Известно, ЧТО ведомые конические шестерни задних мостов автомобилей ИЗГОТОВЛЯЮТСЯ из легированных сталей и подвергаются химИкотермической обработке.
Помимо дороговизны легированной стали, сложности, длительности и дороговизны химикотермической обработки существенным недостатком указанного процесса изготовления шестерен является наличие нестабильного коробления как самого зуба, так и привалочной плоскости. Эти недостатки приводят к большим колебаниям долговечности главной пары заднего моста.
При применении для изготовления шестерен стали малой прокаливаемости венец шестерни нагревается токами высокой частоты и затем подвергается резкому охлаждению. Однако для получения возможности стабилизации величины коробления привалочной плоскости в узких пределах необходимо строго дозированное и равное по количеству прохождение охлаждающей воды в каждой впадине зуба, увеличенная подача охлаждаюш,ей воды к периферии шестерни по мере увеличения модуля зуба и дозированное стабильное охлаждение привалочной плоскости.
Для осуществления указанных мероприятий предлагается спрейер, отверстия которого имеют различный диаметр, причем отверстия с большим диаметром располагаются напротив части зуба с большим модулем, а с меньшим - напротив части зуба меньшим модулем.
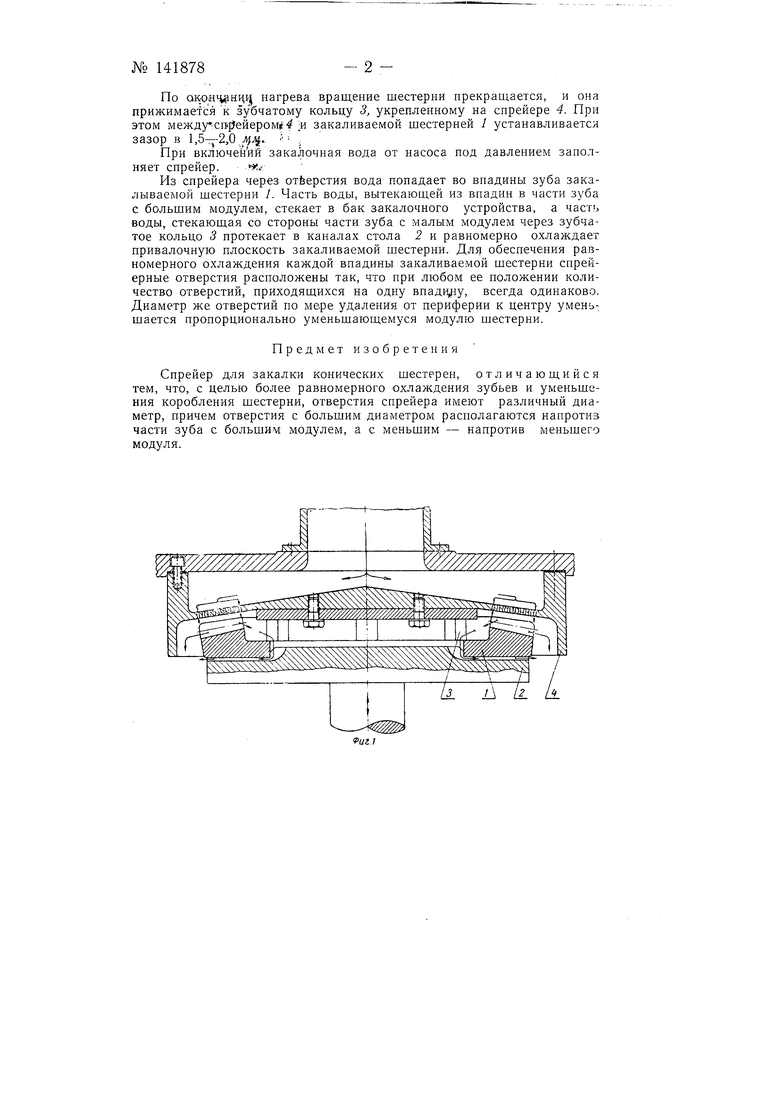
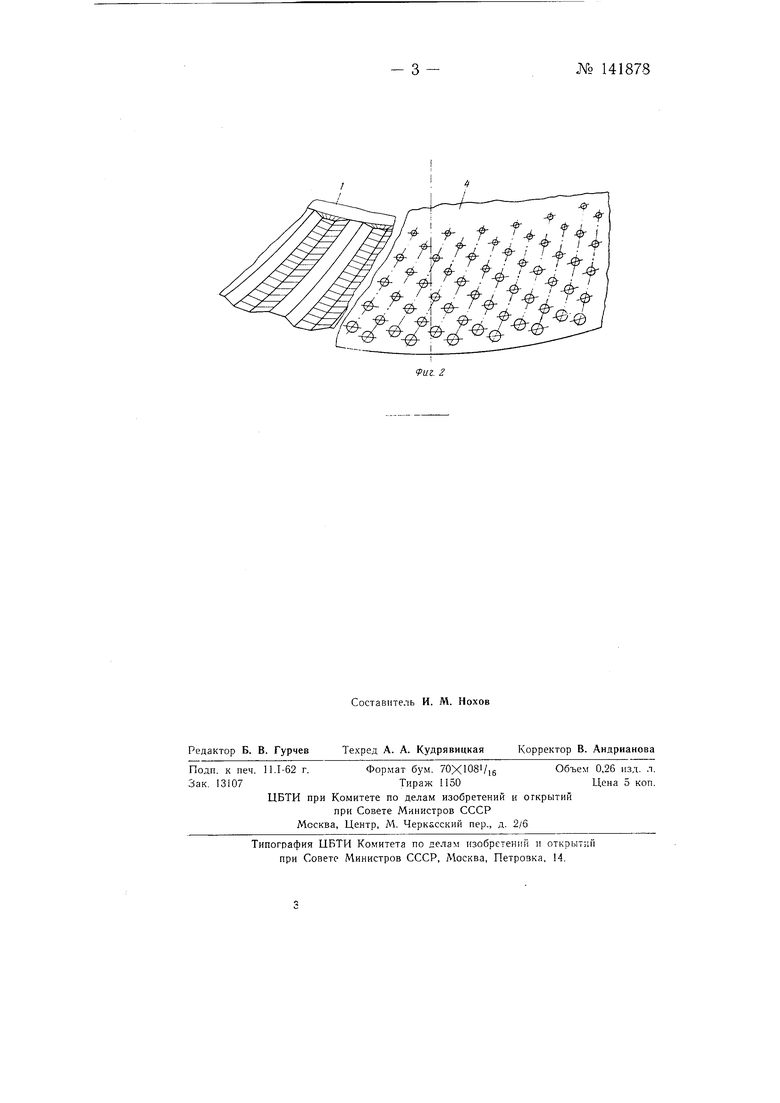
На фиг. 1 показан общий вид установки охлаждающего устройства; на фиг. 2 - схема расположения отверстий спрейера относительно охлаждаемой шестерни.
Подлежащая термообработке шестерня 7 устанавливается на столе 2.
Во время нагрева шестерни под закалку она врашается.
По нагрева вращение шестерни прекращается, и она прижимается к зубчатому кольцу 3, укрепленному на снрейере 4. При этом между -.сн ейером( f я закаливаемой щестерней / устанавливается зазор в 1,5-2,0 .. ,
При включейий закалочная вода от насоса под давлением заиолняет снрейер. снрейера через отёерстия вода попадает во внадины зуба закалываемой шестерни /. Часть воды, вытекающей из внадин в части зуба с большим модулем, стекает в бак закалочного устройства, а часть воды, стекающая со стороны части зуба с малым модулем через зубчатое кольцо 5 протекает в каналах стола 2 и равномерно охлаждает привалочную плоскость закаливаемой щестерни. Для обеспечения равномерного охлаждения каждой впадины закаливаемой шестерни спрекерные отверстия расположены так, что при любом ее положении количество отверстий, приходящихся на одну впадрру, всегда одинаково. Диаметр же отверстий по мере удаления от периферии к центру умень-. шается пропорционально уменьшающемуся модулю шестерни.
Предмет изобретения
Спрейер для закалки конических шестерен, отличающийся тем, что, с целью более равномерного охлаждения зубьев н уменьщения коробления щестерни, отверстия спрейера имеют различный днаметр, причем отверстия с большим диаметром располагаются напротив части зуба с большим модулем, а с меньщим - напротив меньшего модуля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОМ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1973 |
|
SU383748A1 |
| Способ закалки цилиндрическихиздЕлий из лЕгиРОВАННыХ СТАлЕй ичугуНОВ | 1978 |
|
SU810851A1 |
| СПОСОБ ТЕРМООБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ ПОЛУМУФТ И ИНДУКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2170273C1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Индуктор-спрейер для закалкишЕСТЕРЕН | 1978 |
|
SU808543A1 |
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| Установка для закалки изделий | 1982 |
|
SU1084313A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ ПОНИЖЕННОЙ (ПП) и РЕГЛАМЕНТИРОВАННОЙ (РП) ПРОКАЛИВАЕМОСТИ 4-го ПОКОЛЕНИЯ | 2019 |
|
RU2739462C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПОНИЖЕННОЙ И РЕГЛАМЕНТИРОВАННОЙ ПРОКАЛИВАЕМОСТИ | 2010 |
|
RU2450060C1 |
| УСТРОЙСТВО И СПОСОБ ОХЛАЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПОЛОС | 1993 |
|
RU2120482C1 |
i
.
