Известны способы формования ленты стекла прокатыванием расплавленной стекломассы между прокатными валками последующим расплавлением, а затем повторным отвердением ленты на поверхности расплавленного металла. Однако в таких способах отсутствует регулирование поперечных конвекционных потоков металла.
В описываемом способе для регулирования поперечных конвекционных потоков расплавленного металла, стремящихся деформировать расплавленную ленту стекла, расплавленный металл между краем ленты стекла и стенкой ванны, в которой металл находится, подвергают в зависимости от необходимости охлаждению, нагреванию или изменению его количества в этой части ванны.
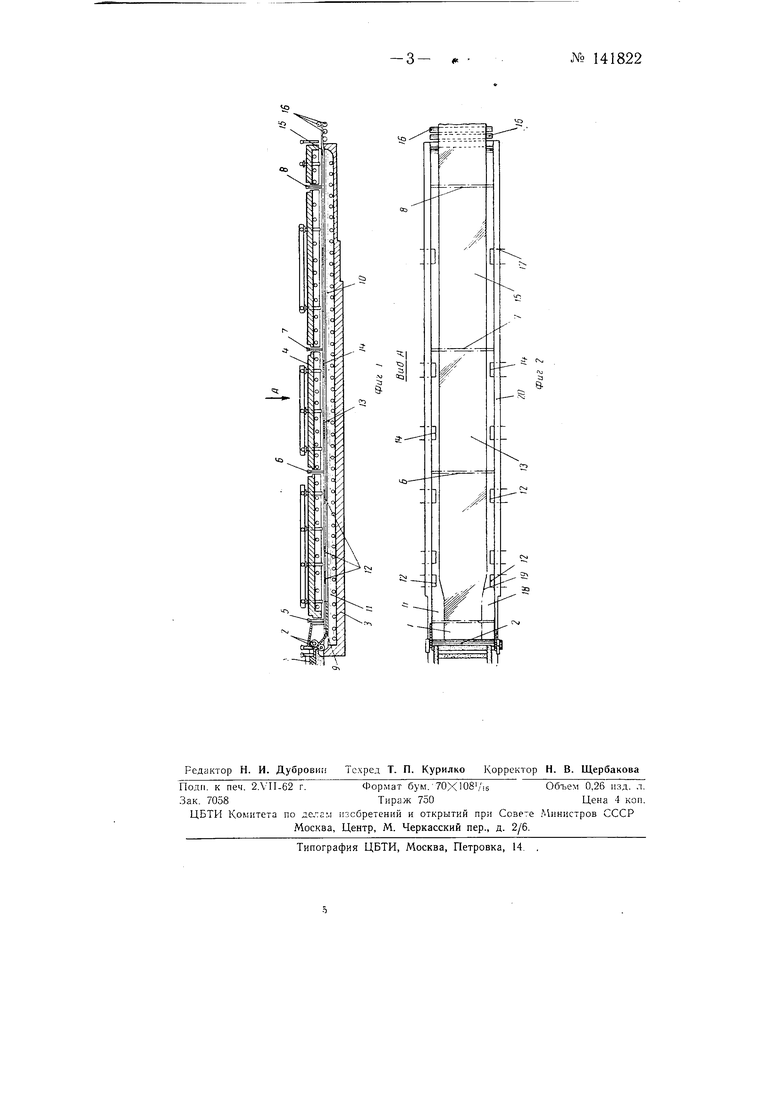
На фиг. I изображена установка для осуществления способа; на фиг. 2-вид по стрелке А на фиг. 1.
Способ формования ленты стекла состоит в том, что ленту / стекла пропускают сквозь прокатные валки 2, установленные у выпускной щели стекловаренной печи, и направляют в ванну 3, закрытую крышкой 4 и перегороженную щирмами 5, 6, 7 и 8. Здесь ленту перемещают по поверхности 9 расплавленного металла JO, заполняющего ванну 3 и инертного по отнощению к материалу ленты, причем пространство над ней заполнено газом, нейтральным по отношению к расплавленному металлу 10 и не вызывающим его окисления.
№ 141822.-2В секции 11 ванны 3 ленту переводят в пластичное, а затем и в жидкое состояние, для чего нагревают металл, заполняющий секцию 11, при помощи трубчатых терморегуляторов 12 таким образом, чтобы температура в секции достигала 1000-1100°. Жидкая лента стекла, ширина которой меньще ширины ванны, все время двигается за счет непрерывно --поступления- ленты из валков. В секции 13 между ширмащ1..й и,,7 стеклянную охлаждают до температуры 825° при помощи терморегуляторов 14, при этом лента становится значительно более вязкой. При поступлении ленты и секцию 15 ванны ее охлаждают до еще более низкой температуры в 650°, после чего она проходит под ширмой 8 и роликами 16 выводится из ванны.
Терморегуляторы 12, 14 и 17 располагают в ванне таким образом, чтобы они, кроме изменения температуры расплавленного Металла, препятствовали возникновению IB той его части 18, которая находится между краем 19 ленты стекла и стенкой 2(. ванны, конвекционных потоков, стремящихся деформировать движущуюся ленту стекла. Кроме селективного изменения температуры в ванне, стабильность движения ленты поддерживают путем регулирования расстояния от ее края 19 до стенки 20, а также изменением количества расплавленного металла, участвующего в теплообмене, по отношению к его общему количеству в ванне.
Описываемый способ позволяет получать листовое прокатное стекло с заменой его щлифовки и полировки термической обработкой в ванне с расплавленным металлом, повысить производительность и улучшить качество продукции.
Предмет изобретения
Способ формования ленты стекла прокатыванием расплавленной стекломассы между прокатными валками, пОСледующим расплавлением, а затем повторным отвердением ленты стекла на поверхности расплавленного металла, отличающийся тем, что, с целью регулирования поперечных конвекционных потоков расплавленного металла, стремящегося деформировать расплавленную ленту стекла, расплавленный металл между краем ленты стекла и стенкой ванны, в которой металл находится, подвергают в зависи мости от необходимости охлаждению, нагреванию или изменению его количества в этой части ванны.