Известны способы изготовления спиральных пружин з горячем состоянии, зажатых для выполнения закалки их в контейнере, удерживающем витки на заданном расстоянии друг от друга. Однако эти способы не обеспечивают необходимых качеств опорных плоскостей пружин и производительности труда при их изготовлении пружин.
Предлагаемый способ указанных недостатков не имеет. Это достигается тем, что при осуществлении способа пружину устанавливают в контейнер, зажимают, торцуют, а затем производят закалку.
Процесс торцовки опорных витков пружины осуществляется или на обычном фрезерном двухстороннем станке, или в специальных устройствах, предназначенных для устранения коробления различных деталей, которые применяются в машиностроении (в частности, в автопромыщленности).
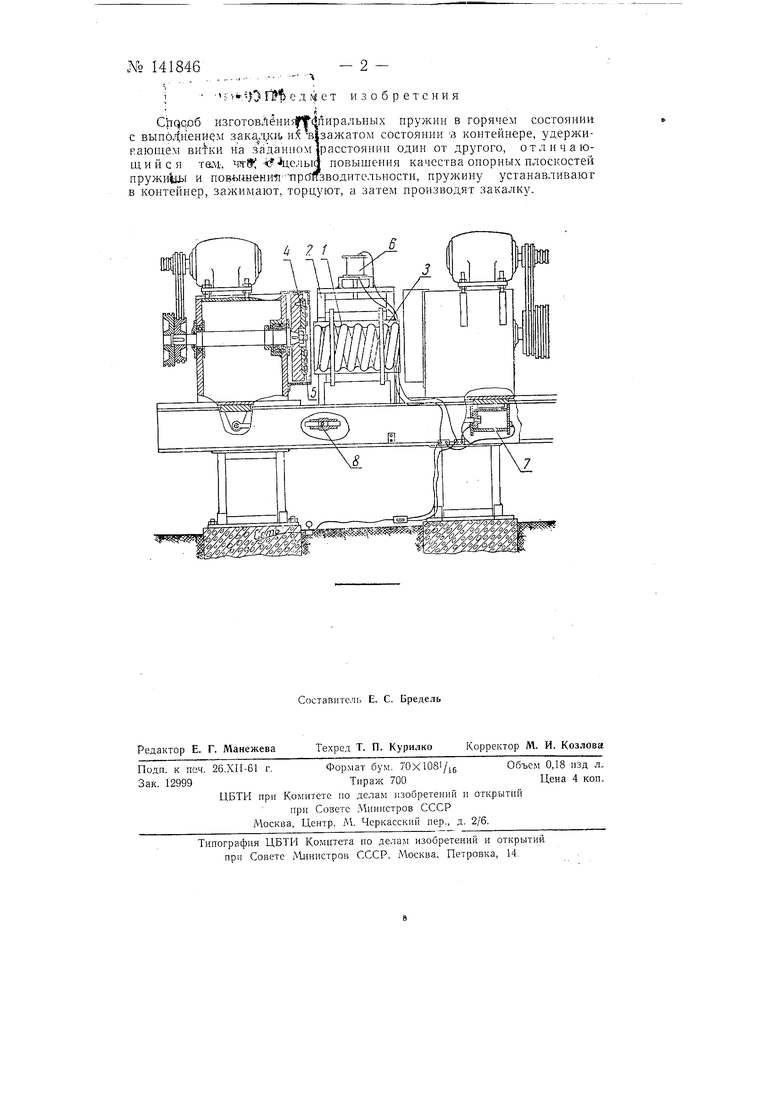
На чертеже изображена схема осуществления торцовки опорных витков пружины перед закалкой.
Пружина 1, навитая,на оправку, захватывается в подзесной контейнер 2 клещевого типа, оснащенный тремя сменными гребенками 3 с щагом, равным щагу пружины в горячем состоянии, и залчимается в контейнере с помощью пневматического цилиндра через систему рычагов. Контейнер вместе с зажатой з нем пружиной подается в пространство между вращающимися режущими дисками 4, оснащенными пластинками 5 из твердого сплава, и фиксируется на станине с помощью пневматического цилиндра 6.
Одновременно при помощи пневматического цилиндра , укрепленного на одной из головок и связанного с другой головкой тягой 8, сближаясь с торцами пружины, зажатой з контейнер, головки производят поджим опорных витков и выравнивание торцов до нужного размера..
№ 141846- 2 ,..-- - -л
; J е д ет изобретения
Сцдс-об изготовЛёни М(|пиральных пружин в горячем состоянии с вынб4н.ени(м , и Цзажатом состоянии v контейнере, удерл ираюидем витки на заданном|расстоянии один от другого, отличающийся там, целыа иовышения качества онорных плоскостей пружи Цз и иовыш-енит пpoffзвoдитeльнocти, пружину устанавливают в контейнер, зажимают, торцуют, а затем производят закалку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки цилиндрических винтовых пружин | 1952 |
|
SU95051A1 |
| Устройство для холодной резки труб | 1961 |
|
SU144142A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ НАВИВКИ СПИРАЛИ ИЗ СТАЛЬНОГО ПРОФИЛЯ | 2002 |
|
RU2219036C2 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Агрегат для обработки деревянных вкладышей подшипников | 1959 |
|
SU131080A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Механизм для формирования борта покрышки пневматической шины | 1980 |
|
SU891478A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Механизм для формирования борта покрышки пневматической шины | 1977 |
|
SU674931A1 |
| СЕЙСМОПРИЕМНИК | 1992 |
|
RU2018155C1 |