плиты 4 и 5 и стакан-коллектор 6 заключены в металлические обоймы 7 и 8. Штанга 1 опирается на нижнюю огнеупорную плиту 5 при помощи опорного элемента 9, выполненного в виде охватывающего кольца. Кольцо заполнено мулли- товой ватой 10. Канал стакана 3 заполнен огнеупорным порошком 11. К полой щтанге снизу подсоединен газопровод 12. Все устройство в сборе подсоединено снизу к огнеупорной футеровке 13 днища сталеразливочного ковща.
ел
00 00 01
Ковш подготавливают к работе следующим образом.
В полую штангу 1 вста)зляют стержень- холодильник 2 и фиксируют в ней, загибая оба его конца на торцы штанги 1., Фиксировать можно и другирии способами, например,, при помощи приваренных в нескольких местах стержня поперечных направляющих или, изгибая стержень в нескольких местах до соприкосновения с внутренней поверхностью полой штанги.
В опорный элемент 9 помещают вату 10 для предотвращения просыпания огнеупорного порошка 11.
В открытый щиберный затвор вставляют снизу в сборе- штангу 1 .таким образом, чтобы опорный элемент 9 располагался над нижней плитой 5. Плиту 5 закрывают до упора в штангу 1, а последнюю фикси- рую т опорным элементом 9 на выдвинутую часть нижней плиты 5.
В канал стакана 3 сверху засыпают огнеупорный порошок 11, ставролитовый концентрат или шамотный порошок. Снизу к полой штанге 1 подсоединяют газопровод 12 для подвода газа. Устройство пoдгoтoвJ: eнo к работе.
Подготовительный сга;1еразливочный ковш ставят на стенд под выпуск плавки из печи. До начала выпуска плавки подают аргон в ковш. Газ по газопроводу 12 проходит через зазор между полой ш -ан- гой 1 и металлическим стержнем-холодильником 2 и далее поступает в жидкий металл.
После окончания выпуска металла подачу газа прекращают. Жидкий металл устремляется в полую штангу 1 и соприкасается со стержнем-холодильником 2,, охлаждается и быстро застывает, не выходя из нижнего конца полой штанги.
Необходимость закрывания шибера для перерезания продувочной полой штанги, часто приводящего к поломке шиберных плит, отсутствует.
Сталеразливочный KOBUJ подают к изложницам на разливочную площадку, предварительно отсоединив гибкий нзланг газопровода 12. Установив ковш над изложницей, от- крыва от полностью шиберный затвор. Затем протыкают или удаляют ьату 10. Огнеупорный порошок сам высыпается из какала стакана 3 и вслед за ним появляется струя жидкого металла. Дс.,п ее разливка металла через шиберный затвор производится обычным порядком. Применение кислорода для прожигания канала стакана отсутствует.
0
0
6
0
Ковш для продувки металла газом и разливки испытан в опытно-промышленном масштабе. Для продувки применяли аргон, расход которого составлял 5-10м на 300 т металла в ковше. Продували металл следующих марок: 08кп, 08ю, 09Г2, 09Г2С, 10Г2С1, 10ХНДП, 16ГС, ст.ЗСП и другие. Диаметр канала сталеразливочного. стакана составлял 80 мм. Наружный диаметр полой штанги,-- 17 мм, внутренний диаметр - 13 мм. Диаметр стержня металлического кристаллизатора 6,5 мм, зазор между стаканом и полой штангой 63 мм.
Было обработано аргоном в ковшах 274 плавки. После окончания продувки жидкий металл проникал в продувочную штангу и застывал в ней на всех 274 плавках. Аварийного ухода металла из ковша через ггродувочное устройство не было. Кислород для прожигания канала стакана перед началом разливки стали не применяли, так как после высыпания огнеупорного порошка из зазора разливка стали из ко.вша в изложницы начиналась сарлопроизвольно.
Формула изобретения
. Ковш для продувки металла через шиберный затвор, содержащ,ий подвижную и неподвилсную огнеупорные плиты и стакан- коллектор, заключенные в металлические обоймы, разливочный ковшовый стакан, полую штангу для ввода реагентов, разме- 1ценную в каналах стакана-коллектора, огнеупорных плитах и разливочном ковшово.м стакане, отличающийся тем, что, с целью упрощения конструкции и эксплуатации и повьпкения качества металла путем улучшения растворения ферросплавов и равномерного распределение химических элементов в металле, он снабжен металлическим стержнем-холодильником, нынолнениым длиной не менее 0,7 длины полой штанги, и
диаметром 0,3--0,7 диаглетрз
штанги
штанга
0,5--0,9
канала полой
и размещенным в ней, а полая в канала.ч установ.лена с зазором диаметр.д канала различочного
причем участок зязора, расп1;ло- между иггангой, неподви.сной огне- плитой и разлиБОчнь стаканом огнеупорным порошком. ; i.
стакана, женный упорной заполнен
2. Ковш гю л. , отличающийся тем, что полая штанга .нз опорным элементом, вь полнеяг ым в В1{де охватываюш,его кольца и расположенным на уровне неподвижной огнеупорной плкты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шиберный ковшевой затвор | 1986 |
|
SU1373469A1 |
| Скользящий ковшевой затвор | 1982 |
|
SU1047587A1 |
| Шиберный затвор сталеразливочного ковша | 1986 |
|
SU1388193A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА ИЗ СТАЛЕРАЗЛИВОЧНОГО КОВША В ЛИТЕЙНЫЕ ФОРМЫ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2011 |
|
RU2468888C2 |
| Способ подготовки сталеразливочного ковша к продувке металла нейтральным газом | 1989 |
|
SU1694657A1 |
| Скользящий ковшевой затвор | 1983 |
|
SU1143511A1 |
| Шиберный ковшевой затвор | 1991 |
|
SU1822378A3 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2006 |
|
RU2337789C2 |
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| Устройство для крепления затвора сталеразливочного ковша | 1976 |
|
SU586967A1 |
Изобретение относится к металлургии, в частности к продувке металла в ковше различными газами и последующей разливке. Цель изобретения - упрощение конструкции и эксплуатации и повышение качества металла путем улучшения растворения ферросплавов и равномерное распределение химических элементов в металле. Ковш для продувки металла через шиберный затвор содержит подвижную и неподвижную огнеупорные плиты и стакан-коллектор, заключенные в металлические обоймы, разливочный ковшевой стакан, полую штангу для ввода реагентов, размещенную в каналах стакан-коллектора, огнеупорных плитах и разливочном ковшевом стакане. Ковш снабжен металлическим стержнем-холодильником, выполненным в виде стержня длиной не менее 0,7 длины полой штанги и диаметром 0,3-0,7 диаметра канала полой штанги и размещенным в последнем. Полая штанга в каналах установлена с зазором 0,5-0,9 диаметра канала разливочного стакана, участок зазора, расположенный между штангой, неподвижной огнеупорной плитой и разливочным стаканом, заполнен огнеупорным порошком. Полая штанга снабжена опорным элементом, выполненным в виде охватывающего колеса и расположенным на уровне неподвижной огнеупорной плиты. 1 з.п. ф-лы, 1 ил.
| Ковш для рафинирования жидкого металла | 1978 |
|
SU772714A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Авторское свидетельство СССР № 1191180, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
